Lpob
-
Numero contenuti
17 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Visite recenti
577 visite nel profilo



Obiettivi di Lpob
")
Newbie (1/14)
3
Reputazione Forum
-
pezzo che non rimane fermo
Lpob ha risposto a GeoPirati nella discussione Problemi generici o di qualità di stampa
Perfetto! Una domanda: il riscaldamento verrebbe compromesso o sbaglio? Per raggiungere la T desiderata del piatto in vetro significherebbe aumentare quella del piatto sottostante? -
pezzo che non rimane fermo
Lpob ha risposto a GeoPirati nella discussione Problemi generici o di qualità di stampa
Quindi in caso di piatto non removibile, l'uso della lacca non è consigliato? -
Ti ringrazio per la risposta... Credo sia un effetto ottico il disallineamento del piatto, il primo strato e quelli successivi escono alla perfezione. Quindi mi consigli di utilizzare ad esempio lacca per aumentare il grip scendo a 60°c?
-
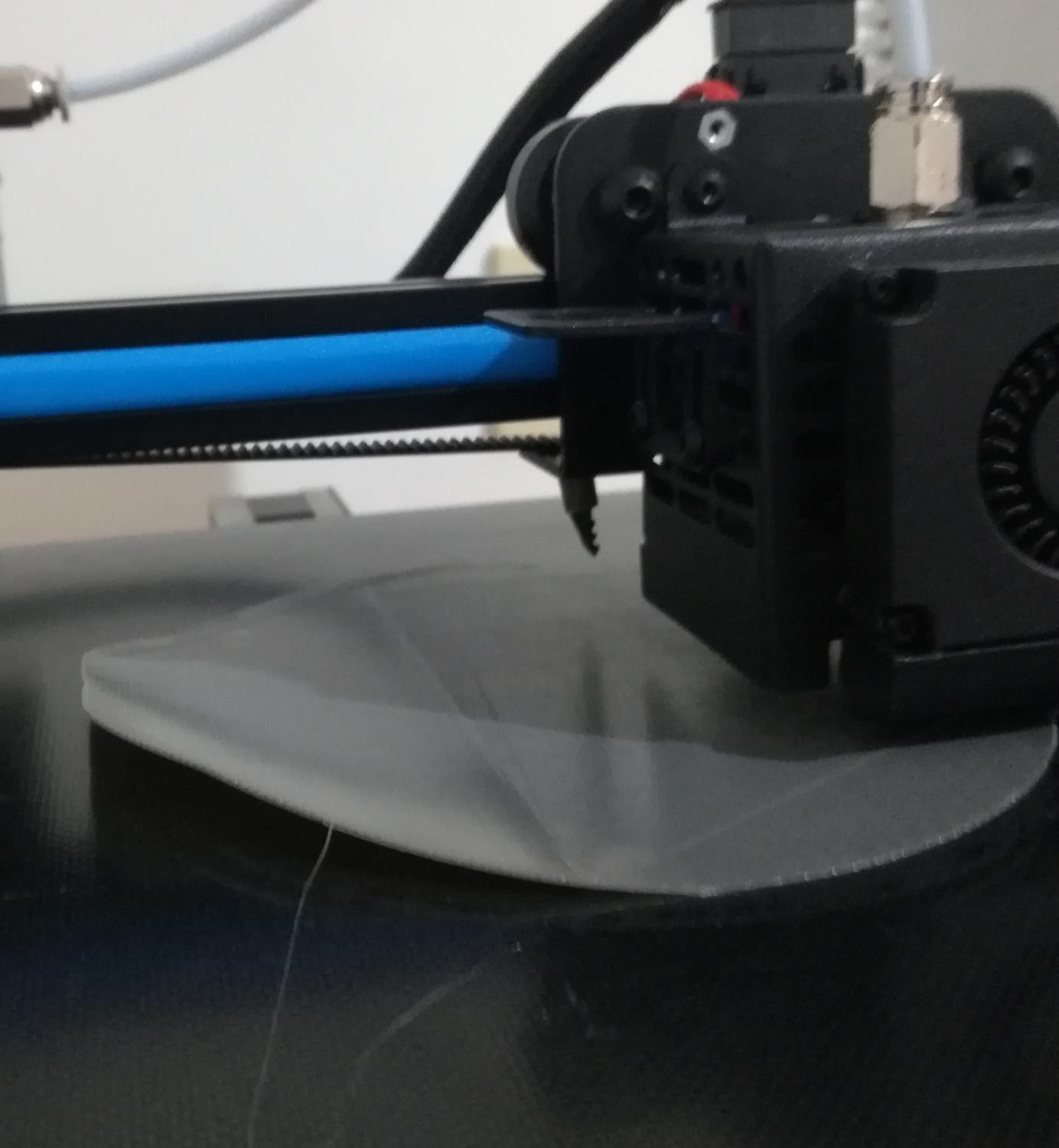
Salve a tutti! Secondo voi a cosa può essere attribuito questo distacco del Raft al terzo strato? La temperatura del piatto è posto a 75 gradi (pla+), se imbarca a 75°C immagino a meno 😅 Conoscete qualche modo per evitare questo?

-
Geeetech a10, il filamento non si appiccica
Lpob ha risposto a Veassen nella discussione Problemi generici o di qualità di stampa
Che materiale? Pla? Marca? -
Fuoriuscita tubo teflon
Lpob ha risposto a Lpob nella discussione Problemi generici o di qualità di stampa
Quindi mi conviene cambiare l'intero connettore? Devo prendere degli accorgimenti per bloccare il tubicino? -
Fuoriuscita tubo teflon
Lpob ha risposto a Lpob nella discussione Problemi generici o di qualità di stampa
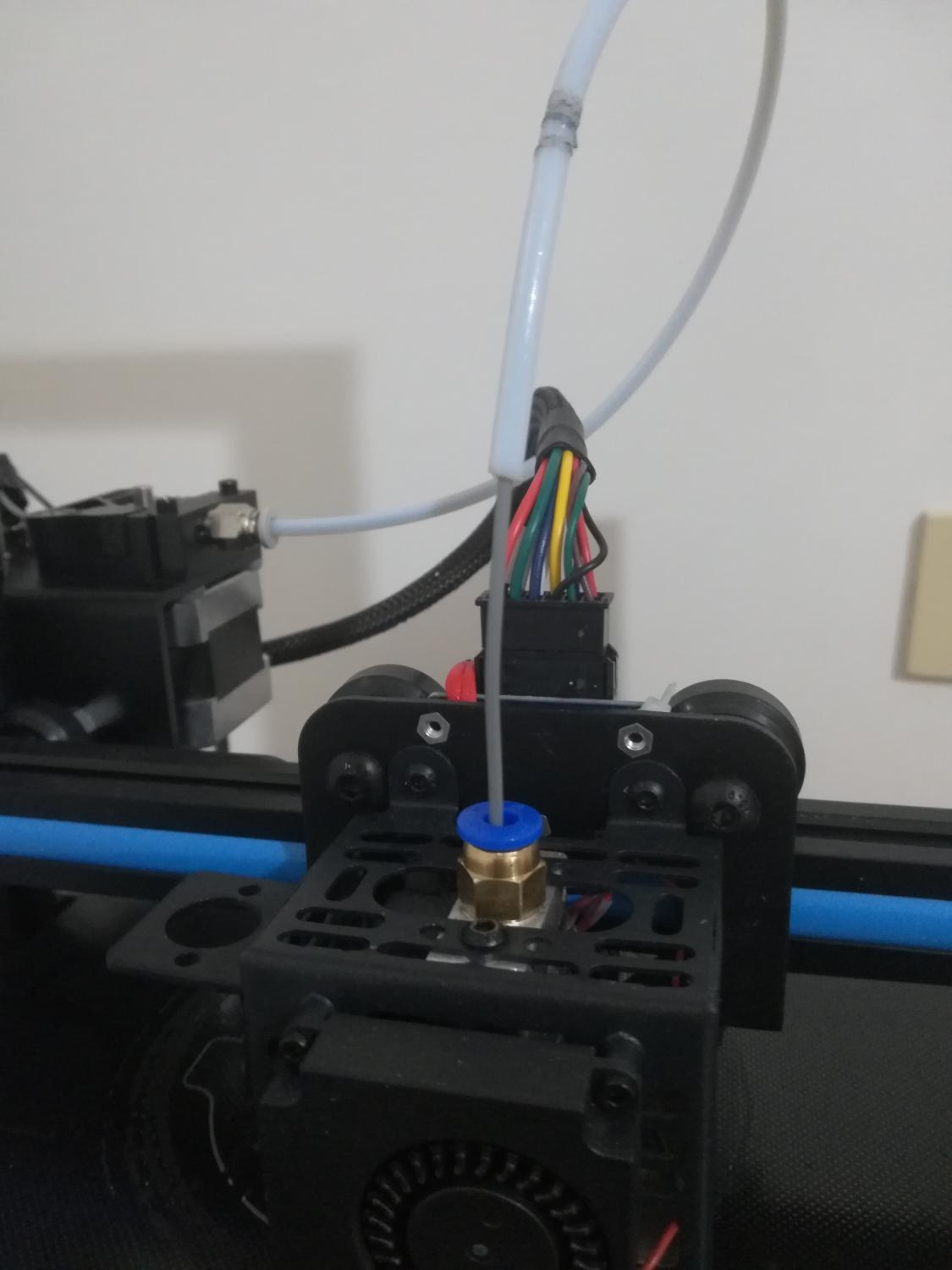
Effettivamente mi sono accorto che ad essersi rotto è questo oggetto che sta dentro il fermo in ottone di cui parli... Praticamente non posso stampare per colpa di questo cosetto... Dove posso trovarlo e come lo inserisco in maniera corretta? Comunque credo che quella crosta grigia di cui parli sia una sorta di incisione causato dall'usura (ipotesi) 😅
-
Fuoriuscita tubo teflon
Lpob ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti, ieri sera ho mandato una stampa ed il risultato ottenuto è quello che vedete in foto... mentre stampava, a mano a mano il tubo in teflon andava verso l'alto, come se qualcuno lo stesse tirando via. Ho pensato allora che l'estrusore fosse bloccato ma così non era. A voi è mai capitato qualcosa di simile? Come risolvereste? (questa stampante presenta un unico tubo in teflon che parte dal pignone spingifilo fino all'hot end)
-
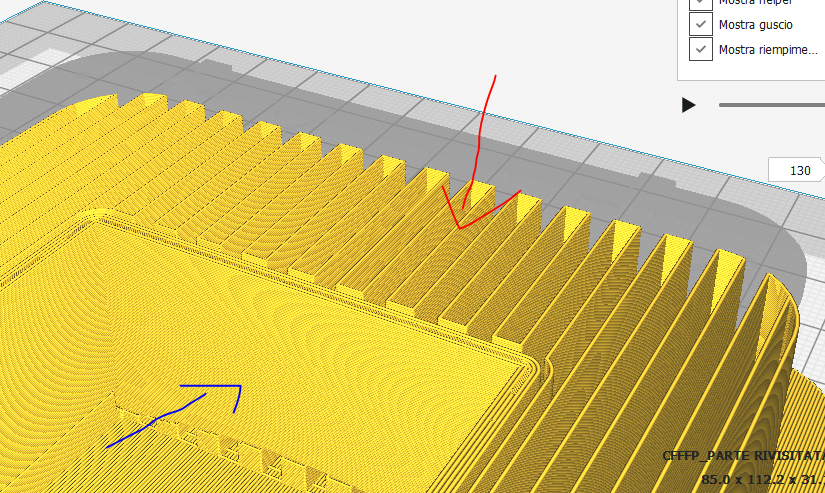
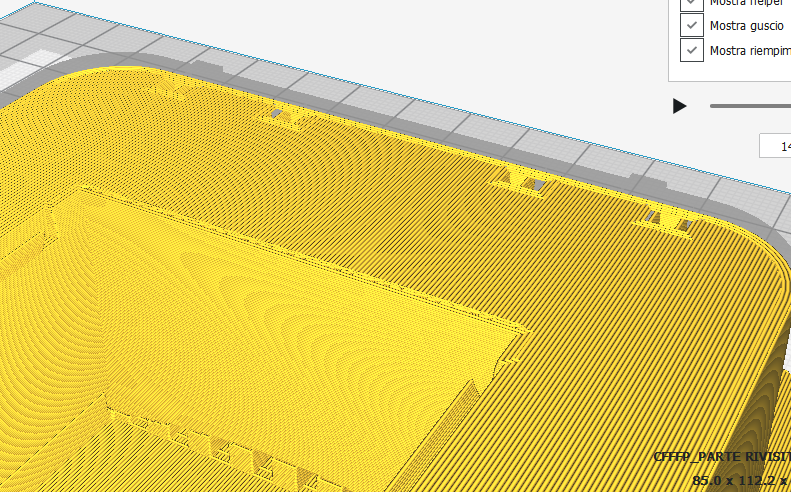
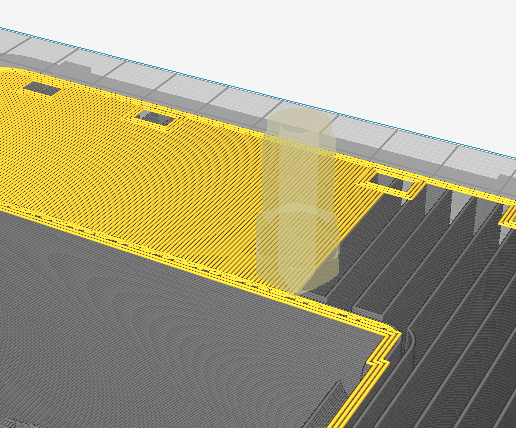
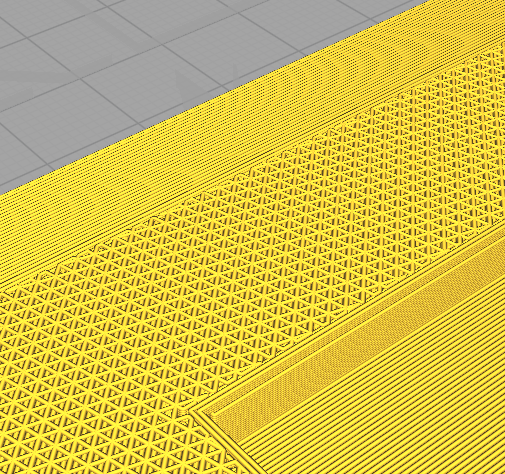
Salve, ho un problema nel determinare opportunamente i parametri di stampa con Cura; in blu ho indicato la parte del pezzo piena al 100% (come una sorta di parete), in rosso invece ho deciso di optare per dei supporti a Zig-Zag data la loro facile rimozione (densità al 15%, serviranno per sostenere il tetto del pezzo). Il problema sorge quando, arrivato nello strato desiderato, inizia il riempimento del "tetto" sui supporti, come visibile dalla foto 2 e 3: come potete ben capire, nel momento in cui va ad effettuare il primo strato riempitivo, facendo delle linee a tutta lunghezza del pezzo, i supporti sono praticamente inutili in alcuni punti; vi chiedo dunque se siete a conoscenza di un modo per modificare l'andamento del riempimento anziché lineare, inclinato o qualche alternativa comunque valida; premetto che ho scelto il supporto a zig zag perché di facile rimozione, con altri tipi di supporti potrei rischiare di rompere il pezzo. Un'ultima domanda: perché nonostante le impostazioni (riempimento 100%), cura mi genera questa trama a triangolini che ovviamente si allontana da quanto indicato? grazie a tutti per la disponibilità.
-
Cura, sinceramente non ho mi provato a fare modifiche del genere con questo slicer... mi consigli di meglio? grazie mille!
-
Esempio pratico: voglio realizzare un pezzo che ha 100 strati; imposto la stampa per un'altezza dello strato di 0.2; poi voglio che dallo strato 50 l'altezza dello strato passi da 0.2 a 0.1 (perché ho più dettagli e voglio qualità maggiore); è possibile farlo dallo slicer?
-
Con quale software s Ok per il discorso del g-code ma quale software di slicing mi consigli per effettuare queste modifiche? Ti ringrazio per la risposta.
-
Buongiorno a tutti! Avendo a che fare con pezzi da stampare complessi, è nata l'esigenza di effettuare un upgrade delle mie capacità con i software di slicing, ma più in dettaglio quello che mi piacerebbe imparare è modificare direttamente il g-code derivante dallo slicer; vi chiedo gentilmente se esistono guide da cui prendere spunto, o è fondamentale l'esercizio per tenertativi; in particolare la mia curiosità risiede su due aspetti, cioè mi piacerebbe da codice (se è possibile farlo) modulare (ovvero non lasciare costante per tutta la stampa): - Densità dei supporti; - Velocità di stampa; - Densità di riempimento; - Altezza dello strato. Ho constatato che la densità di riempimento è possibile cambiarla anche direttamente dallo slicer, mi piacerebbe però interfacciarmi con il g-code. Scusate se mi sono prolungara; vi ringrazio in anticipo!
-
C'è qualche tipo di post trattamento che consenta di ottenere il risultato desiderato? Ti ringrazio per la risposta