iLMario
-
Numero contenuti
3.929 -
Iscritto
-
Ultima visita
-
Giorni Vinti
91
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di iLMario
-
Che il filo Amazon abbia problemi, l'avevo notato. Avevo trovato un buon setting per la ritrazione, ho messo il filo amazon, sono stato sommerso di fili che nemmeno in un ristorante di noodles cinese.... Tianse, è il primo che uso, ma ne ho un altro nuovo da aprire, non mi ha mai dato problemi, ho fatto delle belle stampe (belle compatibilmente con la mia stampante), ho solo questo problema di grumi, comunque con quasi tutto. Ho avuto (ho ancora a dire il vero) un PLA Plus di Sunlu, lo odio, mi fa letteralmente schifo. Sia come resa, sia come si stampa Si, sto facendo alcune prove di stampa con la tua vecchia versione ed una condotto ventola rattoppato (si era staccato durante la stampa) per vedere se ho risolto buona parte dei miei problemi. Sto stampando un cagnolino che richiede ventilazione, se viene bene metto su il filo esun (ne ho pochissimo) e stampo tutto. Cagnolino, tra l'altro, che è lo stesso presente come stampa di default della Ender3, così poi lo confrontiamo @Blacksoldier10 Per ora sta venendo bene, almeno visto dal dietro.

-
In questo momento Tianse rosa, non commentate i miei colori, sono per mia figlia (dicono tutti così), ma ho avuto lo stesso problema (più altri) anche con quello Amazon viola Quello che ad oggi mi ha dato problemi zero o quasi è il PLA Plus di esun, che una volta trovata la quadra, stampa a meraviglia anche se in rete se ne leggono di tutti i colori.
-
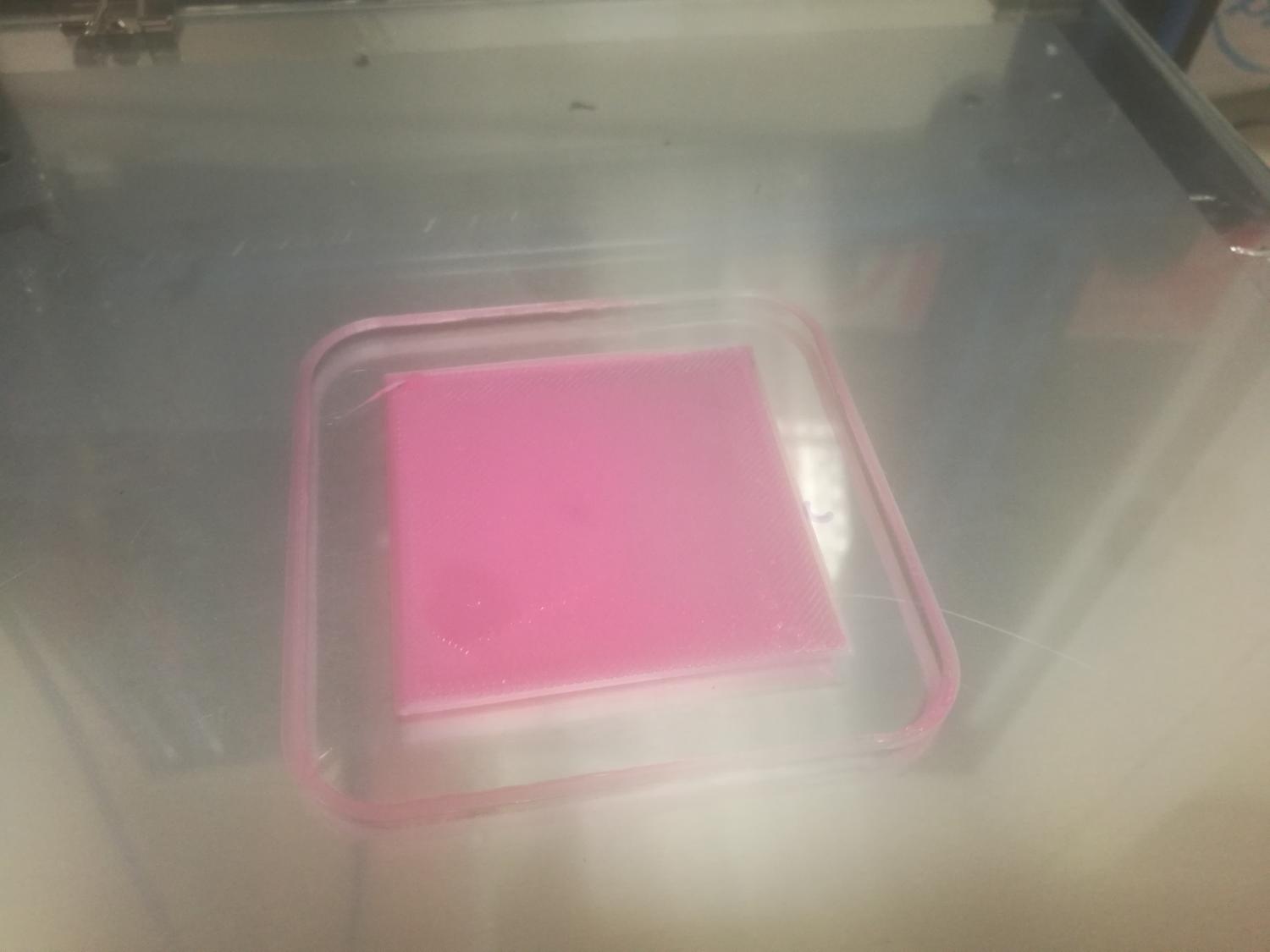
Ok, la benchy nell'angolo in basso a destra del piano viene bene. Non l'ho fatta finire, ho stampato solo 1mm per vedere la base. E' venuta accettabile, non peggio di come facevo in precedenza senza sensore (anzi, senza sensore probabilmente negli angoli non sarei riuscito a far attaccare niente). Ora resta il mio solito problema: il filamento viene estruso a grumi, ma solo nel primo layer. Non è un problema di step/mm, sono calibrati. Non è un problema di extrusion multiplier, l'ho calibrata prima, ora le pareti sono tutte 0.45 (3 misurazioni per ciascun lato del cubo, nozzle da 0.4, estrusion width 0.45 come default si Slic3r) quindi perfettamente calibrato. Cosa può essere? Una temperatura troppo alta può fare "grumi"? Forse sono troppo basso di temperatura ? Boh. La cosa è piuttosto fastidiosa, dato che i grumi fanno "spessore" e spesso quando il nozzle si sposta urta proprio contro uno dei grumi e considerata la meccanica traballante di questa stampante, non ci vuol niente che urtare contro un ammasso di grumi possa fare sfasare la stampa.
-
Aiuto .. non si attacca
iLMario ha risposto a ingfluchetti nella discussione La mia prima stampante 3D
Beato te, io sono a quasi 2 mesi ed ancora non l'ho capito. -
Ma tolto il pad isolante, non c'è altro modo per scaldare in maniera più uniforme il vetro ? Ma sopratutto, per ridurre il gap di temperatura tra quella misurata e quella reale, che è di 10 gradi al centro, ho notato proprio ora. Magari c'è una impostazione nel firmware per tarare la sonda.
-
Sto stampando amici, sto nuovamente stampando. Con il sensore, oltretutto. Adesso provo a stampare un pezzo di benchy (giusto per vedere i primi layer, quello con la scritta) decentrato dal piatto. In teoria, dovrebbe riuscire a stampare bene.
-
Il fatto è che lo z-offset si imposta in centesimi di millimetro, mentre Z lavora in decimi. Cambia qualcosa impostare z-offset a -2.60 o -2.65 ? La stampante dubito riesca ad arrivare, stabilmente, a -2.65. Che una stampante cinese riesca a posizionarsi a 0.05mm mi risulta difficile da credere...
-
Ah ecco perchè nessuno si lamenta del vetro 😄 😄 😄 😄 😄 😄
-
Fai riferimento al file con lo scudo? Comunque ora sono in stampa di un kit calibrazione, 1 ora e mezzo minimo a 200 gradi, vediamo se quando torno in ufficio il bltouch è ancora lì o si è sciolto. Se è ancora lì, spostandolo 2mm come hai fatto, sicuramente non avrà problemi
-
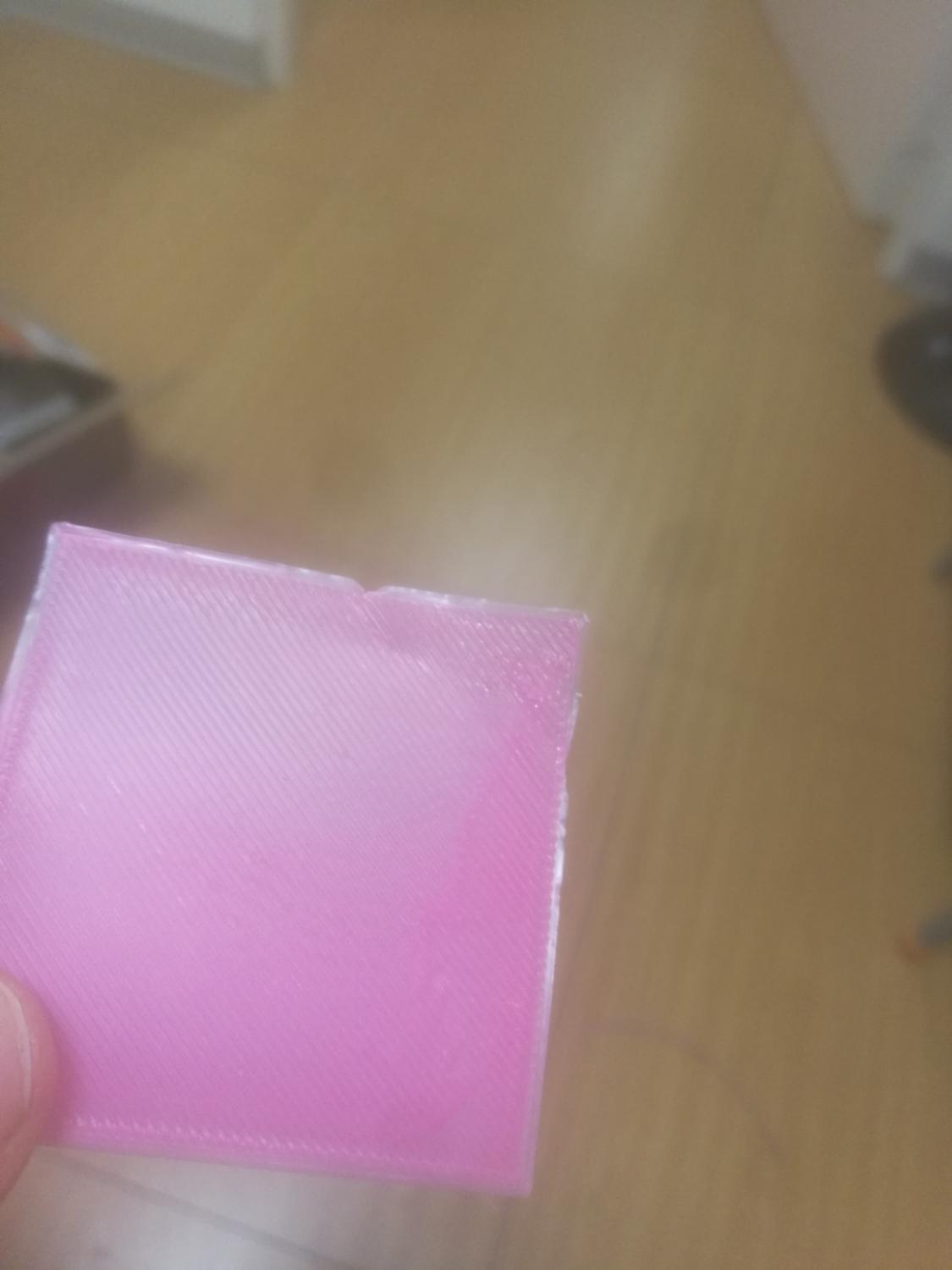
Come vi sembra? In alcuni punti sono troppo schiacciato, ho alzato lo zoffset di 0.05 adesso e vediamo che succede Mi interessa più che altro capire se quella schifezzuola è dovuta ad un errato offset o è il filo....
-
Credo sia l'unica per non perdere troppo in stabilità. L'importante è che hotend e bltouch siano centrati tra loro.
-
@Tomto stando al disegno con le quote, qualcosa non torna. I 6mm sono complessivi, da aggiungere a tutto il blocco, cioè dall'interno del carrello all'interno del pezzo che hai modificato te. Stando al tuo disegno, solo il tuo pezzo è diventato di 6mm. Guarda il mio. La paratia per ora togliamola, è più resistente la plastica del bltouch che il PLA, quella paratia li si squaglia immediatamente obbligandomi a stampare in ABS (ben oltre le mie capacità). Se sono 120° sul bltouch, figuriamoci quanti ne abbiamo sulla paratia, che è 1mm circa più vicino al nozzle
-
misura chiave nozzle (dimensione esagonale)
iLMario ha risposto a gianographics nella discussione Hardware e componenti
8? 6? i miei richiedono una chiave da 7..... Quindi siamo già a 3 misure diverse. Pensavo fossero standard. -
Se la temperatura oscilla di un grado, va bene. Anche 2-3 vanno bene, tant'è che nel Marlin il thermal runaway mi pare sia settato a 5° di differenza in 20 secondi o cose simili. Non è un problema di PID ma di isolamento termico. Il PID indica quanta "corrente" dare alla resistenza per raggiungere una determinata temperatura, ma la resistenza funziona comunque in on/off, quindi quando 'stacca' la temperatura cala per poi aumentare quando riattacca. Se oscilla, il problema è l'isolamento termico e lo risolvi con il cotone (sconsiglio, si appiccica tutto ed ogni volta che devi pulire il nozzle va buttato via) o il calzino in silicone (mai provato, ogni volta che lo ordino lo ordino sbagliato, è il quarto reso che faccio) Non credo proprio che queste resistenze funzionino semplicemente riducendo la corrente, del tipo: piena potenza per raggiungere la temperatura poi riduco man mano quel tanto che basta per mantenerla, o stanno accese o stanno spente. Un po come l'aria condizionata delle vecchie macchine senza il climatizzatore. O sta accesa o sta spenta.
-
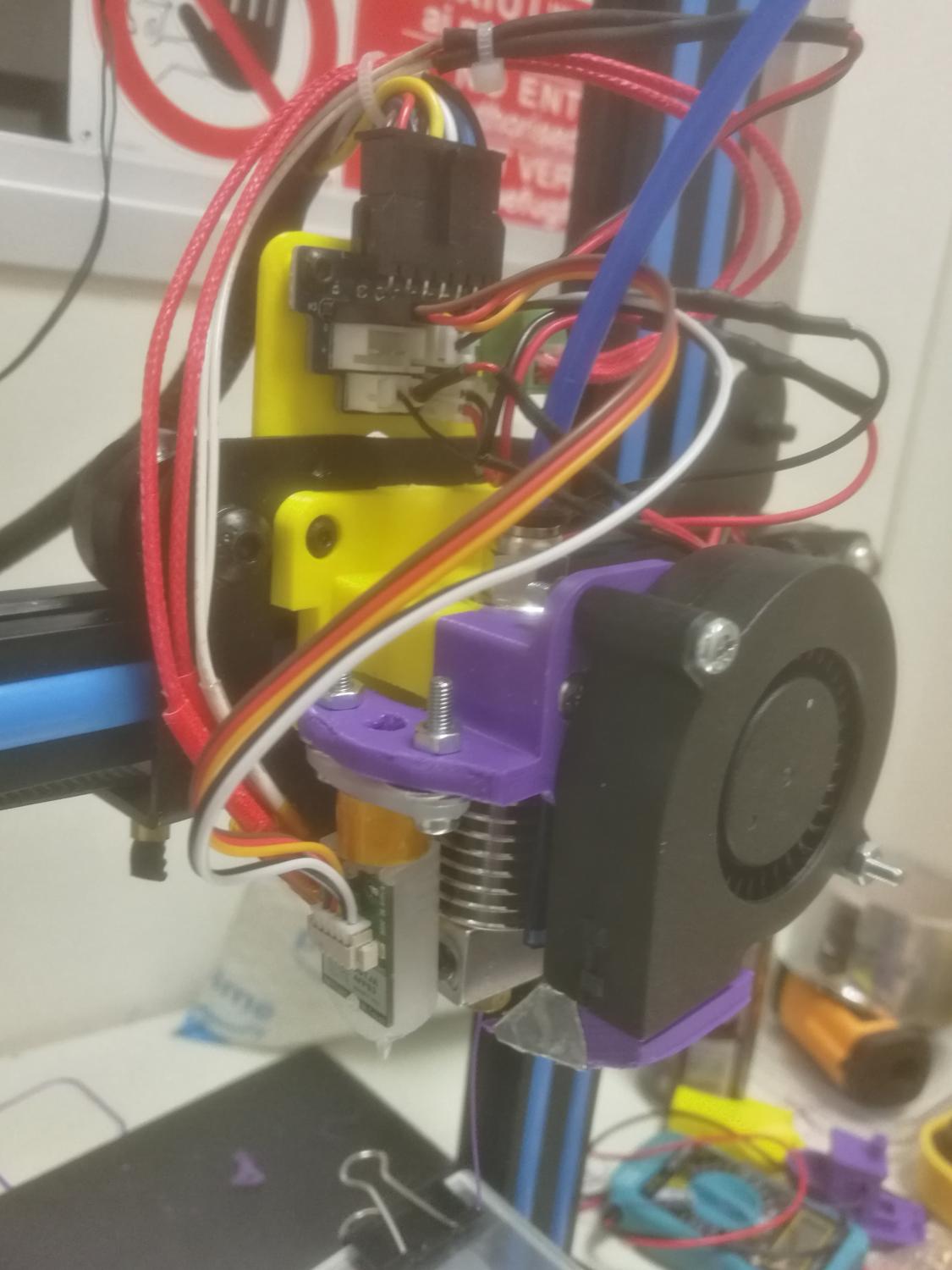
Foto caricate. Si, X va allontanato, ho misurato con un pirometro e sono 120° quando il nozzle è a 200, questo non va affatto bene 😄 Credo che bastino 2mm, te che dici ? Per quanto riguarda Z, io sono costretto a mettere 2 rondelle, altrimenti il sensore non fa in tempo a scattare che il nozzle ha già toccato il piano, per questo dico che 1mm possa essere sufficiente. Y aggiungi 5mm, anzi, meglio 6. tanto devo comunque ristampare tutto.
-
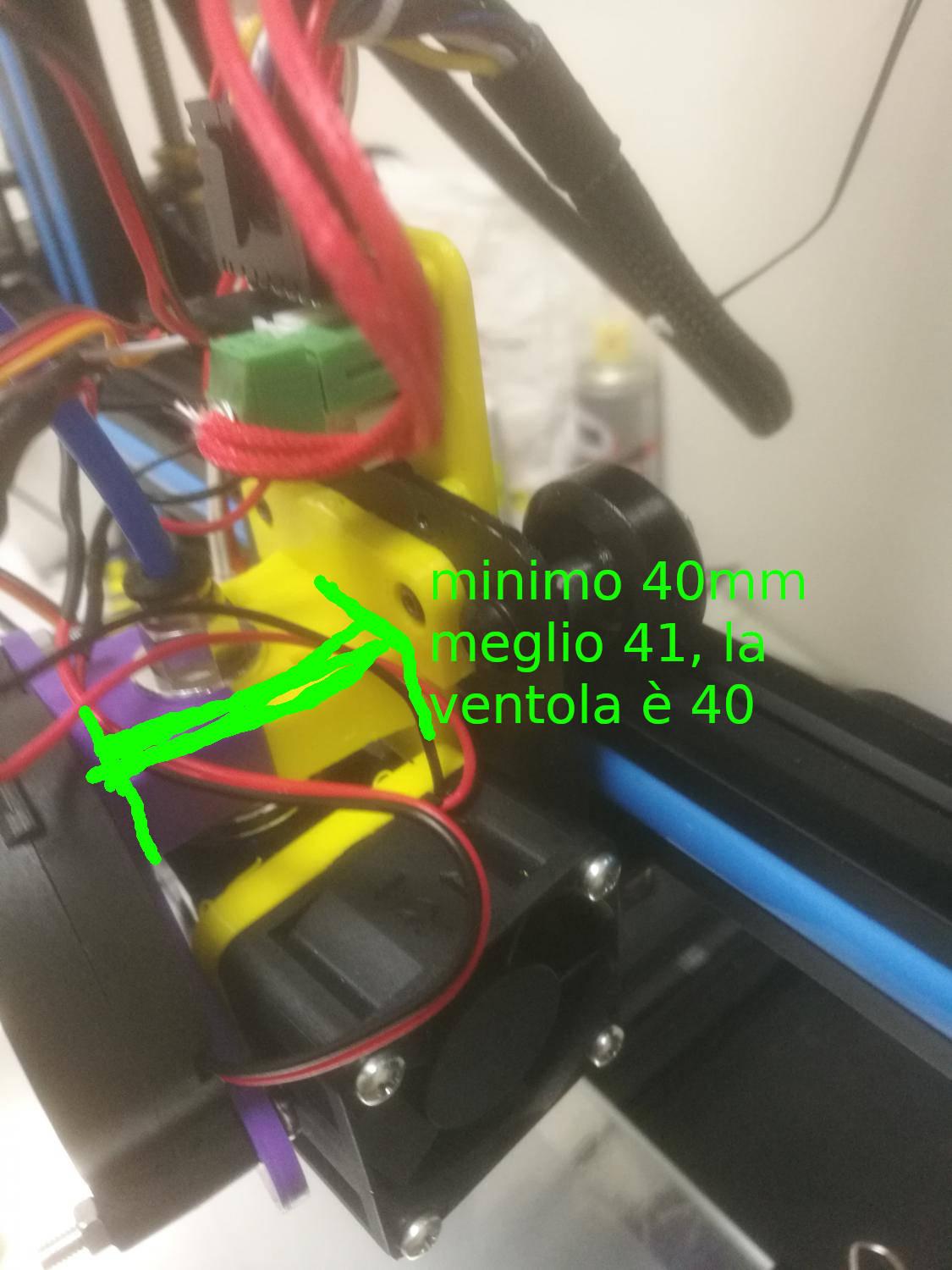
@Tomto Ecco le foto del pezzo montato. È quasi perfetto. Per sicurezza metterei il bltouch un paio di millimetri più lontano dal nozzle, no so se il calore possa dargli fastidio. Oppure monto il 3dtouch, faccio preheat ABS a 240° e vediamo se si scioglie 🙂 a destra invece vedi il problema che ti accennavo, la ventola ci sta per un pelo. La ventola è larga 40, il buco lasciato dal fanduct invece 35-36. Sarebbe da rendere tutto più profondo fino a 40-41 in modo da fare stare tutto più agevolmente per il bltouch, se vogliamo fare i pignoli, bisognerebbe scendere in Z di 1mm. Il foro centrale che hai lasciato non serve, i cavi non ci passano, si potrebbe fare più largo o togliere del tutto mi parlavi di una parete di schermatura, forse mettendola non serve allontanare il sensore dal nozzle. resta il fatto che già così come è ora è più che utilizzabile e quindi grazie 100000
-
Io ho un pad isolante fysetc sotto il bed. in teoria (ma ho capito che con la stampa 3d la teoria è ben lontana dalla pratica) il calore dovrebbe andare solo verso l'alto, sotto è ostacolato quindi non si disperde.
-
Bisogna sentire con @FoNzY😄 oppure siccome costa talmente tanto, chi la compra se ne sta zitto-zitto perchè non vuol fare la figura di uno che ha comprato una cinesata pagandola 1500 euro 😄 (scherzo ovviamente) Tornando seri, il vetro di una Zortax, che presumo sia di tutt'altro livello rispetto alle nostre stampanti, come mai non si deforma ? Cosa ha di migliore tale stampante per ovviare a questi comuni problemi ?
-
Gira troppo velocemente ? Non è che hai gli step/mm troppo alti e quindi lui fa molti più giri di quanto dovrebbe ?
-
secondo me è perchè usano materiali di pessima qualità o lavorazioni economiche e quindi il vetro nasce con degli avvallamenti.
-
io con il clone capricorn non ho notato grossi miglioramenti rispetto al tubo dell'acqua presente con la stampante.
-
quale usi ?
-
Ok, ho preso il vetro. 4mm, un po grossino, ma mi piace, sicuramente non si imbarca. Il problema è che essendo 4mm, impiega mooooooooooolto più tempo a scaldarsi ed il sensore di temperatura è sotto il vetro. C'è qualche sistema (oltre isolare il bed, cosa che ho già fatto, senza grossi risultati) per migliorare la precisione del sensore di temperatura e per far si che il vetro raggiunga realmente i 60° impostati ? con quello originale geeetech, i 60° si raggiungevano solo al centro, agli angoli ero tranquillamente 20 gradi in meno
-
Scusa il ritardo. Confermo che c'è una gola con PTFE, che io non uso. Sono in all-metal dal primo giorno in cui l'ho montato. ZERO problemi, è probabilmente l'unica cosa che funziona della mia stampante.
-
non è solo quello il problema. Io ho sia il piatto incollato che quello removibile, entrambi geeetech. Sono entrambi storti. Poi ho preso un piatto dal vetraio, che è piattissimo
.jpeg.0f749dae4a106cc9f49825aec2b7004c.jpeg)