iLMario
-
Numero contenuti
3.929 -
Iscritto
-
Ultima visita
-
Giorni Vinti
91
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di iLMario
-
ender 3 e bltouch (help autolevelling)
iLMario ha risposto a Oldfox74 nella discussione Software di slicing, firmware e GCode
Quello anche a me. Lui arriva sempre correttamente allo zoffset impostato (considerando la precisione dei motori e del sensore) Il problema è quando parte la stampa, ovvero quando inizia a correggere, che da i numeri -
foto, video........... sono curioso
-
il mio primo disegno sarà comunque l'upgrade al doppio asse Z, non sembra difficile da implementare, basta cambiare il supporto attuale con le ruote, stampandone uno di pari misura ma con il più il distanziatore per la barra Z e relativa chiocciola Seguito dal case per la scheda madre con lo spazio per il RaspberryPi
-
stampare... disegnare.... con quale stampante e quale cad ? Ho seri problemi con entrambi 😄 😄 😄 😄 😄 😄
-
1, al UBL (che internamente include tutte le altre, ma in modo trasparente) Sono io che ho riflashato più volte per cambiare modalità, ma puoi averne solo 1 attiva in un determinato momento
-
eh no, voglio imparare io a modificare. Appena mi metto in pari con la stampante, poi passo al livello due. Adesso l'incazzatura per non riuscire è stampare è talmente alta che se mi metto anche a modellare, le incazzature diventano due e spacco tutto. Quei 2-3 pezzi fondamentali meglio farseli fare da chi sa modellare, poi mi ci metto giù io. (ma freecad proprio non lo sopporto)
-
ender 3 e bltouch (help autolevelling)
iLMario ha risposto a Oldfox74 nella discussione Software di slicing, firmware e GCode
Ti conviene farla andare sempre... E' con la mesh che non sono 2 minuti ma 1 ora di calibrazione e quindi tenerla in memoria è un obbligo Ma riesce a livellarti il piano ? Se ad esempio parti con il piano inclinato, riesci a stampare ugualmente ? -
no no aspetta. magari va già bene così.
-
Vale anche per me, mi associo. Stai fornendo un aiuto inestimabile
-
Perfetto. Forse c'è da smussare un pezzettino, una frazione di millimetro, perchè il supporto che hai aggiunto te tocca contro una lamella del dissipatore. Io per montarlo oggi gli ho dato una smussata con il taglierino, avrò tolto un 0.1/0.2 di materiale Ma non sono sicuro sia un problema del disegno, è stato stampato da un mio collega con stampante scalibrata, può essere che il problema sia la stampante. Per caso l'hai ridimensionato o è identico all'originale ? Perchè non mi ritrovo più il condotto d'areazione che si attacca alla ventola, ma a vedere il tutto montato, mi sembra stia molto in alto. Domani il collega mi dovrebbe portare il condotto stampato e ti dico.
-
Non credo sia la molla il problema, quella si va dal ferramenta e con l'astronomica cifra di 40 centesimi si cambia, io ho cambiato le 4 del bed Il problema è come viene usata la molla, mi sembra impossibile non ci sia un sistema migliore che una molla che spinge una rotella
-
Sì, y e z. Il motore si muove, il filo esce, da schifo ma esce. Domani però verifico meglio non vorrei aver di nuovo un problema con la molla troppo serrata o troppo lenta. Odio questi estrusori dove non si vede niente dentro
-
@Tomto X e Y non sono per te, sono gli offset da impostare nel firmware per chi vuole uscire il sensore. X lascialo stare, meglio non andare troppo vicini al nozzle. Y si, puoi indietreggiare di 15mm ed in teoria finiamo proprio al centro del nozzle. Z meno 2mm corretto. Comunque sono tornato al problema iniziale: non riesco a stampare. Anche staccando il livellamento automatico e regolando lo zoffset, non c'è modo di fare attaccare la stampa. Estrude tutto a pallini piccoli piccoli. Domani provo a togliere del tutto il sensore e rimettere il fine corsa meccanico. Se non stampo nemmeno così, o si è spaccato l'estrusore o il filo è diventato improvvisamente inutilizzabile. L'hotend è pulito, l'ho pulito prima ed ho persino cambiato nozzle quindi non è li il problema
-
Le quote indicate qui sopra sono sbagliate, vanno in millimetri non centimetri. Le giuste sono: X = -25 Y = -15
-
ender 3 e bltouch (help autolevelling)
iLMario ha risposto a Oldfox74 nella discussione Software di slicing, firmware e GCode
Ogni volta che fai G29 lui invalida la matrice e la ricrea. Non so se con il bilinear lui lo salva in memoria, nel marlin 2 posso ad esempio non mettere il G29 e lui comunque utilizza la matrice elaborata in precedenza -
Allora avevo ragione! EVVIVA!!
-
No, bisogna abbassare il sensore di circa 2mm. Io ho messo 2 rondelle temporanee.
-
@Tomto Allora, calza perfettamente, nessun problema con il fine corsa, nessun problema con la ventola radiale per le parti, nessun problema con la ventola per l'hotend (che dovrà essere posizionata a destra e non a sinistra). Gli offset, per il momento sono: Y -2, X -2 Ad essere precisi Y è -1.5, ma non si possono inserire virgole, quindi metto -2. Come scritto sopra, bisognerà posizionare il sensore più indietro, in modo da avere un offset Y prossimo allo 0 dato che è possibile con questo fanduct X -2 va bene, eviterei di avvicinare ulteriormente il sensore al nozzle. Faccio un ragionamento a voce alta: forse conviene mettere il supporto per il bltouch nel pezzo attaccato al carrello anzichè nel pezzo attuale ? Potrebbe avere più senso? Il "vantaggio", sempre che possa essere considerato un vantaggio, di averlo nel pezzo attuale che sostiene la ventola è la possibilità, in caso di necessità, di cambiare il pezzo senza dover smontare il carrello. Ma forse è una eventualità del tutto inutile, se uno dovesse togliere il sensore, può benissimo smontare solo il sensore. Le quote in Z sono corrette. Adesso le misuro
-
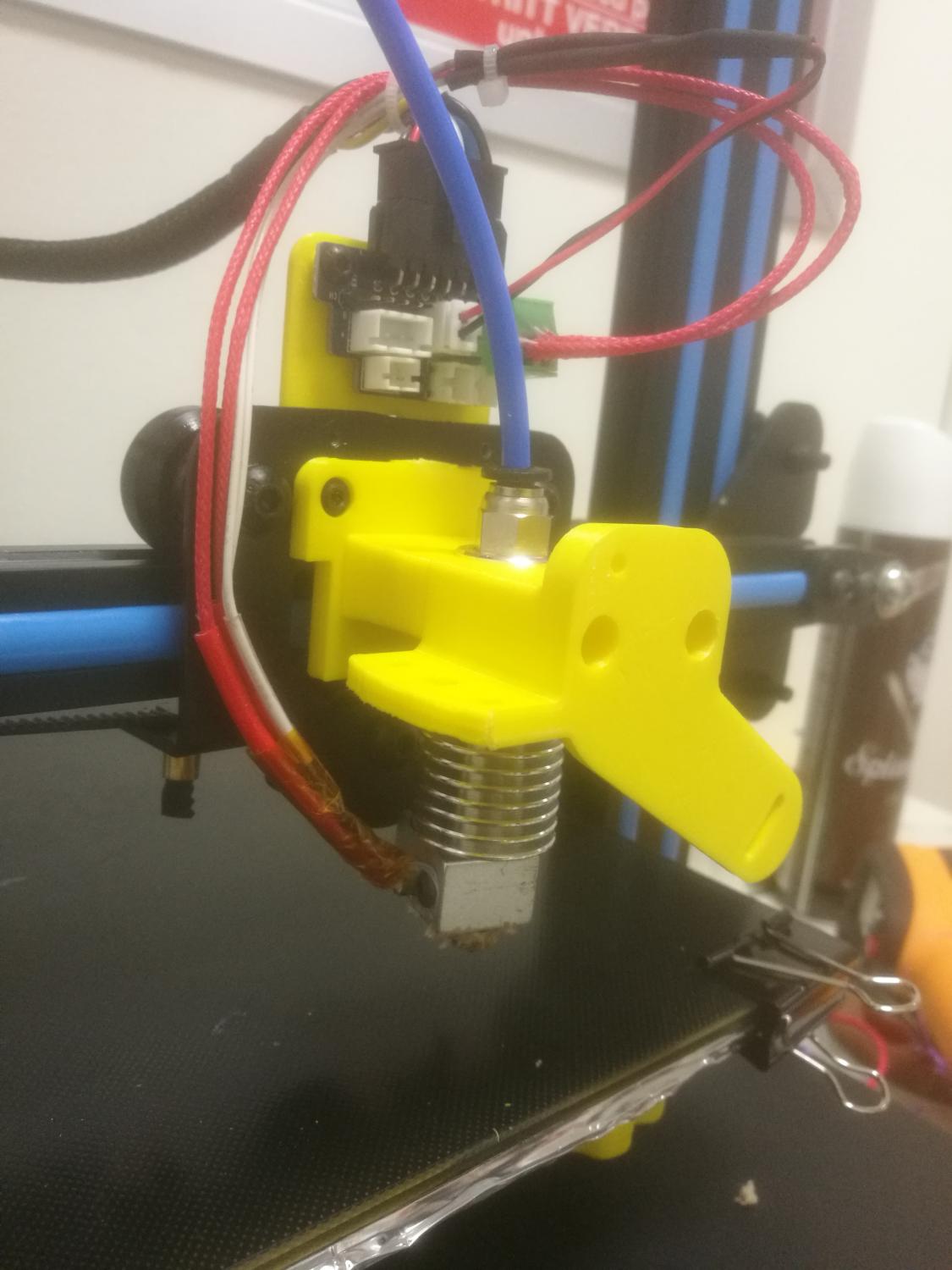
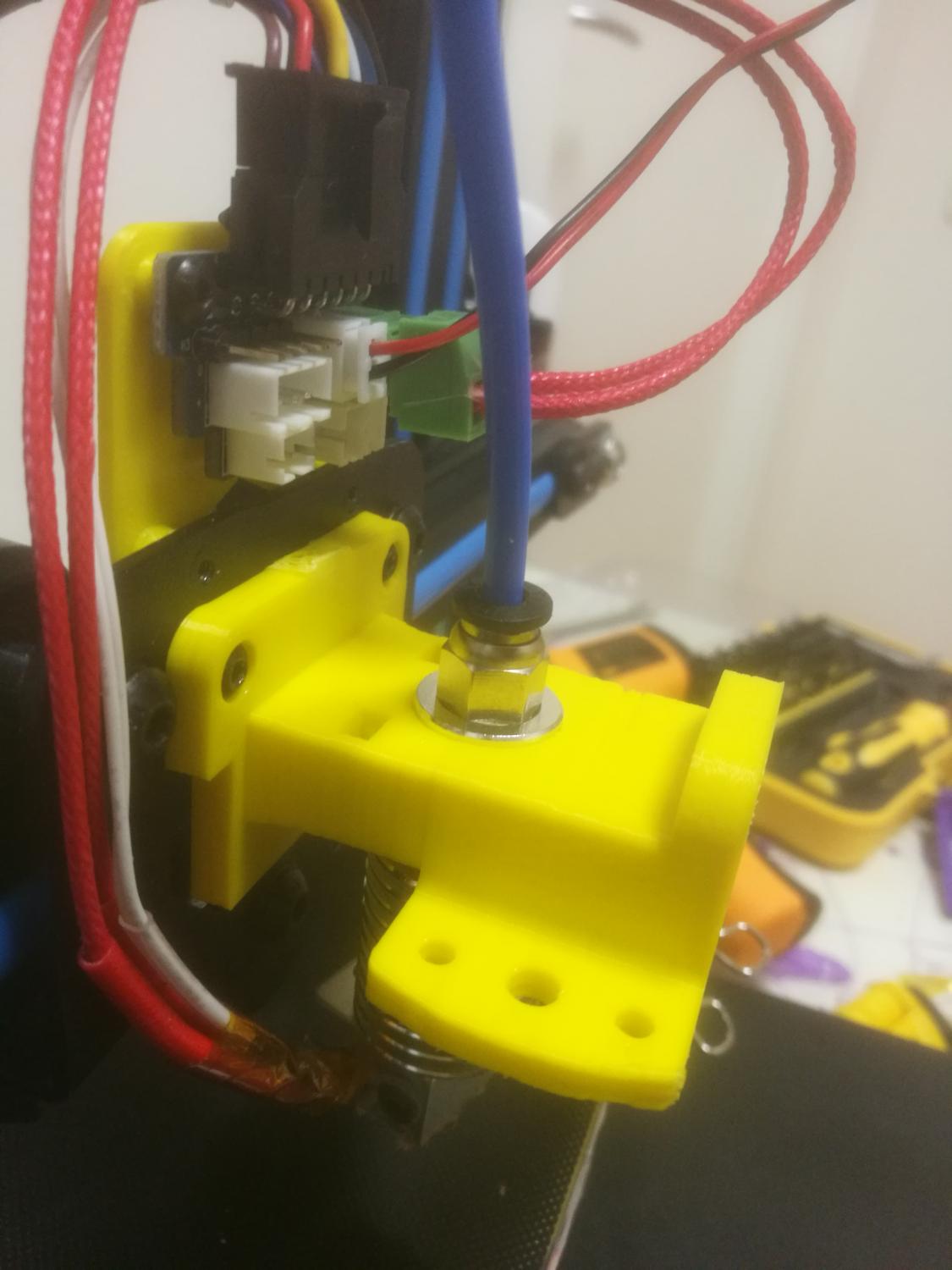
Dimenticavo la foto... Da qui si vede bene, andrebbe centrato. La quota per la centratura la hai già, è il centro dei due pezzi uniti, la mia stampante così come quella del collega, non è calibrata, se prendo le misure dalla stampa rischio di dartele errate. A breve ti do l'altezza rispetto al nozzle, sempre se va cambiata, non ho verificato ma volendo anche quella si può prendere dal sito e3d e bltouch, dato che il supporto fissa l'hotend a filo del suo dissipatore No. Attribuirmi il lavoro di altri proprio no

-
@Tomto l'ho fatto stampare da un mio collega, io non riesco ho la stampante fuori uso. Comunque, direi che ci siamo quasi. A fare bene andrebbe centrato in Y rispetto al nozzle, quindi il supporto che hai messo te andrebbe reso più largo in modo che vada a "chiudere" l'altro pezzo, quello che sta attaccato al carrello. Fare il supporto diviso nei due pezzi non mi sembra una grande idea, obbliga tutti a dover stampare il supporto al sensore, mentre invece così come ora basta scegliere se supporto ventola o ventola+sensore ma soprattutto si è soggetti alla precisione di stampa, se i due pezzi non dovessero combaciare, non si riuscirebbe a montare il sensore Per le quote dal piano, forse bisogna scendere un pochino, ti posso dare conferma solo dopo. In caso, metto dei dadi come spessore e poi misuro. Sicuramente va centrato, come scritto sopra, visto che c'è spazio per farlo. Minore è l'offset, meglio è. Comunque sia, ottimo lavoro, grazie 100000! Mettilo su thingiverse come remix no?
-
No, in questo caso. #define RESTORE_LEVELING_AFTER_G28 //restores mesh after home Perchè la mesh è attiva di default. Lui corregge in automatico, a meno che non venga disattivata tramite M420 Il G29 è utile per correggere il tilt del bed. Mi spiego: la figata della mesh è che lui scansiona tutto il bed, in 49 punti (ci mette una vita, circa 1 ora), crea una mesh, appunto, con tutti i valori di Z che ha letto nei vari punti. In questo modo quando il nozzle si sposta sul piano, lui sa come correggere per mantenere costante Z. Questo lo fa sempre, la mesh è attiva di default (lo si nota collegando la stampante a octoprint o facendo fare il dump della configurazione con il comando M-qualcosa) In aggiunta a questo, il G29 consente di risolvere anche eventuali problemi di tilt, ad esempio le molle che hanno ceduto, le ruote lente etc etc. Lui parte dalla mesh pre-elaborata, scansiona il piano in 3 punti (o 4, o quanti ve ne pare), legge l'altezza e riadatta tutta la mesh per compensare. Se ad esempio il punto X10,Y10 (esempio stupido) durante la mesh era a Z-0.10, poi una molla cede ed il piano si abbassa, il G29 si accorge che quella parte di piano è scesa e quindi Z del punto 10,10 diventa non più -0.10 ma -0.15 e così per tutto il resto del piano. In questo modo si ha il meglio dei due mondi: una mesh completa che corregge gli avvallamenti del bed e che per essere fatta richiede 1 ora, ed una scansione a 3 punti o in stile LINEAR (ci sono varie modalità di auto livellamento) che corregge il tilt del bed. Io ho problemi con tutte le modalità: ho provato la sia la 3POINT che la LINEAR (non fanno alcuna mesh, leggono i 3 o 4 punti del piano e si adattano), sia la BILINEAR (che crea una mesh) sia la UBL (che crea una mesh con tutte le funzionalità degli altri sistemi incorporati), sia la UBL + G29 come start-gcode. In tutti i casi, il mio nozzle è sfasato. Concettualmente è molto semplice: se io parto da un vetro perfettamente piano, di leggere tutti i punti non me ne frega nulla. Devo solo correggere il tilt. In pratica devo fare, in automatico, quello che si fa con i rotelloni ed il livellamento a 4 angoli. Non c'è nulla di complicato in tutto ciò, partendo dal presupposto che il piano sia in bolla. Se a sinistra hai -10 (esempio stupido per fare i calcoli semplici) ed a destra hai +10, quando il nozzle si trova a metà strada, Z deve essere 0, perchè lui fa una linea retta che parte da -10 ed arriva a +10. In mezzo sei esattamente a 0. Beh, non funziona, nemmeno staccando la mesh che è molto più complicata.
-
Io sapevo che una scheda alimentata a 24V non necessita, ad esempio, di mosfet esterni perchè transita la metà della corrente, per questo quando chiesi in giro, nessuno aveva mai montato mosfet esterni, che solitamente si montano in schede a 12V A parte questo, il Wiki di fysetc dice: Come faccio a calcolare la vref se per calcolarla mi serve Irms e per calcolare Irms a sua volta mi serve la vref
-
M73 P0 R95 M201 X1500 Y1500 Z100 E1500 ; sets maximum accelerations, mm/sec^2 M203 X300 Y300 Z5 E25 ; sets maximum feedrates, mm/sec M204 P800 R800 T800 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2 M205 X10.00 Y10.00 Z0.20 E2.50 ; sets the jerk limits, mm/sec M205 S0 T0 ; sets the minimum extruding and travel feed rate, mm/sec M107 M190 S65 ; set bed temperature and wait for it to be reached M104 S200 ; set temperature M117 Homing G28 ; Home extruder M117 Printing... ; Filament gcode M109 S200 ; set temperature and wait for it to be reached G21 ; set units to millimeters G90 ; use absolute coordinates M82 ; use absolute distances for extrusion G92 E0 M117 Printing layer 0 ;LAYER:0 G1 Z0.300 F7800.000 G1 E-2.50000 F2400.00000 M73 P0 R95 G92 E0
-
UBL Marlin 1.1.9 (unified bed leveling)
iLMario ha risposto a BI3D nella discussione Problemi generici o di qualità di stampa
Dovrebbe compensare il livellamento fino all'altezza indicata. Prova a settarlo a 0, così ti lavora solo sul primo layer -
Il mio ha infatti 5 micron di precisione, ben oltre quanto servirebbe a noi, dato che, nella migliore delle impotesi con la miglior stampante al mondo di questa fascia di prezzo, si arriva a 0.08 (più probabile 0.10). Quindi al massimo mi può sbagliare si e no di mezzo layer. Eppure io lo vedo posizionato anzichè a 0.3 del primo layer, a qualcosa tipo 0.5/0.6