iLMario
-
Numero contenuti
3.929 -
Iscritto
-
Ultima visita
-
Giorni Vinti
91
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di iLMario
-
Non è il mio caso, sto continuando a bestemmiare. Comunque con Cura stampa persino peggio, a prima vista...
-
Ah niente, sto facendo una prova con Cura....... odio questo programma. Vediamo se le righe che vedo sono create dallo slicer o da altro.
-
Mi arrendo, passo a Creality Ender 3 o CR10
iLMario ha risposto a Fabio_Dino nella discussione La mia prima stampante 3D
Sono arrivato prima io, mettiti in coda. Posso mandare un corriere oggi stesso. -
No, sempre uguale. 225 o 185 non cambia nulla.
-
Pegasus
iLMario ha risposto a iLMario nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Dubito. Le righe sono sempre nella stessa posizione in tutte le stampe. Ho stampato 3 benchy diverse, il layer "visibile" è sempre lo stesso. -
Mi arrendo, passo a Creality Ender 3 o CR10
iLMario ha risposto a Fabio_Dino nella discussione La mia prima stampante 3D
Regalala a me! La butto via io. -
Pegasus
iLMario ha risposto a iLMario nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Questo qui si stampa senza supporti. Ventola sempre accesa in tutte le mie stampe, al 100%, dal secondo layer in su -
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
No, non ho risolto completamente il problema. L'estrusione ora mi sembra più "stabile", ma ho notato, stampando la benchy, che ho la stessa riga fuori posto nello stesso identico punto in cui la avevo con le due stampe precedenti (altro filo, altri settaggi) Provo a ristampare cambiando infill, passando da gyroid a rectilinear, unica cosa che hanno in comune le 3 stampe. -
Pegasus
iLMario ha risposto a iLMario nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D

-
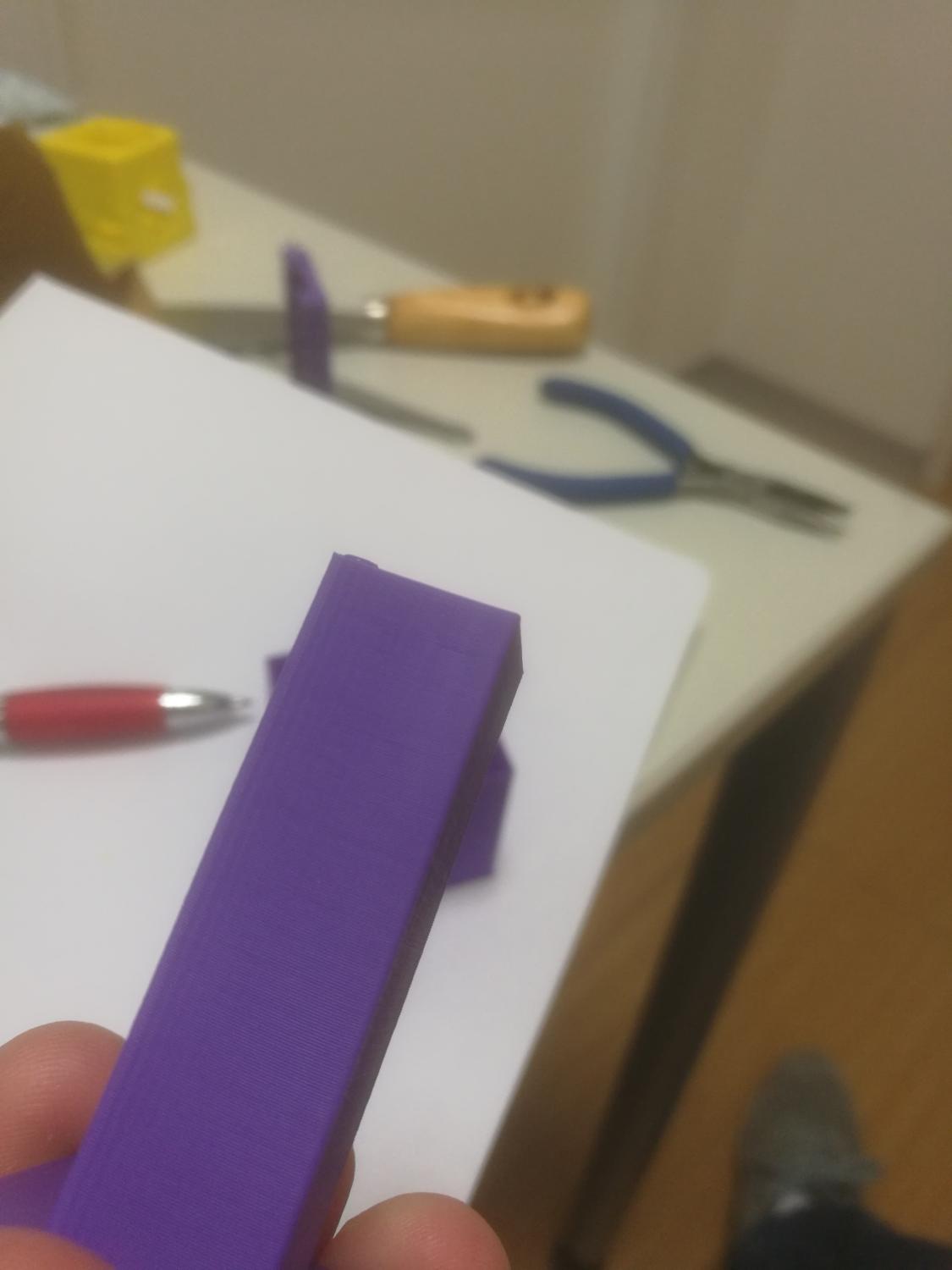
Sto stampando la torre senza ritrazioni. E' inguardabile, ma sono ancora a 215°
-
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
@Blacksoldier10 Il cubo si. E' perfetto. La torre ha una piccola imperfezione ed è molto più "ruvida" al tatto. C'è da dire che ho stampato a 205°, quindi magari la temperatura non era quella giusta. Ora sto facendo una temp-tower senza ritrazioni e con il flusso corretto, vediamo se si notano differenze tra le varie temperatura. Prova anche te a regolare di nuovo il flusso, io dovrei aver risolto. (togli i decimali dagli step/mm, arrotonda matematicamente al primo intero) -
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
C'è un piccolissimo layer fuori posto. Credo sia normale con filamenti da 20 euro che non hanno diametro costante, giusto ?
-
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
credo di aver risolto, ma diciamo piano-piano sono a metà test wobble e non vedo più layer fuori posto o troppo ciccioni. ora ci sono solo i layer delle stampe FDM da 0.2 (dati anche dal filamento non ottimo etc etc etc) Faccio andare un altro po la stampa poi vado di temp-tower senza ritrazione no, tutt'altro. nel mio caso, se il test wobble continua come sta facendo ora (ho paura ad andare a vedere) era effettivamente il flusso. Slic3r setta di default una extrusion width a 0.45 con nozzle da 0.4, forse abbinato ad un filamento non di alta qualità, quel 0.45 fa sparar fuori un getto eccessivo di plastica quando il filamento è 1.75 o superiore o troppo poco quando il filamento è 1.74. Credo. Ho forzato a 0.40 come su cura (tutto: primo layer, pareti, etc etc), ho tolto i decimali dagli step/mm e la situazione è cambiata nettamente. Adesso posto qualche foto del flow-test e dopo qualche foto della wobble-test quando lo fermo -
Una stampante da mediamente 1500-2000 euro, comprata nuova a 950 euro ? Mah.
-
Potrebbe avere senso, in questo modo si vedrebbe qual'è la temperatura migliore per quel filamento, ovvero dove "sporca e cola" di meno.
-
Cura: extrusion width
iLMario ha risposto a iLMario nella discussione Software di slicing, firmware e GCode
Ho visto infatti, ma avendo Cura 10000 opzioni, non ero sicuro di quale fosse la extrusion width. -
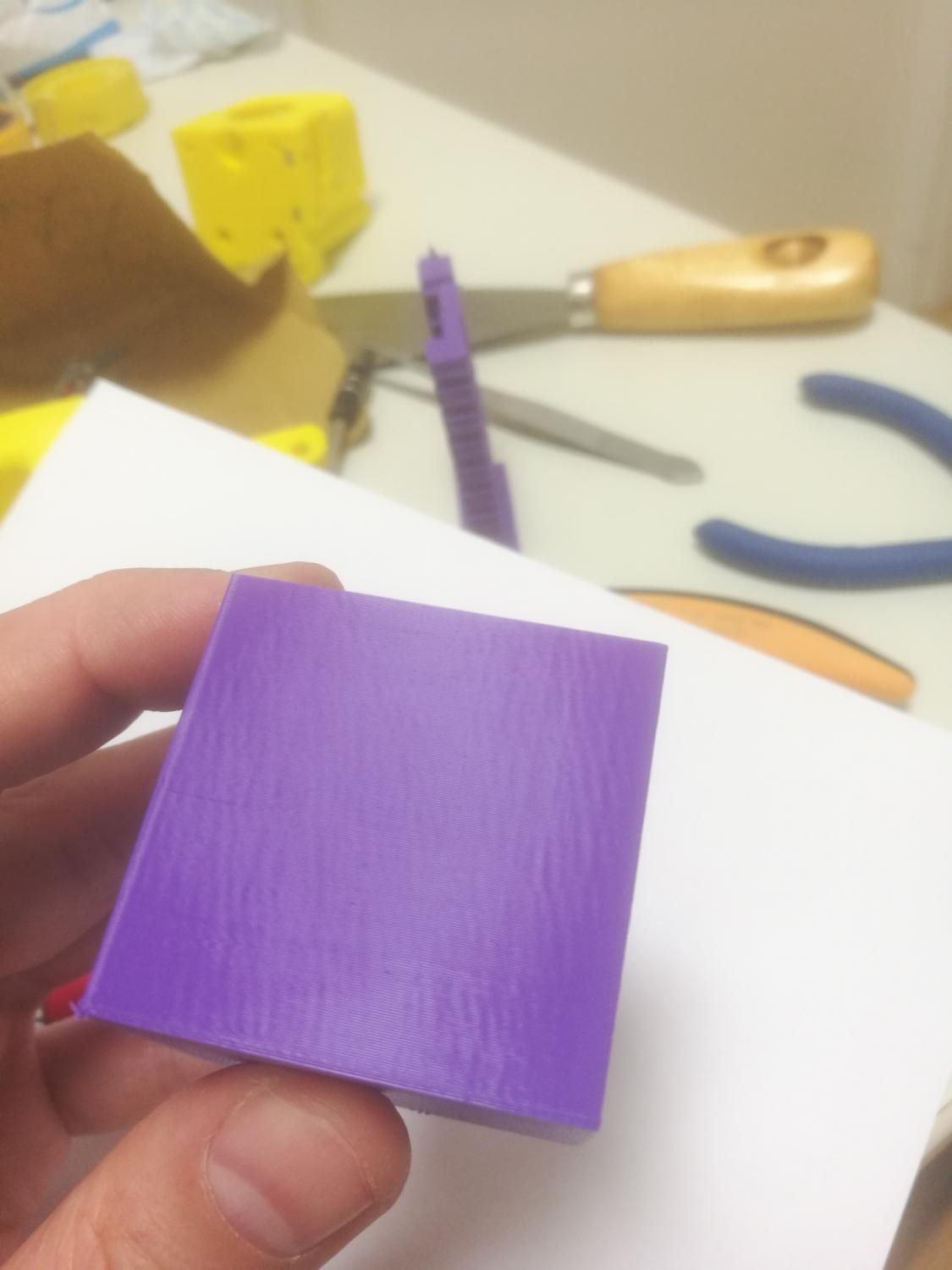
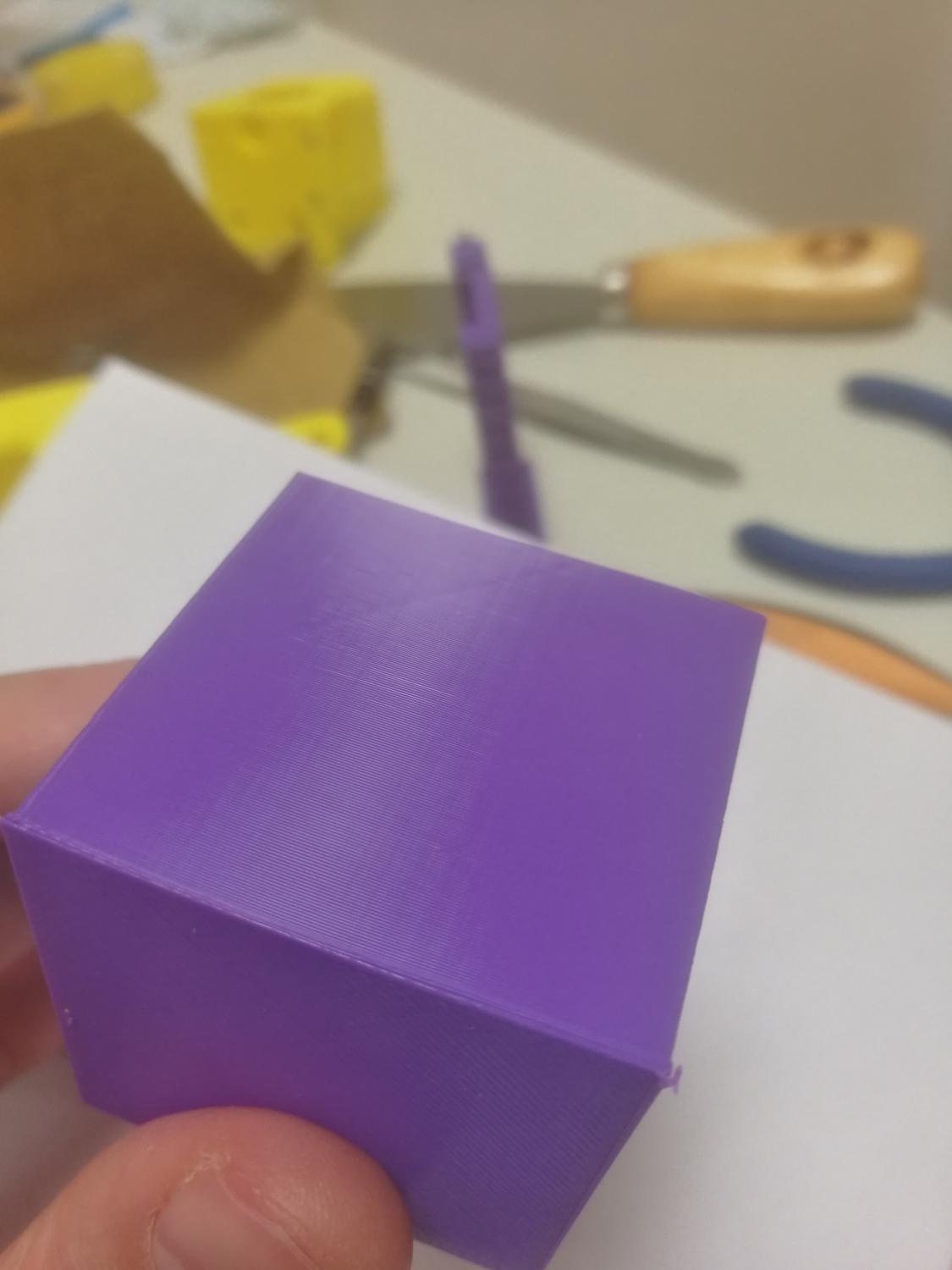
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Ho cambiato gli step/mm togliendo i decimali. Ho impostato 0.40 come extrusion width (e non più 0.45 che è il default di Slic3r) Ho stampato un cubo di calibrazione flusso, è uscito PERFETTO. nessun layer fuori posto, media delle 12 misurazioni (3 per lato): 0.3992 direi che posso tranquillamente tralasciare il cambio di moltiplicatore estrusione anche perchè sarebbe 1.002, non credo abbia alcun senso andarlo ad imputare. Nel cubo si vedono solo le righe classiche delle stampe FDM, presumo siano impossibili da rimuovere con layer height 0.2, l'imporatante è che non ci sia nessun layer più spesso. Adesso stampo il wobble test, che è molto più alto e vediamo cosa succede. -
Cura: extrusion width
iLMario ha pubblicato una discussione in Software di slicing, firmware e GCode
Non sono pratico di Cura, potete confermarmi che impostando un nozzle a 0.4, Cura di default mette tutte le extrusion width (perimetri, first layer, walls etc etc) alla stessa dimensione del nozzle, ovvero 0.4, senza aumentarla ? -
Il che spiegherebbe moltissime cose anche nelle mie stampe...
-
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Si aggira attorno ai 1.75-1.76.1.77-1.74 comunque sempre dentro la tolleranza indicata (0.03). Misurato a distanza di circa 15-20cm per 2 metri. E' quasi sempre 1.75 -
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Vado a vedere, dammi un attimo, sono appena arrivo in ufficio, mi tocca far finta di lavorare 😄 -
E li perde in maniera ciclica così ? Mah. La perdita passi non dovrebbe essere un po più casuale ?
-
Pegasus
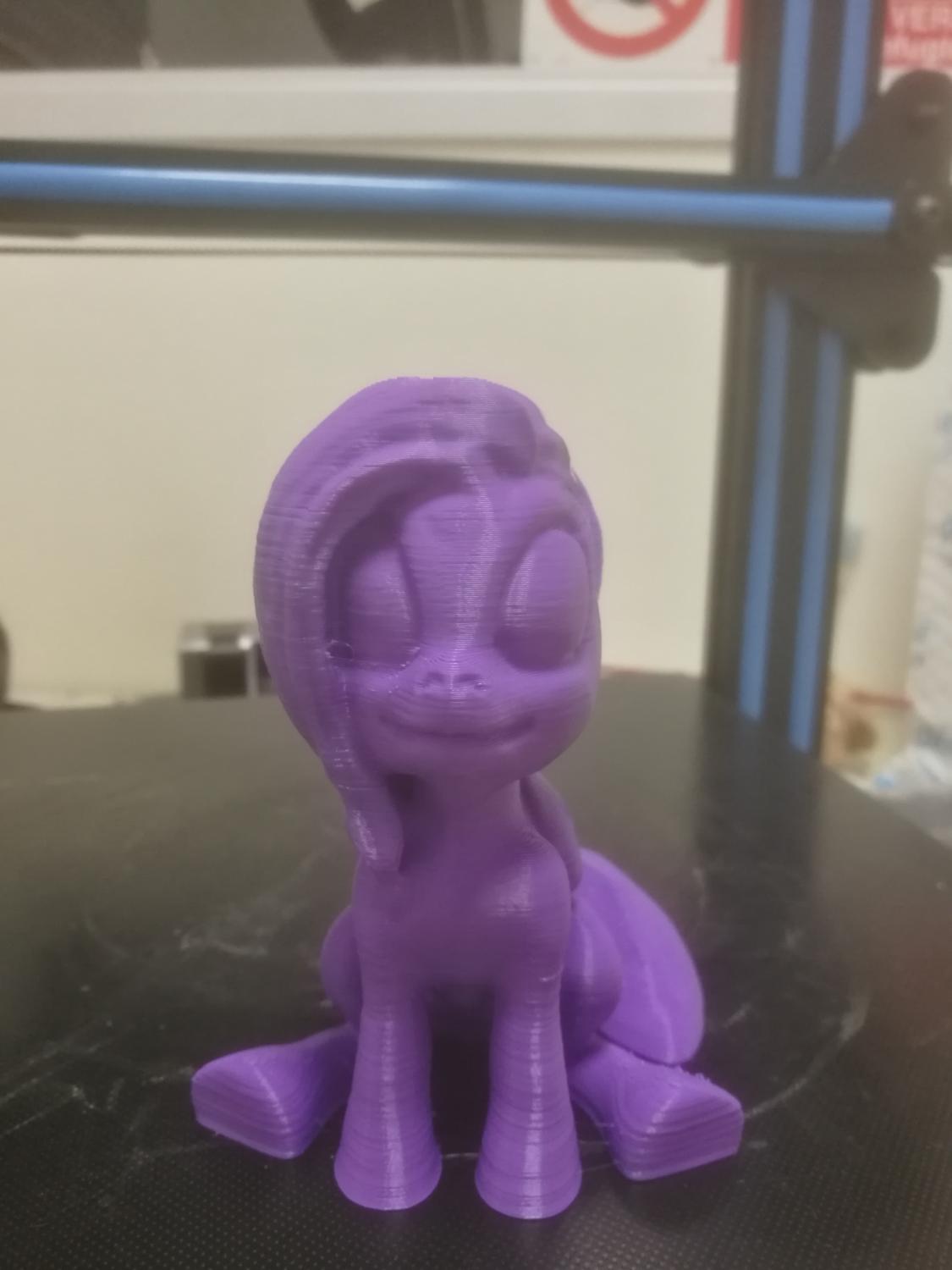
iLMario ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Poteva venire meglio, come ogni cosa, ma tutto sommato non è malvagio, nonostante i problemi alla stampante di probabile sovraestrusione. Filamento AmazonBasics PLA Viola, layer 0.2 Domani faccio altre foto, questa è una preview a distanza 😄
-
jebediah kerbal
iLMario ha risposto a FoNzY nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Stupenda. Sarebbe interessante avere un confronto con lo stesso modello in FDM -
cos'è questa roba ciclica che c'è anche da me ? Non è il filo, è troppo costante se ci fai caso. Credo sia lo stesso problema che sto combattendo io