iLMario
-
Numero contenuti
3.929 -
Iscritto
-
Ultima visita
-
Giorni Vinti
91
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di iLMario
-
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Vero, ma basterebbe fare la media misurando una decina di punti ed il problema dovrebbe ridursi. Di tutti i fili che ho e ne ho aperti 4, nessuno ha dimensione costante. Nessuno. -
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
io non l'ho mai detto, non so nemmeno da dove si controlla.... quello è l'effetto moirè, stando al video si risolve mettendo cifre intere negli step/mm (la nostra stampante ha dei decimali, sono sicuro al 10000%) e regolando altre cose che domani faccio. Ma non è quello il problema. se fosse un problema su Y, come penso io, avrei eventuali shift o disallineamenti solo su asse Y ma i lati sarebbero giusti. Nel mio caso il problema gira tutto attorno. Forse è veramente il filamento non costante come diametro e che quindi crea problemi di estrusione ? si risolve calibrando il flusso ? Cosa che io ho fatto, ma evidentemente male. Qualche anima pia mi può caricare un gcode pronto da mandare in stampa per fare la calibrazione flusso con layer 0.2 e nozzle 0.4, temp 205 bed 60, 10cm skirt? Magari sbaglio le impostazioni in slic3r ed il cubo che genero io non è corretto. in alcuni punti è pulito, come nel caso di @Blacksoldier10
-
secondo me stanno facendo pulizia, hanno forse visto che il giochino "recensioni" dei cinesi è sfuggito di mano.
-
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
@Joker78 per questo abbiamo messo un giunto elastico, dovrebbe compensare man mano che sale -
warping angoli a metà stampa
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
La cam non la comandi, o meglio, non tramite octoprint da quel che vedo. Lui te la mostra e basta. Si, posso spegnere anche la stampante, è quello che faccio già da alcuni giorni, stanco di andare in ufficio alle 2 di notte 😄 https://www.amazon.it/Intelligente-Houzetek-supporto-programmabile-Telecomando/dp/B07FNQNQYD/r o analogo -
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
io l'inglese lo so, ma appunto che ho la stampante in questione che non capisco di cosa sta parlando... -
warping angoli a metà stampa
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
già fatto. Nel bel mezzo di una stampa del test anti wobble ho portato il flusso a 110% e 90%, non è cambiato niente. si sta andando ora. ho messo in funzione octoprint ieri con la telecamera, perchè ? Considera che ho la qualità jpeg al 80% mi pare. Volendo potrei portarla al 100% e vedere cosa cambia, domani -
Deadpool
iLMario ha risposto a Tomto nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
molto bello -
warping angoli a metà stampa
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
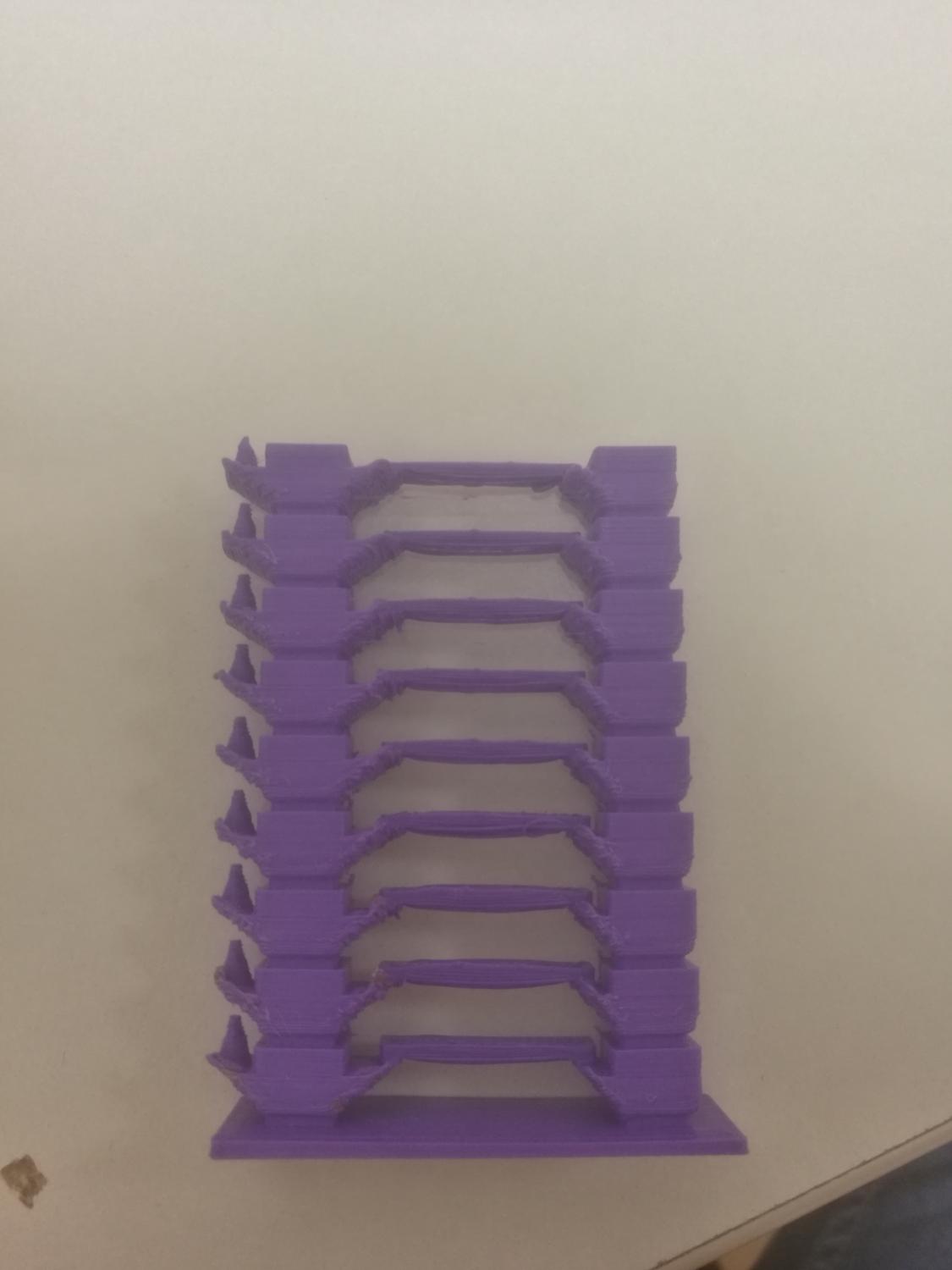
La torre è dritta, non incaponitevi sulle foto di merda del mio telefono, non riesco a farne di migliori 😄 😄 😄 😄 😄 Se in una temp tower non devo guardare gli angoli, perchè piccoli, come valuto la temperature migliore ? Sono tutti uguali gli step.... Un oggetto più grande non warpa, ma ci sono sempre i miei problemi di pseudo wobbling
-
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
non dice come ha risolto. Si, parla della struttura, del motore passo-passo e del giunto che tiene l'asse, credo, ma non dice come avrebbe sistemato -
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Nel mio caso sono quasi sicuro che il problema sia il carrello Y, scorre male, oggi ho stretto ulteriormente gli eccentrici e mi pare sia peggiorato l'effetto. Tant'è che ho avuto un bel layer shift proprio su Y, secondo me il motore fa fatica a posizionare il carrello (troppo strette le viti, ruote quadrate, telaio rovinato, ...) e quindi quando fa avanti indietro ad ogni layer, per me in realtà lui si posiziona non perfettamente allineato Domani mi arrivano le ruote, le cambio, allento anche gli eccentrici e vediamo -
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
@Blacksoldier10 prova ad arrotondare gli step/mm che di default da noi hanno i decimali Io ho la stampante in ufficio ed oltretutto occupata per le prossime 4 ore, non posso provare prima di domani -
Ok ma ho provato 3 filamenti diversi di 3 marche diverse e lo fa con tutti e 3, lascia pure che non sono di qualità, ma farlo uguale con tutti mi sembra un po' difficile per essere una coincidenza Comunque, appurato che non si tratta della barra (altrimenti lo farebbe sempre in tutte le stampe mentre invece nel test antiwobbling non lo fa), direi che si può continuare la discussione nel thread apposito aperto da @Blacksoldier10 dato che si parla esattamente di questo
-
warping angoli a metà stampa
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
È la prospettiva... Ho fatto la foto appoggiandola sul tavolo, non in verticale -
warping angoli a metà stampa
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
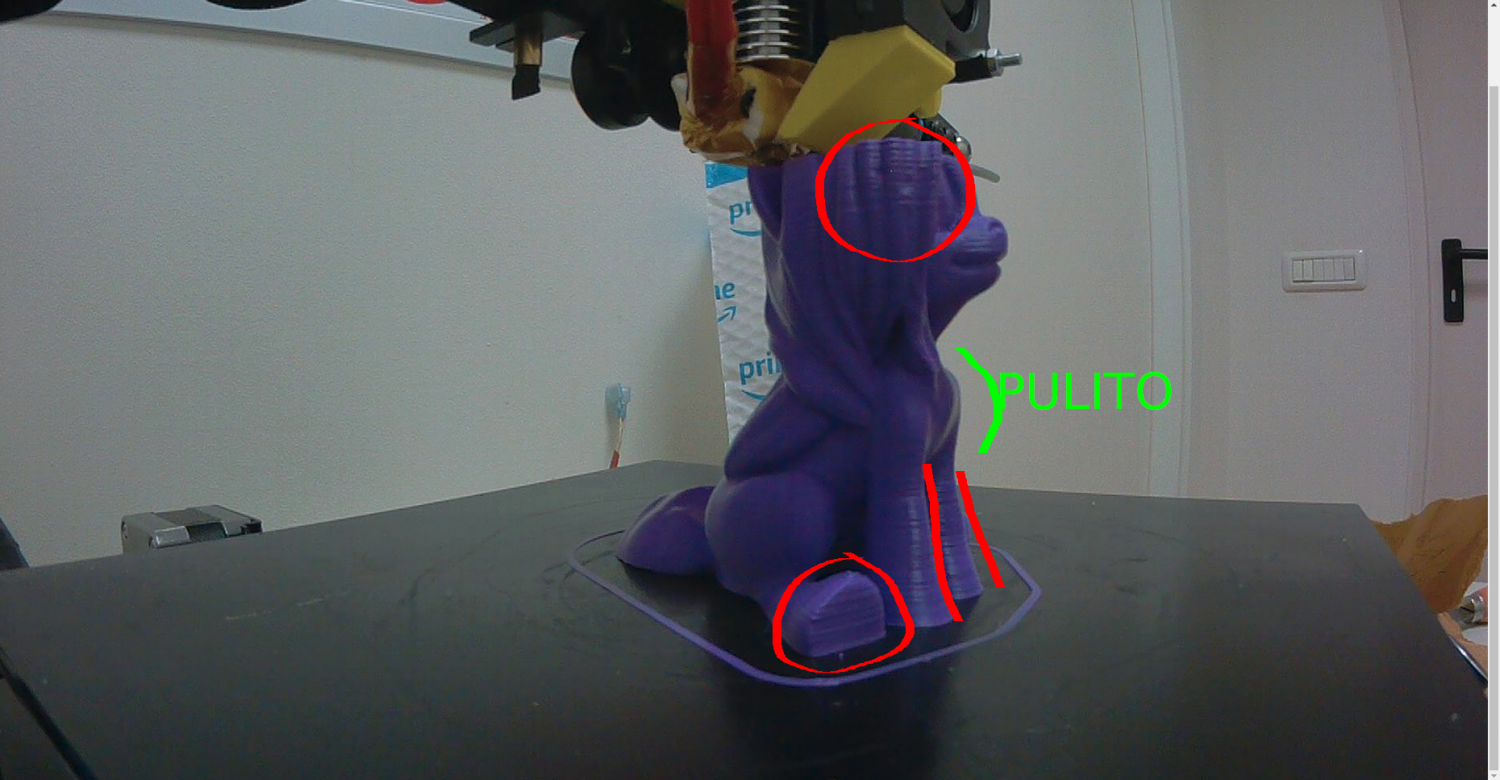
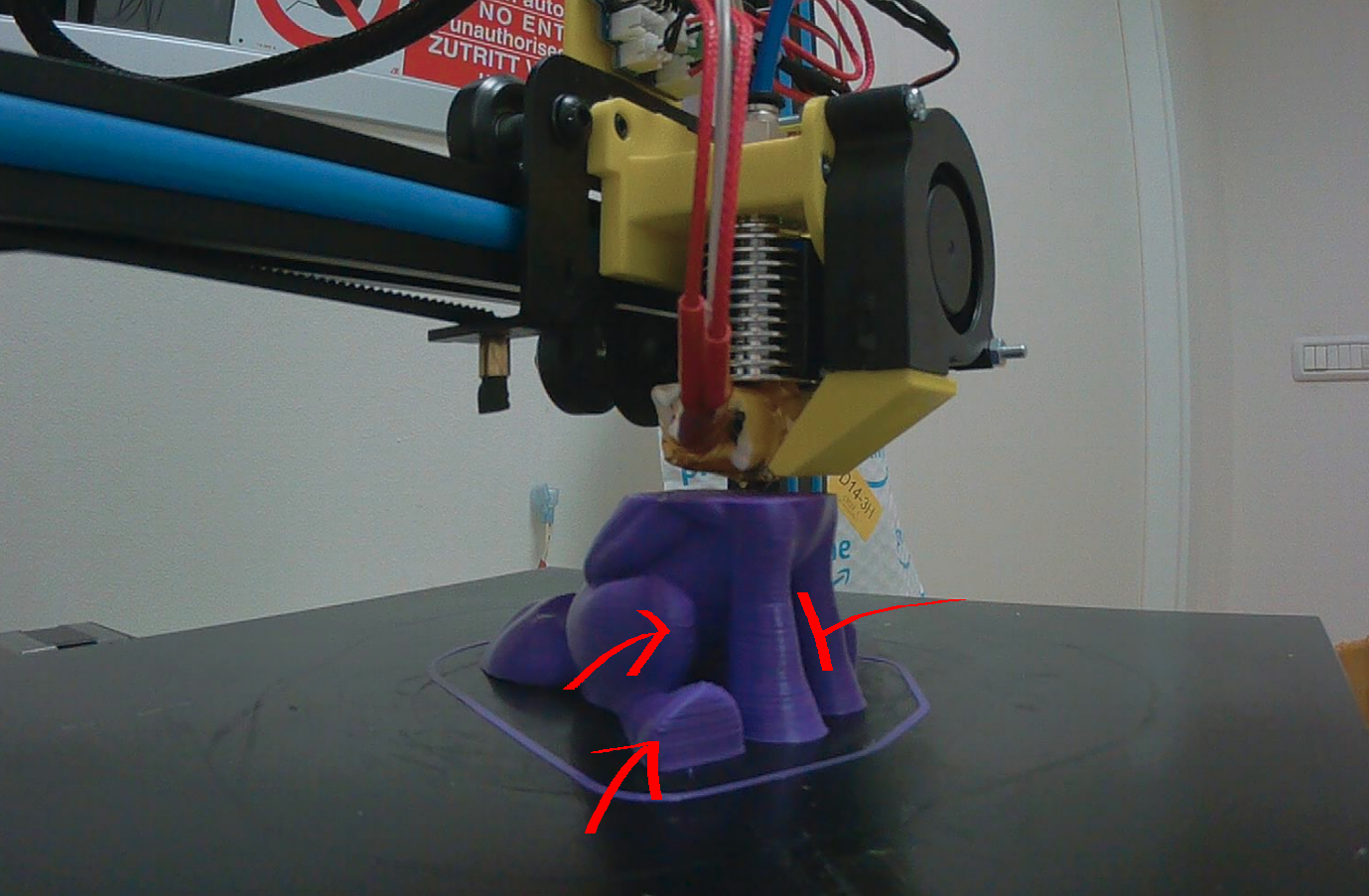
Stavo stampando un pupazzo a 200 e l'estrusore fa clack, ora sono a 205 e mi pare si sia normalizzato, quindi di sicuro sotto i 205 non si può stampare. Però mi warpa. Strano, ho provato, a stampa ultimata, a mettere un dito sotto il condotto di areazione ed flusso d'aria porta via me, te, i cane ed il gatto -
warping angoli a metà stampa
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
-
warping angoli a metà stampa
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
Sono a 60mm/s sto stampando così da un sacco di giorni, sempre PLA (PLA plus a dire il vero o PLA di tianse) -
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Non mi è chiaro cosa abbia fatto per risolvere però... Parla della distanza tra il motore di Z e la vite filettata? -
warping angoli a metà stampa
iLMario ha pubblicato una discussione in Problemi generici o di qualità di stampa
Sto provando un nuovo filamento (AmazonBasics PLA Viola), durante la stampa di una temp tower, a qualunque temperatura, ho notato che gli angoli mi warpano, in pratica si arricciano. Cosa può essere ? Temperatura troppo alta ? Lo fa in egual misura da 220 a 200 che sta stampando ora... -
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Ho stampato un test wobbling. Viene bene, quasi ottimo. ovviamente i layer restano un po visibili, ma credo possa essere causato dall'assenza degli smoothers e da un eventuale filo non ottimo, però la stampa è accettabile. Poi vado a stampare qualunque altro pezzo e viene uno schifo -
Prima stampante. Prime domande
iLMario ha risposto a GiulioVale nella discussione La mia prima stampante 3D
Di solito ti basta fare uno spurgo di qualche centimetro di filo. O spurgo per aria o tramite uno skirt di 3-4 giri attorno al pezzo. Puoi settare, in praticamente tutti gli slicer, sia il numero di giri, sia la lunghezza minima, in modo da essere sicuro che, su pezzi piccoli, anche 5 giri non siano troppo corti ed allo stesso tempo su pezzi grandi 5 giri non ti sprechino chilometri di filo. Io ultimamente uso 15cm di spurgo Tempi di stampa più lunghi ma al contempo un miglior dettaglio delle stampe. Setta 0.2 nello slicer. Ma da dove l'hai visto, dalla scritta sul nozzle stesso ? Ci sono, con me non stanno funzionando ed abbiamo una stampante simile, io ho la A20, ovvero una A10 leggermente più grossa e con uno chassis come basamento. Per il resto è identica, stessa meccanica, stessi pezzi etc etc. Le bestemmie aiutano. Comunque, come primi passaggi: 1) calibrazione step/mm. Al 99% il tuo valore di step/mm dell'estrusore è sbagliato. Estrudi, senza hotend attaccato, 100mm di filo e misura la lunghezza effettiva. Idem per gli altri assi (dici di spostare 100mm e misuri di quanto è lo spostamento reale) 2) torre temperature per il filo che stai usando 3) stampa un qualunque pezzo non presente sulla SD (il cane sulla SD viene stampato bene praticamente a tutti, tranne me, nonostante una pazzesca sottoestrusione di tutte le geeetech) -
A10m - Questione di precisione...
iLMario ha risposto a Blacksoldier10 nella discussione Problemi generici o di qualità di stampa
Grossomodo come la mie.... -
tnx
-
Si, ormai so bene come funziona. Potrei aprire un negozio di pezzi di ricambio. Se controllo bene, credo di poter costruire almeno altre 2 stampanti. A quale indirizzo? Dove lo trovo ? Sul loro sito ?
-
Octolapse non ha niente a che vedere con il timelapse nativo vero ? Perchè io lo sto usando (non me ne faccio nulla, ma si attiva in automatico, forse sono andato a spingere qualche tasto di troppo) e non vorrei che questa stampa da 3 ore venisse rovinata per colpa del timelapse. Non mi pare faccia spostare l'estrusore sinceramente, vedo stampare normale....