iLMario
-
Numero contenuti
3.929 -
Iscritto
-
Ultima visita
-
Giorni Vinti
91
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di iLMario
-
Si può avere il link al progetto?
-
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Si, c'è solo l'assieme, non si estrapola da lì? Comunque quella storia della carta non l'ho capita. A cosa dovrebbe servire? -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Credo sia un enorme progetto con tutto l'assieme, non mi pare ci siano i pezzi singoli, stl a parte -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
No, sono in due parti -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Considera che non so esattamente quale sia il problema. So che stringendo i supporti, quindi, in teoria, avvicinando il supporto stesso al cuscinetto, gratta di più. La logica direbbe che facendo così, si disassa, ma non ne sono sicuro -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Provo a fare cosa con la carta? -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
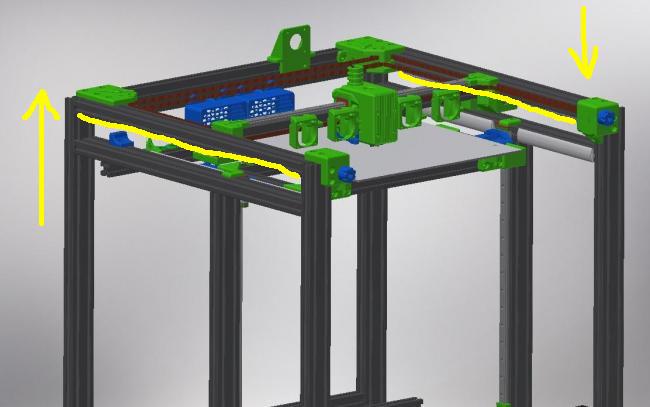
Le due guide, evidenziate in giallo (sono nascoste li sotto, non nel rinforzo sottostante che serve a tenere Z) probabilmente, non sono sullo stesso piano. (da notare il probabilmente). Non ho la più pallida idea di come assicurarmi che i due profili 4020 siano sullo stesso piano, dato che non si puo' usare una livella. Probabilmente dovrei verificare la distanza tra il profilo 4020 in questione e la cima dei 4 montanti verticali. Dovranno essere entrambi alla stessa altezza. Oltre a questo, il 2020 di X è attaccato ad Y tramite dei supporti stampati da avvitare al relativo cuscinetto. A seconda di quanto si serrano le viti, tale supporto puo' salire o scendere di quota, di conseguenza se a sinistra stringo più che a destra, mi ritrovo l'asse X disallineato sul piano Z. Da un lato è più alto, dall'altro è più basso. Questo comporta che i due cuscinetti lavorino non in asse ma disassati, ovvero grattano le sfere. Ho parzialmente risolto allentando completamente le viti dei supporti (in questo caso, scorre tutto a meraviglia) e stringendole pian piano quel tanto che basta per non esagerare con l'attrito. Ma mi si crea del gioco, in pratica, balla: Se spingo avanti la parte sinistra e tiro indietro la parte destra (parlo di X), mi aspetterei un gioco pressochè nullo, invece si muove l'asse. Considerato che è una corexy, dove le cinghie lavorano con un tiro invertito (almeno mi sembra), questo potrebbe essere un grosso problema, presumo che X non debba torcere su asse Z nemmeno un po.
-
Se proprio vuoi cambiare qualcosa, metti ruote in policarbonato, durano più della stampante e vivi felice. Cambiare pezzi di questo tipo alla stampante ti obbliga a dover ricalibrare tutto, stringere qua, stringere la, etc etc. Se la stampa viene bene , al 99.9999% è grazie al fatto che hai sistemato tutto, non grazie alle guide Poi la gente ti dirà: ah ma le guide sono meglio, sono più precise, più rigide. È tutto il resto della stampante che fa schifo (come TUTTE le cinesi compreso la mia), puoi ottenere praticamente lo stesso risultato sistemando come si deve la stampante (cosa che devi fare per forza se cambi pezzi) Un set di cinghie buone conta molto di più di un kit di guide lineari e costa 1/5 Cambia, nell'ordine: nozzle & gola, estrusore, cinghie, ruote (se proprio ti vuoi fare del male). Avrai una stampante completamente diversa, infinitamente migliore ad una frazione del costo Anche a costo di beccarmi gli improperi del mondo: le ruote su stampanti di questo livello sono in assoluto il miglior sistema. Estremamente affidabili, estremamente economiche. Si consumano, ma costano talmente poco che le cambi oppure le prendi in policarbonato EDIT: te lo dice uno che ha una stampante cinese a ruote e ne sta costruendo una con guide lineari.. la prossima volta albero temprato e cuscinetti misumi, spendo meno della metà delle guide cinesi e sicuramente la qualità è migliore
-
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
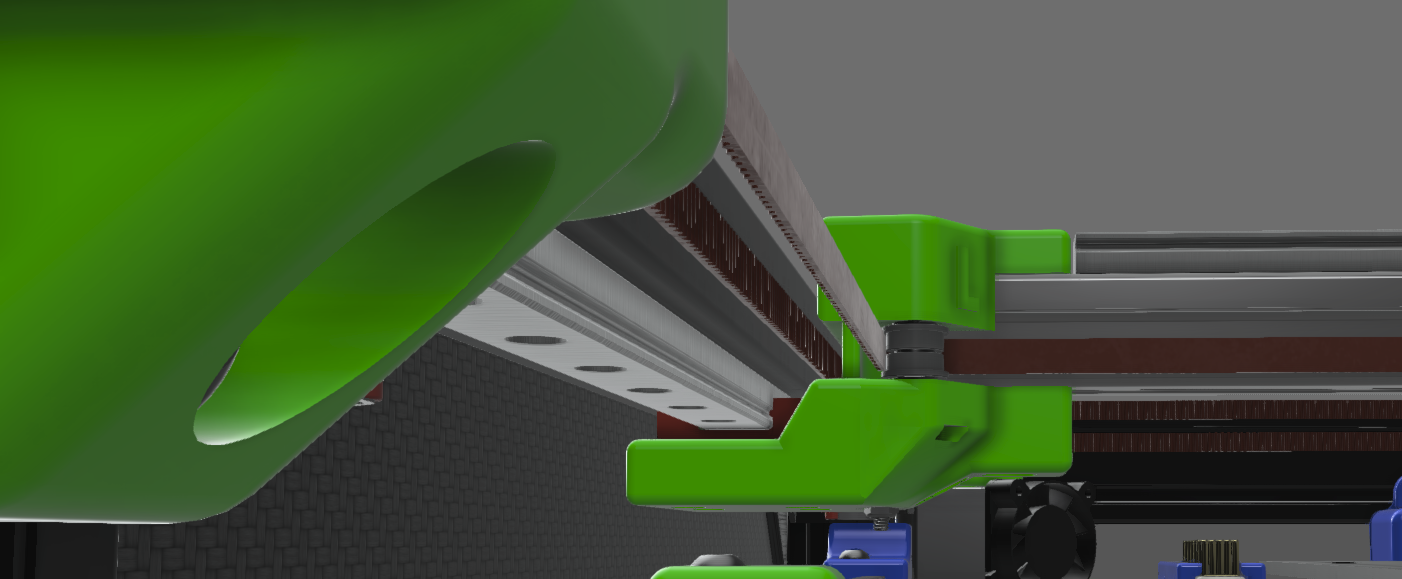
Le due guide Y, una è più alta ed una è più bassa (frazione di millimetro, ma quanto basta per farla grattare) Piu stringo le viti dei supporti, più il relativo lato si alza, più aumenta il gap -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
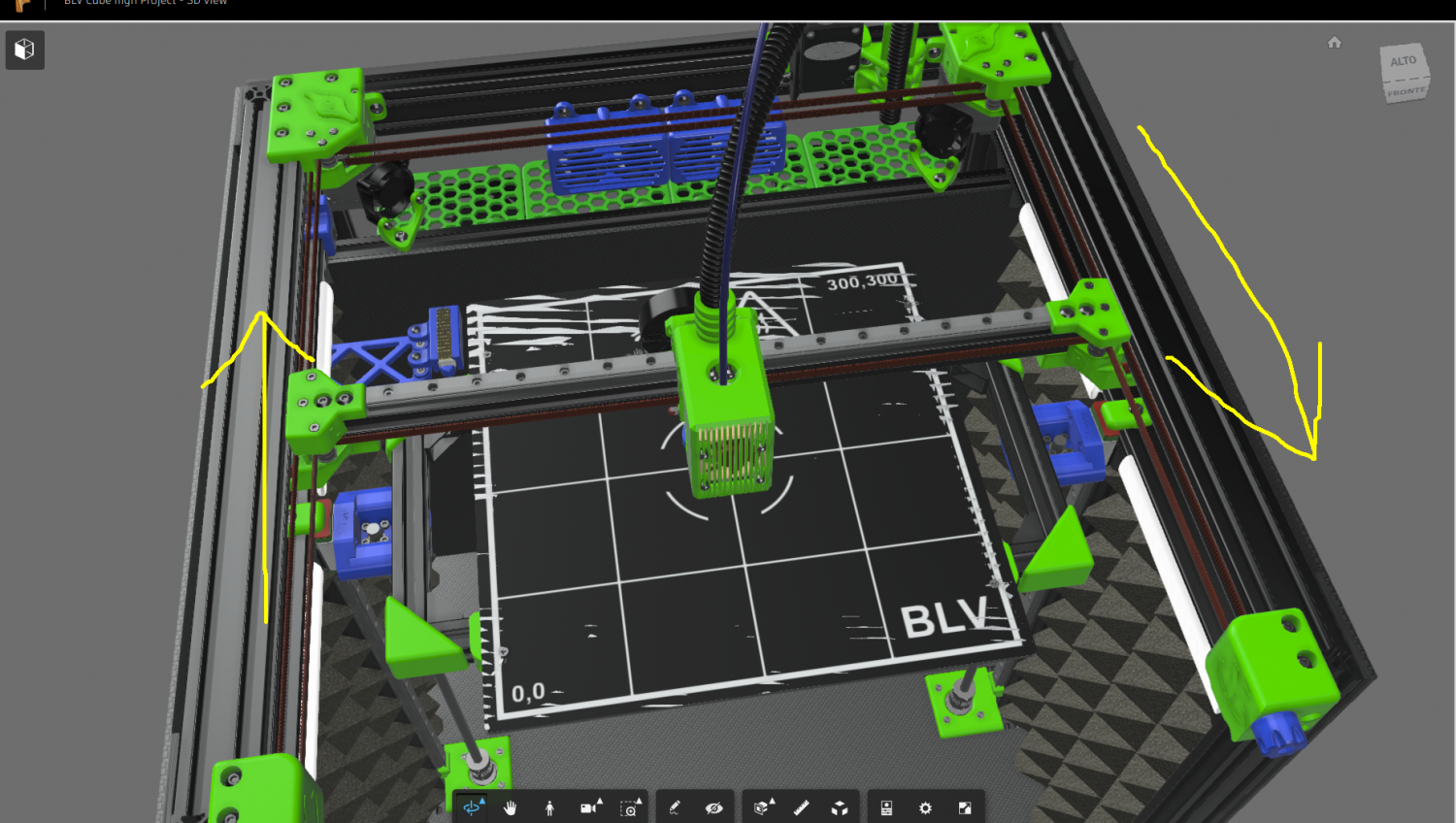
Sto avendo non poche difficoltà ad allineare, su asse Z, le guide di Y. Allinearle su X è facile: si montano, si centra una delle due lasciando lenta l'altra, si muove avanti indietro il carrello X ed automaticamente si centra l'altra guida. Ma su Z? E non intendo le guide di Z, ma le guide di Y. Più avvito i supporti che tengono attaccato l'asse al cuscinetto, e più si disallineano verticalmente tra loro. Qualche sistema pratico anziché andare per tentativi come sto facendo adesso? -
M205 J0.08
-
Non la gestisci. Mettilo nel start gcode, è lo stesso gcode del jerk ma parametro J invece di X,Y,Z
- 560 risposte
-
- 1
-

-
- tft mks 3.5 v1.0
- tmc 2130
- (and 1 più)
-
Essere all'interno di un frigo non significa essere a CONTATTO con gli alimenti hai mai usato la pellicola per chiudere gli alimenti, quella classica trasparente intendo?
-
Ci sono gli smalti HACCP. Ma i supporti sono per il tuo frigorifero o li devi vendere? Nel primo caso, cosa te ne frega se non puoi usare vernici? Nel secondo, non li farei mai in FDM
-
Non ne ho la benché minima idea
-
Warping PET/PETG
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
Ho usato sia PET che PETG. Basicfil e sunlu. Icefilament è arrivato, lo provo lunedì -
Warping PET/PETG
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
Temperatura bassa? Avrei detto il contrario Per la ventola, boh, ho provato anche al 30% -
PrusaSlicer sta aggiungendo il supporto alla sla, dato che prusa ne ha una
-
Warping PET/PETG
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
Ho notato che tutte le mie stampe in PET/PETG risultano cristallizzate come consistenza, tipo zucchero caramellato Che significa? -
Ma cosa stai stampando? Cosa sono quelle cose rotonde?
-
Filamento che si spacca
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
Anche io sono riuscito a fare stampe anche da 48 ore poi per qualche motivo, stampe molto più corte e semplici, si bloccano O si smolla la leva dell'estrusore o, come ieri, semplicemente smette di girare il motore. La stampante continua ad andare, l'hotend si sposta, ma l'estrusore non gira. Se interrompo e riavvio la stampa in rapida successione, lui riparte come se niente fosse -
Più che ABS, che è più complicato da stampare, puoi fare PET/PETG che è impermeabile
-
Filamento che si spacca
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
Ha terminato la stampa. Stesso gcode ma ho settato il feedrate, senza troppe speranze, al 90% tramite M220 S90 Quindi forse stampo troppo veloce? Ci può stare, questo gcode è il primo che ho fatto portando infill ed altre velocità a 60 ma soprattutto settando la stessa velocità (40 mi sembra) per perimetri esterni ed interno Evidentemente qualcosa da fastidio al driver o all'estrusore . Di sicuro si nota una cosa: usando sempre la stessa velocità per i perimetri, la finitura superficiale è mostruosa
-
Filamento che si spacca
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
Ci avevo pensato. Per ora, non so esattamente per quale motivo, ho ordinato un V6 classico con blocchetto in ottone invece che alluminio -
Filamento che si spacca
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
Ma infatti Sono le stampe buttate via che mi fanno incazzare . Non riesco più a stampare, si blocca l'estrusore e come se non bastasse, il frontalino, ricordi quello che stavo stampando in PET senza successo e che ti ho fatto modificare? Dopo aver consumato una intera bobina di pet, l'ho stampato in PLA ed ho scoperto non andare bene, ti ho fatto togliere i fori posteriori che servivano come scasso per le viti dei montanti Ho buttato via 1 bobina intera per stampare un pezzo sbagliato