iLMario
-
Numero contenuti
3.929 -
Iscritto
-
Ultima visita
-
Giorni Vinti
91
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di iLMario
-
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Il 300% del nozzle da 0.4 se vogliamo dirla così Ah ecco io ho un A4988 sulla geeetech e LV sulla BLV ma nozzle 0.6 -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
1.2mm -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
@Tomto uso prusaslicer io. Nozzle 0.4, larghezza estrusione fissa a 1.2. lui si arrabbia, ti dira: sei sicuro della cazzata che stai facendo? Rispondi si e stampi Ma devi rallentare, io sono a 35, forse riesco anche 40, oltre perde passi. Velocità costanti quindi non 40 interni e 20 esterni per intenderci. 40 tutto -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
no flusso normale, ma anche 0.4 riesco a fare 1.2 (provare per credere), con TUTTI i pla/petg cinesi che ho provato (sunlu,tianse,eryone,besicfil) senza alcun problema (pianino pianino, 35mms tutto). Solo questo filamento a 1.2 è impossibile da stampare anche con nozzle 0.6 Domani se ho tempo e modo provo con nozzle 0.8 -
Io avevo scritto A20 normale, la "M" non è quella normale, quindi se vuoi bestemmiare tantissimo, fai pure. 300 nuova è un buon prezzo secondo me.
-
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Evidentemente questo filo con nozzle 0.6 non riesce a stampare con width 1.2 Ci riesco con qualunque altro filo, anche con nozzle 0.4 ma questo no. Ho fatto un cubo per thin wall ed a 1.2 esce una schifezza, a 0.6 perfetto ed a 1.1 sembra anche lui perfetto Evidentemente è il limite di sto filo -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
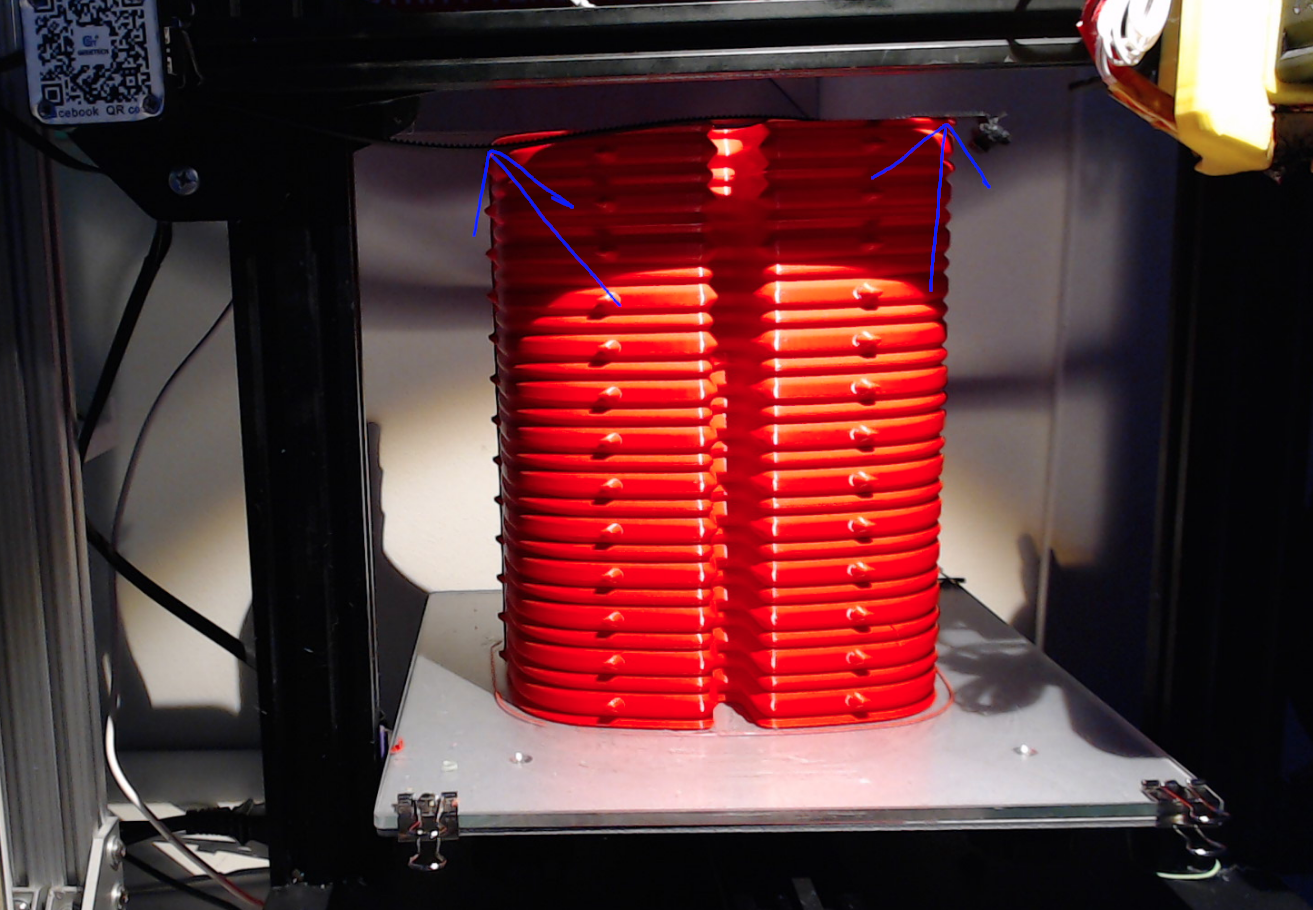
È una foto zoommata Lo fa solo con quel filo ma 4 bobine su 4. 3 PLA e 1 PETG È troppo preciso per essere un problema di filo secondo me, le linee sono allineate se ci fai caso e tutte con la medesima inclinazione -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Cosa sono queste righe orizzontali? Sono dei veri e propri solchi, quindi no ghosting, driver non TMC ecc ecc Lo fa solo con filamenti azurefilm, lo stesso identico gcode ha stampato centinaia di questi pezzi con fili cinesi senza problemi
-
Dipende Se ti diverti a bestemmiare, si. Altrimenti vai di A20 normale
-
Two Trees Sapphire Pro Plus
iLMario ha risposto a ciclonite nella discussione La mia prima stampante 3D
Non solo quelle, direi tutte. No, imbrogliare con le accelerazione e flussi volumetrici non vale...... -
Stampanti con due ugelli
iLMario ha risposto a Bananafell3r nella discussione La mia prima stampante 3D
non so perchè, ma prevedo una quantità spropositata di bestemmie da qui a breve............ -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Gli oggetti vengono MOSTRUOSAMENTE meglio Stampa da Dio, e non l'ho ancora calibrata, anzi, ha subito uno spostamento da casa a ufficio quindi come minimo si sarà allentato qualcosina ma stampa veramente bene Il livellamento automatico funziona in maniera impeccabile, ogni tanto devo alzare leggermente il nozzle (sì fa da schermo,) ma credo sia un limite di ripetibilità del sensore capacitivo La lerdge, conoscendone i limiti ed i bug, funziona a meraviglia, non tornerò mai più indietro, adesso quando uso la geeetech con il Marlin, mi dà fastidio, è scomodo, se vuoi cambiare un parametro devi avere computer, compilare, flashare, ecc ecc, nella lerdge spingi sul display Quando posso stampo sulla BLV, anche perché oggi ho bruciato la geeetech quindi non ho molta scelta, domani cambio scheda Sicuramente il bed non è allineato, devo mettere in squadro le barre e non sarà semplice... Devo calibrare la retraction, ho un tubo di circa 80cm ma per ora mi va bene così Cosa intendi con oggetti circolari? Io non ho mai avuto problemi nemmeno sulla geeetech, salvo quelli generati da octoprint Comunque si, gli lv sono provvisori, ho già i TMC, devo solo aggiornare il firmware ma sapete cosa? Avere l'elettronica sul retro è una rottura di palle incredibile soprattutto su stampanti così grosse Per accedere al retro devo togliere la A20 dalla scrivania altrimenti non riesco a ruotarla (la scrivania è a ridosso di una parete quindi non posso andare direttamente dietro) Anche qui la hypercube è meglio, ha l'elettronica sul pavimento, sempre accessibile -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Lv87qualcosa Lerdge ha attivato il supporto per UART, ma non ho ancora aggiornato -
Sherman m4
iLMario ha risposto a Joker78 nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Che filo è quello? -
chiarimenti marlin 2 config. autobedlevel e offset
iLMario ha risposto a jagger75 nella discussione Software di slicing, firmware e GCode
Io mi sto trovando molto bene, ma non ho metro di paragone, la lerdge è 32 bit mentre l'altra che ho sulla geeetech è 8bit -
sensore capacitivo
iLMario ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
Ma perchè suggerite la 1.1.9 dato che la 2 è stabile da tempo e stanno già lavorando alla 2.1? -
sensore capacitivo
iLMario ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
Da qualche parte nella configurazione del marlin c'è una costante di nome SAFE_HOME o cose simili. mettila a true -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
in realtà il mio metodo non funziona un granchè. su due pile da 15 pezzi ciascuna, ne ho spaccati un buon 27-28 -
ma dai, che sfiga, questa è la mia cinghia X. Si è sfilata. ed io che volevo avviare una nuova stampa notturna da 6 ore.... Non capivo perchè X stesse fermo, guardo bene, ed ecco li la mia bella cinghia
-
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Che si arrangino, ho perso 1 mattinata buona solo perchè sto maledetto non supporta i modificatori in vase mode, sono costretto a stampare una sorta di vaso in modalità normale, con tanto di seam e tutto il resto. -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
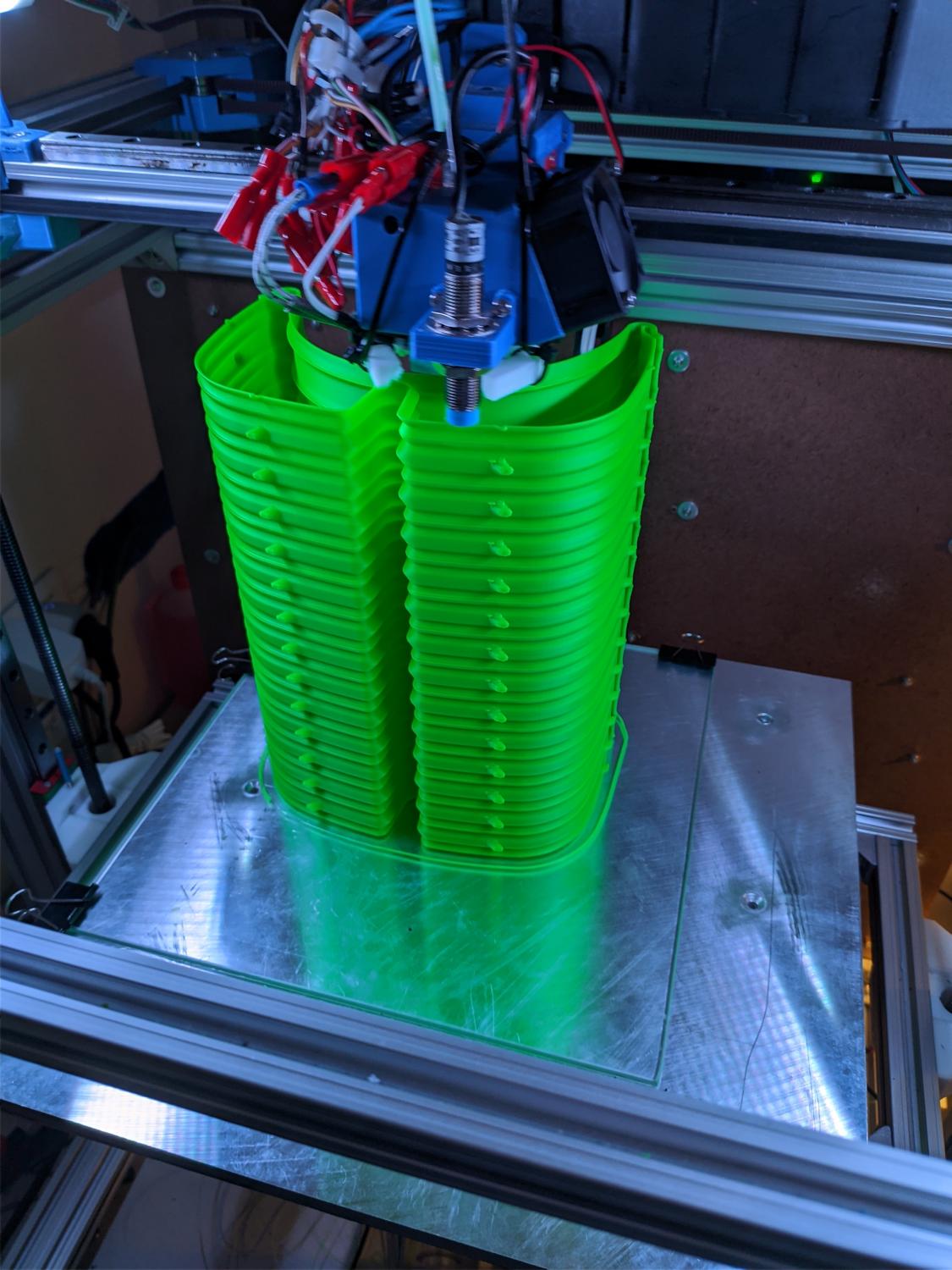
Premessa, io uso PrusaSlicer e derivati, non uso altri slicer, non li conosco. PrusaSlicer & Co non stampano nel vuoto, per nessun motivo. Il 99% delle visiere in stack che si trovano online sono semplicemente delle pile di visiere accatastate separate da 1 o più layer vuoti. Questi layer vuoti fanno impazzire PS perchè, giustamente, dice che il layer soprastante sarebbe nel vuoto e quindi non stampabile. Visto che è impossibile stampare 20-30-40-50 visiere tutte sul piatto, l'unica soluzione è impilarle. Quindi, versione prusaslicer (non è detto che possa funzionare con qualunque pezzo): 1) si impilano, senza alcuna separazione, due o più modelli. Supponiamo che un modello sia 10mm, 3 modelli diventano 30mm, perchè non hanno separazione in Z 2) si modifica, tramite custom gcode al cambio di layer, il flow della stampa, in corrispondenza del primo layer del pezzo superiore, ad esempio 10.20mm (il pezzo è alto 10mm, il layer 10.20 è il primo del pezzo impilato sopra). Io ad esempio ho messo un flow del 20%, mostruosamente sottoestruso 3) con i modificatori per altezza, si modifica il medesimo layer, quindi da 10.20 a 10.40, altezza layer 0.20, l'extrusion width (dei perimetri, dell'infill, ecc ecc), riducendola a valori ridicoli: 0.35 o anche meno, dipende dalla dimensione del nozzle usato. 0.35 è la width dei supporti, usando nozzle da 0.40 Si manda in stampa. Il layer di separazione sarà talmente sottoestruso e talmente "sottile" rispetto agli altri che non avrà praticamente alcuna adesione, appena tirate su il pezzo dal piatto, si separa o al limite basta premere in corrispondenza del layer. Questo giochino funziona tanto meglio maggiore è l'extrusion width normale (i pezzi in foto hanno 1.20mm di width, si, 1.20 non ho scritto male) e minore è l'infill. io stampo con nozzle 0.60 (il verde, 0.40 il rosso ma con altre impostazioni), 1.20 di width, 1 perimetro e sottoestrudo al 20% di flow, 0.35 di width. Figuratevi la differenza che c'è in adesione layer tra un layer da 1.20 e uno da 0.35.......... -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Si. In stack. È una storia travagliata, ho impiegato l'intera mattinata a trovare un sistema fattibile con prusaslicer, dato che a differenza di altri slicer non stampa nel vuoto Dopo ve lo descrivo, mi ci vuole un po -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Neanche in tipografia fanno un lavoro del genere InShot_20200408_183056538.mp4
-
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
Non ho endstop fisici, secondo me , prima si è formata una palla immensa di pla uscita dal blocchetto, dal dissipatore ecc ecc, questa palla poi deve aver urtato il vetro buttandolo giù dalla stampante, staccandolo dalle mollette (solo due) Adesso sto stampando su un vetro della geeetech riducendo l'area di stampa Il capacitivo rileva bene il vetro, anzi, credo sia l'oggetto più affidabile che abbia mai avuto nelle stampanti 3d. Quando livella, livella perfettamente su tutto il bed 330*330 (merito forse anche del firmware lerdge). Il Marlin con bltouch originale non riesce a livellare nemmeno 10*10 al centro piatto -
BLV mgn Cube
iLMario ha risposto a iLMario nella discussione La mia stampante 3D e il mio laboratorio
ah si si, peccato che alla prima stampa notturna, ieri, qualcosa è andato storto, il nozzle ha urtato contro il vetro del piatto, mandandolo in frantumi, ha spaccato il fanduct, si è rotto il termistore ed una enorme palla di pla è uscita tra nozzle e dissipatore. Ed i vetrai sono chiusi..................... MAI PIU' comprare un blocchetto in rame di triangle lab. Ho avuto SOLO problemi. Ma non solo con il blocchetto, anche il dissipatore di trianglelab mi ha dato problemi, è più grande degli altri, devo adattare tutti i supporti. Per me, i loro pezzi hotend v6 funzionano solo con i loro. Ho nella Geeetech un v6 clone yotino (15 euro o giù di li), mai un problema e posso prendere pezzi a caso su amazon che sicuramente sono compatibili.