iLMario
-
Numero contenuti
3.929 -
Iscritto
-
Ultima visita
-
Giorni Vinti
91
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di iLMario
-
Assolutamente no, nessuno di quelli va bene, sono per la Prusa. Non ti serve nessun firmware, salta la configurazione guidata ed usa lo slicer normalmente, senza riprogrammare nulla. Prova a stampare questo, se impazzisce la stampante (dubito) spegni. 3DBenchy_prova.gcode
-
Ender 3 pro, problemi stampa
iLMario ha risposto a fabius3D nella discussione La mia prima stampante 3D
non ho capito, cosa sarebbe quella roba li nell'angolo ? -
Devi fare il test thin wall, non basta la calibrazione step/mm. Guarda anche che venga rispettata la dimensione di estrusione, se hai una singola parete da 0.40, lui deve farla da 0.40
-
Entrambe. Si spappola, esce troppo liquido e man mano si squaglia sulla stampa. Tipo la candela quando brucia, la parte vicino ala fiamma è una poltiglia.
-
Non ho mai capito il perché ma di solito la sottoestrusione si vede dal top layer non dai perimetri, in pratica quello che sarebbe infill se non fosse l'ultimo layer Prova a fare il test, male non fa
-
Non cambia firmware, manda dei M202/M203 etc etc per settarsi le accelerazioni e le velocità massime in base a quanto riportato nel tab Printer Settings - > Machine Limits. Sempre che il firmware supporti tali comandi. Prova, al massimo non cambia niente. Per sicurezza spegni la stampante dopo la stampa così si resettano i parametri in base a quelli predefiniti. Hai fatto il thin wall test ? Sicuro di non essere sottoestruso ? cube-40-40-40.stl
-
Gli step/mm sono giusti? Prova Slic3r Prusa Edition, va bene anche con un profilo MK2 a casaccio, guarda se cambia il movimento. Slic3r cambia i valori del firmware a ogni stampa. Ma aspetta, nozzle 0.3 ed extrusion width da 0.2? È sbagliato, di solito si estrude più del nozzle non di meno. Prova width 0.33 come farebbe slic3r o 0.36 come farebbe Simplify. Sei sottoestruso per questo le righe non si toccano
-
Improvvisamente stampe fragili
iLMario ha risposto a Danialbe nella discussione Problemi generici o di qualità di stampa
Slic3r di default imposta velocità ed accelerazioni al posto di quelle del firmware. Cura e Simplify, se non glielo dici esplicitamente, non lo fanno. È probabile che slic3r ti imposti valori diversi e quindi non presenta il problema, dando per scontato che la configurazione della retrazione sia la medesima in tutti gli slicer che stai usando P.S: che filamento è quello? -
Quanto hai di extrusion width ? Che slicer usi ?
-
Non sono i driver, ho rimesso gli originali. Quindi boh. Proverò a 185 anche se sulla bobina è scritto 190-230
-
Con @ seguito dal nome, tipo twitter o facebook, ma meglio se citi anche parte del messaggio almeno chi legge sa a cosa fai riferimento.
-
A quanto lo stampate ? Io ho provato, giusto per vedere il comportamento (a dire il vero, stavo testando i TMC2208 all'estrusore) in una torre per ritrazioni e la mia solita temperatura, 205°, lo fa squagliare completamente a metà stampa. Sono sceso a 200, idem. 195, idem. Ora sto provando a 190 ma mi sembra un po troppo basso, considerato che tutti gli altri PLA, tra cui un rosa sempre tianse, li stampo senza problemi a 200-205 o volendo anche 210. Non mi resta che provare a rimettere i vecchi driver al motore, magari (cosa molto probabile), a metà stampa il motore perde passi con tutte queste ritrazioni.
-
Stampa di 7 ore da buttare. Si è staccato, di nuovo, il PTFE dall'estrusore. Sempre con lo stesso filo bianco scandaloso, adesso metto il link così nessuno lo compra. https://www.amazon.it/gp/product/B079KDLRPC/ Misurandolo, il diametro medio è 1.77 ma in alcuni punti ho visto anche 1.82. Ho come l'impressione che quando passa l'1.82 dentro l'estrusore, si blocca tutto e la pressione mi spara fuori il tubo. Non immaginate le bestemmie, non le potete immaginare. Anzi no, si è spaccato, @Tomto te vedi il filo che dalla bobina sale in alto ? (ho l'estrusore in cima) a me non sembra di vederlo. Che filo del cazzo.

-
Dipende da dove leggi di modificare il codice e dal contesto 🙂 il gcode non è il codice di programmazione del file di stampa, lui è il file di stampa. Te stampi un gcode, non il file STL
-
Ender 3 pro, problemi stampa
iLMario ha risposto a fabius3D nella discussione La mia prima stampante 3D
nelle impostazioni cerca retraction, lo z-hop è un altra cosa. -
Ender 3 pro, problemi stampa
iLMario ha risposto a fabius3D nella discussione La mia prima stampante 3D
Devi attivare/regolare la retrazione nello slicer. -
Adesso capisco perchè Simplify3D stampa bene........ extrusion width di 0.48. in pratica 1kg di plastica a linea, ci credo che è tutto più "uniforme". Sto stampando ora a 0.48 come prova ed effettivamente è tutto più "morbido" rispetto a stampe da 0.40 ma anche tutto molto più impastato
-
Improvvisamente stampe fragili
iLMario ha risposto a Danialbe nella discussione Problemi generici o di qualità di stampa
Non vedo bene, ma hai calibrato il flusso ? Se ti fa dei buchi vuoti, sei sottoestruso (il che spiegherebbe la fragilità dei pezzi) -
@Rapu84 Puoi postare una foto dettagliata del carrello X dove si vedono le ruote ?
-
Purge filamento prima della stampa
iLMario ha risposto a iLMario nella discussione Software di slicing, firmware e GCode
Il terzo lunghissimo, non avrei problemi 🙂 Io di solito facevo a 0.3 ed il problema peggiorava, una mancata estrusione mi crea un filo lunghissimo appiccicato al nozzle che mi sporca, ed il più delle volte compromette, la stampa -
Improvvisamente stampe fragili
iLMario ha risposto a Danialbe nella discussione Problemi generici o di qualità di stampa
Prova a 4 Prova a 4 -
Improvvisamente stampe fragili
iLMario ha risposto a Danialbe nella discussione Problemi generici o di qualità di stampa
E' normale, i layer si fondono meno tra loro. Quanto hai di retrazione ? Da quello che descrivi sembra che tu stia ritraendo troppo o troppo velocemente e quindi quando il filo viene reinnestato, non fa in tempo a fondersi -
Purge filamento prima della stampa
iLMario ha risposto a iLMario nella discussione Software di slicing, firmware e GCode
Il "togliere a mano" mal si addice con l'avvio da remoto della stampa tramite octoprint. -
test retraction
iLMario ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Ulteriore aggiornamento: non è un problema di perimetri, ma sempre la solita seam. Nel punto in cui ho problema c'è la seam. Evidentemente lo spessore del pezzo è talmente piccolo che la seam causa imperfezioni sulla stampa. Non so come risolverle. -
test retraction
iLMario ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
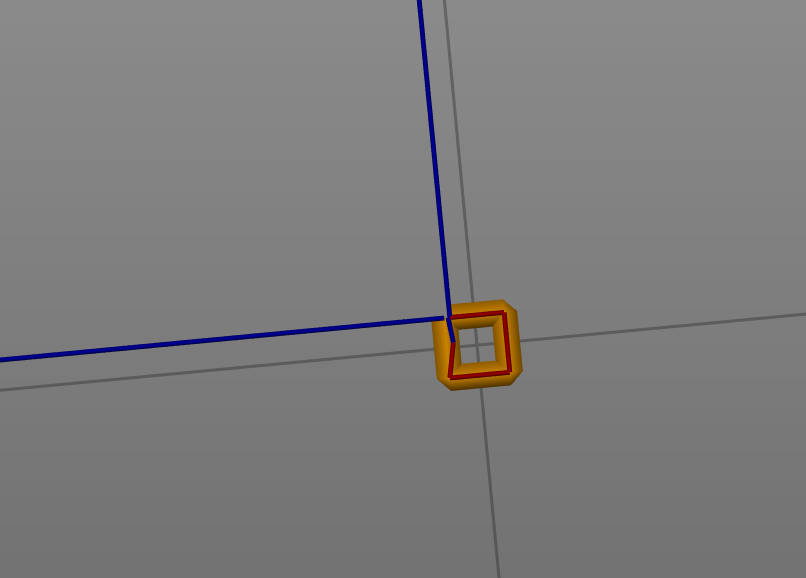
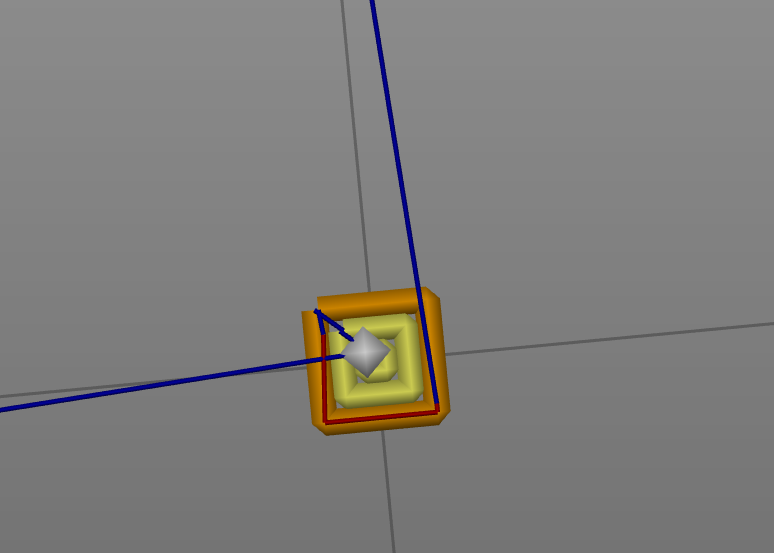
Allora, ho fatto ulteriori test sulla retraction. Se imposto 2mm di distanza ed attivo il wipe, le stampe vengono perfette, fin tanto che c'è un perimetro interno in cui far "atterrare" il nozzle dopo lo spostamento, probabilmente perchè eventuali difetti causati dalla retraction vengono nascosti all'interno. Usando i test con le torri piramidali, che quindi stringono man mano che si sale, non appena i perimetri interni scompaiono, inizio ad avere problemi. Dalla preview vedo che slic3r "atterra" sul perimetro esterno (mentre normalmente atterra in quello interno) e mi crea varie schifezze. Senza wipe il posto di atterraggio è il medesimo, ma anche usando 4mm di retraction mi ritrovo sommerso di oozing. Cosa suggerite ? Volendo posso tenere anche 1.5mm di distanza e wipe attivo, ma il problema persiste non appena resto senza perimetri interni. Ora sto stampando, per prova, con l'estremo opposto: 5mm e wipe 1mm, ma so già quale sarà il risultato: uno schifo non appena i perimetri interni scompaiono. Ho anche provato a diminuire la velocità di reinnesto, nel caso andassi troppo veloce ed il filamento non uscisse completamente estruso: non è cambiato nulla. Voi avete qualche idea ? Posto due immagini per far capire il movimento che fa slic3r. Il quadratino bianco indica il punto di reinnesto, e lo si può vedere nel perimetro interno (non è un infill, ma un perimetro interno). L'altro, senza pallino perchè avrebbe coperto tutto il disegno, indica il punto di atterraggio in assenza di perimetri interni. Si nota come lui atterri nel perimetro esterno. La stampa va in senso antiorario in questo punto (da sinistra a destra e poi su) EDIT: con 5mm di retraction tutta la stampa viene male.... Aggiungo anche che lui "atterra" nel perimetro interno perchè inizia a stampare prima il perimetro interno, quindi quello è il posto in cui deve andare dopo il travel. Non avendo il perimetro esterno, atterra nel perimetro esterno e si vede la schifezza