iLMario
-
Numero contenuti
3.929 -
Iscritto
-
Ultima visita
-
Giorni Vinti
91
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di iLMario
-
Dubbi su calibrazione piano
iLMario ha risposto a muquatina nella discussione Problemi generici o di qualità di stampa
Che stampante hai? -
Ok ne ho trovati due su thingiverse. Domani ne stampo un paio, meglio approfittarne finchè il tubo mi resta incastrato nell'estrusore.
-
Beh, aspetta, io parlo del travel, non della velocità di retrazione. Come retraction sono a 50mm/s. Sono gli spostamenti che li faccio a missile, non chiedermi perchè, ma se scendo, mi ritrovo oozing e stringing, dovrei aumentare in maniera paurosa sia la distanza di retrazione, sia la velocità ed in tal caso si che avrei problemi con le temperature. Mi ritroverei il filamento che esce dalla camera calda e poi quando viene reinserito non fa in tempo a fondersi. Così come ora, invece, "dovrebbe" restare comunque fluido essendo 3mm a 50mm/s. vorrei provare a scendere a 2.0-2.5mm comunque, ma non credo di riuscirci (con il Tianse si, non cola nemmeno se lo metto in un pentolino sul fornello)
-
Velocità Small Perimeters
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
L'esito è positivo. Pareggiando la velocità dei perimetri piccoli con quella dei perimetri esterni, la superficie esterna è diventata liscia, non ho più il fastidioso banding che mi affliggeva da settimane. Il problema è un altro: mi sembra assurdo che tale funzione (molto utile sulla carta) generi errori di stampa così palesi. Come faccio a sapere che non sia la mia stampante il problema ? C'è anche da dire che un mio gcode è stato stampato su una Ender ed ha riscontrato lo stesso problema nello stesso punto, quindi mi vien da pensare che sia un difetto "normale" Forse c'è troppo "stacco" tra la velocità dei perimetri piccoli (15mm/s) e quella degli esterni (40mm/s) ? Voglio rifare una prova stampando i perimetri piccoli a 30 invece di 15. Magari una differenza minore non genera artefatti -
No, i 10.000 a cui faccio riferimento sono i passi che riesce a gestire l'elettronica a 8bit. Non è un discorso meccanico ma elettronico. Per il semplice motivo che se metto valori più bassi ho oozing sulle stampe. Domani provo a regolare meglio, ma avevo fatto una quantità spropositata di test e la situazione attuale (3mm/50mm al sec con 180mm/s di travel) sta funzionando a dovere, ho fatto ottime stampe. Perchè devo aumentare la temperatura ?
-
200mm/s con 80step/mm sono circa 16000 step al secondo. Questo 16000 da dove arriva, dato che nel link di reprap si parla di 10000? Per l'accelerazione invece? C'è modo di calcolare quella massima o si va "un tanto al chilo" come fanno la maggior parte delle persone (produttori compreso) con le velocità massime? Geeetech di default mette 1000 o 2000 come feedrate! Comunque dopo provo a mettere tutto a 200, anzi 180, dato che 200 sarebbe il massimo teorico. A 180 ci sono già con i travel quindi tutto dovrebbe quadrare.
-
200mm/s ci può stare, anche se io ho notato una differenza di velocità anche tra 200 e 300, ma può essere semplicemente l'accelerazione maggiore, dovendo andare, teoricamente, più veloce a parità di spazio.
-
https://reprap.org/wiki/Step_rates "Marlin/Repetier on ATmega 16 MHz (e.g. RAMPS) in single-stepping: <10.000 steps/second (10 kHz)." In Slic3r non c'è nulla che faccia rallentare o arrotondare le curve, quindi il problema deve essere lato firmware, ma io e te abbiamo firmware diversi ma lo stesso problema. Quindi forse stando al gcode c'è qualcosa che fa impazzire il marlin. Bisognerebbe provare a ristampare con jerk 20 e vedere se cambia. Oppure aumentare l'accelerazione, ma nel mio caso, aumenta a dismisura il ghosting, avevo già provato. Ah, una cosa, il bordo arrotondato è uniforme su tutta la parete o solo circa mezzo cm dalla base e mezzo dalla cima ?
-
Confermo. Li ho anche io. Secondo me o va troppo piano nelle curve e quindi si deposita troppo materiale oppure boh Le mie prove con e senza s-curve, con e senza junction etc etc servivano proprio a ridurre questo problema
-
Io sto provando la benchy con gli assi a 125mm/s di feedrate ma ovviamente ora ho problemi di retraction, dato che in precedenza la velocità di travel era 180, in teoria ora è castrata a 125. Mah, sono per rimettere il valore precedente perché visivamente gli assi si spostano almeno il doppio più velocemente di 125, se necessario
-
No, viene ignorato, applica il jerk che dovrebbe essere a 10
-
E' il mio ultimo gcode ? Strano tutto quel ghosting, ha 500 di accelerazione e max feed rate 125
-
Niente più bande nello scafo!!!

-
Si capisce. Quindi quello sarebbe un connettore pneumatico di quelli da avvitare che tu hai messo dentro quel coso verde che dovrebbe corrispondere all'attacco standard E3D v6 (dato che il bondtech può ospitare direttamente il v6 in modalità direct) Se si, hai l'STL di quel coso verde che me lo stampo subito ? che misura ha il tuo connettore ?
-
Z: doppio motore o doppia barra?
iLMario ha risposto a iLMario nella discussione Hardware e componenti
Non posso parlare male della cinghia, ho qui quella rinforzata, se @Tomto scopre che non le ho ancora montate, poi mi sgrida......... -
Velocità Small Perimeters
iLMario ha pubblicato una discussione in Problemi generici o di qualità di stampa
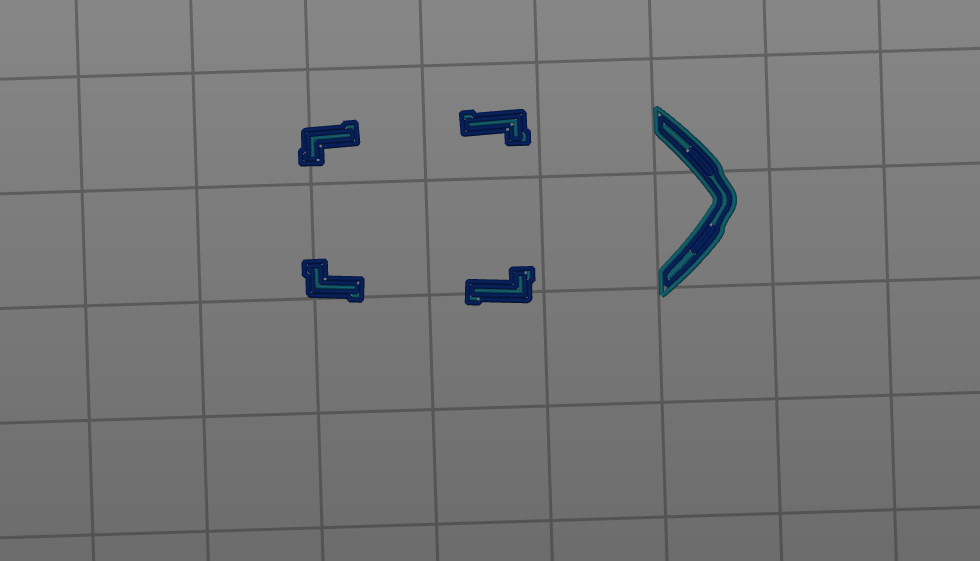
Ho capito perchè Slic3r stampa male la benchy (ed anche il cubo di calibrazione). E' l'impostazione "small_perimeters". In pratica, se il perimetro che sta stampando (non tutto il layer, ma solo il perimetro del singolo pezzettino) ha raggio inferiore a 6.5'', lui applica una velocità diversa dalle altre, molto più bassa, default a 15mm/s, quando il resto dei perimetri lo fa a 40 o 50. Questo comporta una evidente differenza in termini di ghosting, vibrazioni etc etc. Se l'intero perimetro esterno fosse stampato a 50 o 60, il ghosting sarebbe "uniforme" e quindi, per quanto fastidioso, non creerebbe quelle fastidiose bande. Cambiando la velocità, invece, il ghosting presente su tutto lo scafo, nei pezzi stampati a velocità inferiore diminuisce, o comunque sia , cambia in maniera sensibile, creando la fasciatura fastidiosissima. Questo spiega perchè il mio gcode stampato su una Ender3 ha riportato lo stesso identico problema nello stesso posto. Ora, come si risolve ? Il fix corretto sarebbe rimuovere del tutto il ghosting a monte, ma non è possibile. Ne Cura, ne Simplify hanno una opzione per i piccoli perimetri (pensandoci bene, la trovo una grande mancanza), loro si basano sulla durata di stampa di tutto il layer (anche slic3r ha questa opzione) e rallentano tutto il layer. Potrei impostare come velocità piccoli perimetri la stessa dei perimetri normali, disattivando, di fatto, tale opzione, il problema però è: a quale velocità lo setto ? Perimetri esterni o perimetri interni ? Perchè dipende dal punto in cui si trova il piccolo perimetro...... In allegato una foto della benchy in uno dei livelli problematici. Si possono vedere i 5 perimetri con raggio inferiore a 6.5mm ed infatti li colora di blu (nel mio caso, indicano una velocità di 15mm/s). L'intero layer sarebbe stampato in oltre 15 secondi, non facendo "scattare" il rallentamento di Simplify3D, mentre in questo caso Slic3r rallenta brutalmente per stampare i 5 pezzettini. Questa opzione è utile, perchè ti permette di stampare complessivamente molto più veloce per poi rallentare solo quando serve, come appunto dei piccoli pezzi che diversamente potrebbero non essere stampati a dovere a 50mm/s Comunque, ho messo in stampa una benchy con i piccoli perimetri settati a 40mm/s, lo stesso valore dei miei perimetri esterni. Vediamo che succede. Se avete qualche idea fate sapere.
-
Che adattatore ? C'è qualcosa da stampare ?
-
Z: doppio motore o doppia barra?
iLMario ha risposto a iLMario nella discussione Hardware e componenti
Grazie a tutti per le risposte. In realtà io non ho nemmeno guardato quanti stepper ho nella scheda madre, non ci ho mai fatto caso ma non mi pare ci sia un posto per lo stepper del motore (avendo io due estrusori) Il mio obiettivo è stabilizzare al massimo l'asse X, che attualmente è "a sbalzo", essendo vincolata solo da un alto. Quando l'asse sale, il motore sposta tutto più in su, agendo solo su una vite, mettendone due di fatto si riesce a tenere l'asse perfettamente in parallelo. C'è da dire che non mi interessa avere l'asse in parallelo per avere un miglior livellamento del piano, ho il sensore, ci pensa lui a correggere man mano che si sposta durante la stampa, ma vorrei evitare, dopo aver posizionato gli estrusori direttamente sull'asse (come nella Ender o nella A10), il peso faccia flettere ulteriormente il lato destro. Una barra lo terrebbe fermo in posizione, essendo avvitato. Il secondo motore, a cosa serve, se la seconda barra è sincronizzata con la cinghia ? -
Adesso l'ho rimontato con l'attack ed un adattamento, spero tenga. Comunque è fatto come da foto allegata, presa dal sito fysetc. Non è standard nel senso che il giunto pneumatico si infila dentro quel blocco di plastica (il trianglelab è invece alluminio). Solo che non si avvita, è a pressione. Un giunto pneumatico standard di pari dimensioni ha un filetto, ed il filetto fa spessore, li dentro non ci entra. Adesso ho dato un mezzo giro avvitando un giunto che avevo qui e gli ho messo l'attack. Spero tenga....
-
Ok, sono fuori uso. Si è spaccato il giunto pneumatico che collega il tubo all'estrusore... ed ovviamente non è standard, ma ha una forma tutta sua come quella del bondtech
-
ecco il cubetto. Intanto qui le bestemmie volano, mi si stacca il tubo il PTFE dall'estrusore, nonostante ci sia una fascetta a tenerlo fermo nel giunto pneumatico. xyzCalibration_cube.gcode
-
Io avevo preso i parametri da questo screen. Appena vado in ufficio ti mando un cubo con la mia configurazione attuale che è sicuramente molto più lenta della tua in termini di accelerazioni e cose simili. Il resto è standard prusa Hai le barre T8 con scheda 8bit?
-
@Tomto non l'ho messo io lo zhop, é il profilo ufficiale prusa MK2 della quale la tua è un clone. Credo si alzi di 0.6 Che valori ci sono come accelerazione e feedrate nel gcode? Se non ho sbagliato a digitare, ho preso i tuoi Se vuoi dopo ti mando il gcode della configurazione che sto usando io da qualche giorno, niente zhop, accelerazione 500 salvo 2000 in retrazione e 300 di feedrate assi. (Ma poco fa ho provato 125 assi e 25 su Z e E)
-
Ho sistemato un po' di cose. Tolto i rotelloni (mi servirebbe una modifica al disegno..... Vanno stretti di qualche millimetro) , rimesso il silicone al posto delle molle, livellato il piano, sistemato zoffset del sensore, tutto sembra ok, il primo layer viene stampato e sta appiccicato al vetro..... Poi, come già mi è capitato altre volte con un filamento bianco di marca ignota, a metà stampa smettere di estrudere.... Secondo me la vite della ruota godronata non è abbastanza avvitata, eppure la procedura di cambio filo, che va a razzo, viene effettuata correttamente. Sto filamento del cavolo è la terza volta che smette di estrudere. Qualche idea? Devo stampare un pezzo bianco ed è l'unico bianco che ho....
-
Siamo in due. Tutto ad un tratto, mi ritrovo con il piatto non a livello. Mah.