iLMario
-
Numero contenuti
3.929 -
Iscritto
-
Ultima visita
-
Giorni Vinti
91
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di iLMario
-
Fa un rumore tipo risucchio? Comunque non è escluso che io abbia assemblato male il tutto, magari devo stringere di più.. magari va stretta di più anche la vite della tensione, ho visto che il BMG lavora diversamente, non si deve aprire la levetta per inserire il filo, basta appoggiarlo e poi se lo pesca da solo con la procedura di cambio filo del firmware
-
Se alzo vref il motore ustiona e clicca comunque. Ma è un click leggerissimo, non sono sicuro sia una anomalia. Non è il click del Titan che perde passi, per intenderci, quello è molto più forte c'è rumore. Questo mio è talmente leggero che spesso lo scambio per la bobina che si strotola. Non escludo sia un rumore normale dato, magari, dalle pulegge interne che ballano... È un "tic" leggerissimo che è presente solo e soltanto durante una retrazione (e nemmeno sempre) Per intenderci: lui sta estrudendo, le ruote interne girano in un verso con una determinata tensione. Poi ritrae, inverte tutto il giro e le pulegge si assestano al contrario. Se c'è qualcosa di ballerino durante il cambio di direzione"balla" e fa rumore. Non so se hai capito cosa intendo
-
Beh sono passato dal Titan della stampante al clone bondtech, non è cambiato nulla. Posso provare a mettere il terzo estrusore ma dubito cambi qualcosa. Parlo sempre dei layer sfasati eh, non dei problemi di retraction
-
Non ho TMC all'estrusore Come accelerazione ho 500 ovunque
-
Ho abbassato la vref estrusore ma clicca ancora di più. Vorrà dire che devo salire ma dopo il motore ustiona. Non capisco, anche con il 2208 diventava bollente il motore. Boh. Possibile che scaldi così tanto l'estrusore? Molto molto più di Y
-
Ma forse intendono perchè deve sollevare di forza tutto l'asse. Vabbè, se fosse un problema di coppia, Z sarebbe o surriscaldato o perderebbe passi, invece tra tutti, nonostante abbia 1.10 di vref, è quello in assoluto più freddo.
-
In realtà, ho appena abbassato quella dell'estrusore perchè il motore scotta e nella stampa di poco fa ho visto una piccola perdita di passi. Adesso verifico, se la perdita di passi aumenta anche in questa stampa, vuol dire che sono sceso troppo di vref e devo alzare. Ma poi il motore brucia.... Adesso ho alzato a 1.0 anche la VREF di X Ho già un box da stampare. https://www.thingiverse.com/thing:3322209 Ma volevo adattarlo per poter inserire dentro anche il raspberry, sarebbe stato il mio primo progetto CAD ma è 1 mese che sto bestemmiando con questa stampante. Leggevo in giro che i 2208 su Z non sono consigliabili (come anche sull'estrusore) perchè Z ha bisogno di molta coppia. Mah.
-
Non sforza niente nemmeno adesso con il motore appoggiato. A forza di stampare, si è stabilizzato, ma se anche la barra fosse storta, man mano che sale la chiocciola sposta l'asse al posto giusto e non subendo la resistenza da parte del motore, resta automaticamente in asse. Step 2: ho notato, nel Phil stampato ieri con S3D, un leggerissimo shift su X. E' strano perchè mi sarei spostato un pezzo di stampa "a sbalzo", se ad esempio il lato sinistro è "incassato", mi aspetterei il lato "destro" sporgente. Comunque, potrebbe essere una vref troppo bassa al driver X ? (2208). Anche dopo ore di stampa, è da questa mattina che sto stampando praticamente senza sosta quindi i motori non hanno il tempo di raffreddarsi, X resta freddo, nemmeno tiepido. Eppure mi sembra di essere già attorno 0.90. Io avevo sostituito, giorni fa, i 2208 di Geeetech con quelli di FYSETC per scoprire che questi ultimi non ci stavano per via del dissipatore. Ho pertanto rimesso i Geeetech, ma non rispettandone l'ordine precedente, quindi ho dovuto ri-regolare le VREF, magari ho fatto casino e sono troppo basso o troppo alto. Se il motore non scalda, la vref è corretta ? Se ricordo bene, in X,Y,Z sono, rispettivamente: 0.90, 1.0, 1.10 o cose simili. L'estrusore l'ho abbassato a 0.95 ma sento cliccare ugualmente durante le retrazioni (magari è normale). E' un click leggerissimo.
-
Adesione zero
iLMario ha risposto a Danialbe nella discussione Problemi generici o di qualità di stampa
Su un isola deserta, la stampante sarebbe già volata in acqua, almeno la mia. -
La barra l'ho sistemata. Ora è "dritta". Ma andiamo con ordine. Supponiamo di avere una macchina che soffre di wobbling. Se metto il giunto oldham tra motore e barra, metto una barra dritta o quasi dritta, risolvo il wobble o c'è altro da dover sistemare ? Il giunto mi arriva mercoledì. Alla fine l'ho ricomprato, l'altro devo averlo buttato via per errore.
-
Si. E' tutto il resto che persiste. Non so veramente cos'altro controllare.
-
Adesione zero
iLMario ha risposto a Danialbe nella discussione Problemi generici o di qualità di stampa
LOL Costano più i fogli di alluminio ed il gas che comprare un kit completo di nozzle su Amazon 🙂 -
In realtà le bande ci sono anche nella benchy postata qui sopra, solo che da foto non si notano molto. Ho stampato un cerchio: https://www.thingiverse.com/thing:2306157 è venuto perfetto. esattamente 50mm, quindi le cinghie sono tese in maniera corretta.
-
Intasamenti continui
iLMario ha risposto a Fabio_Dino nella discussione Problemi generici o di qualità di stampa
Nella A10 "normale" quindi la non -M, ci sono due ventole. Una è quella per raffreddare il pezzo, ed è quella visibile in foto, dove però manca il condotto che spinge aria sul pezzo (senza il condotto quella ventola è del tutto inutile). L'altra è quella che raffredda il dissipatore dell'hotend, è attaccata al cestello in alluminio, a destra o sinistra e butta aria dritto per dritto (una ventola classica per intenderci). -
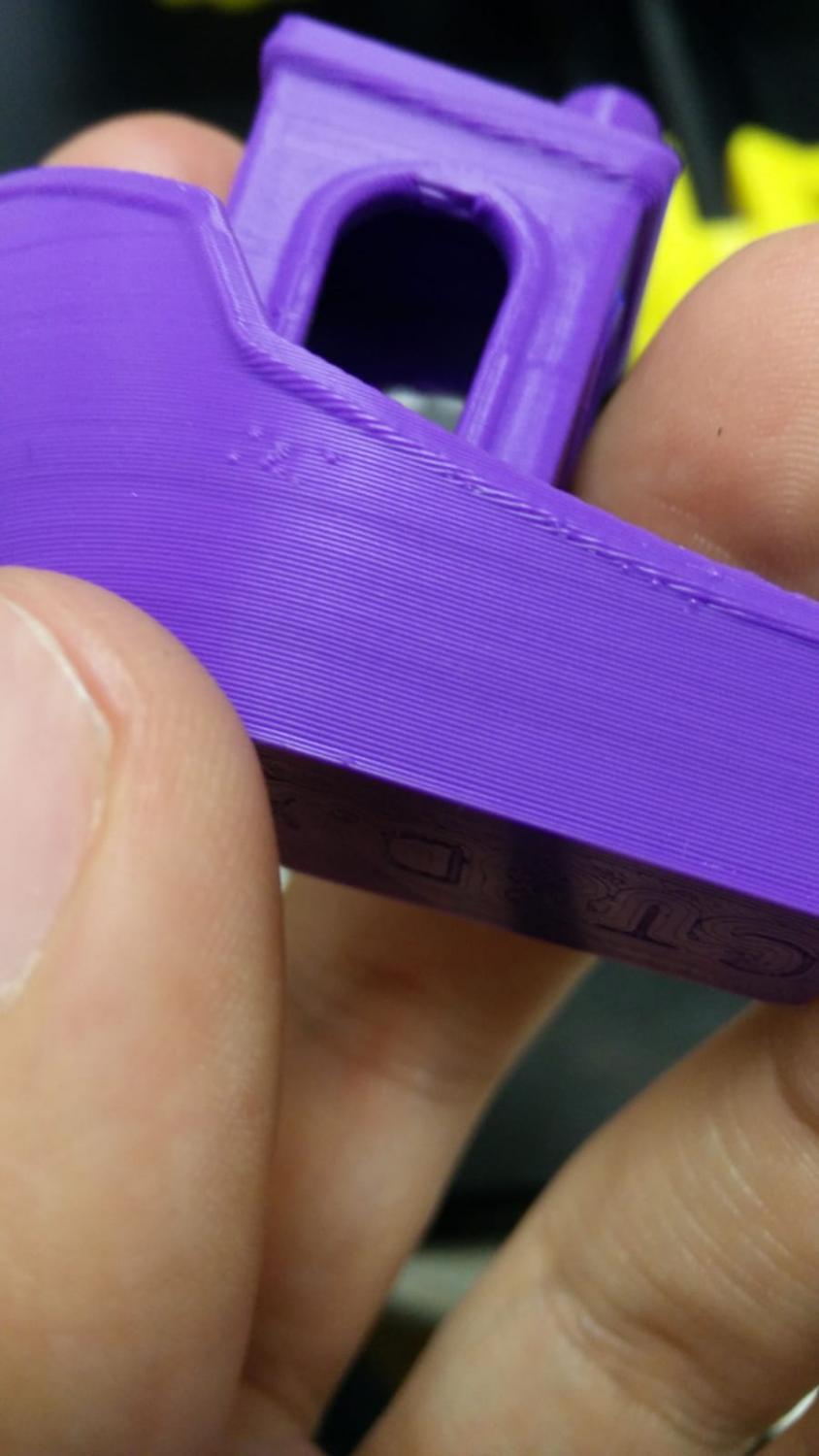
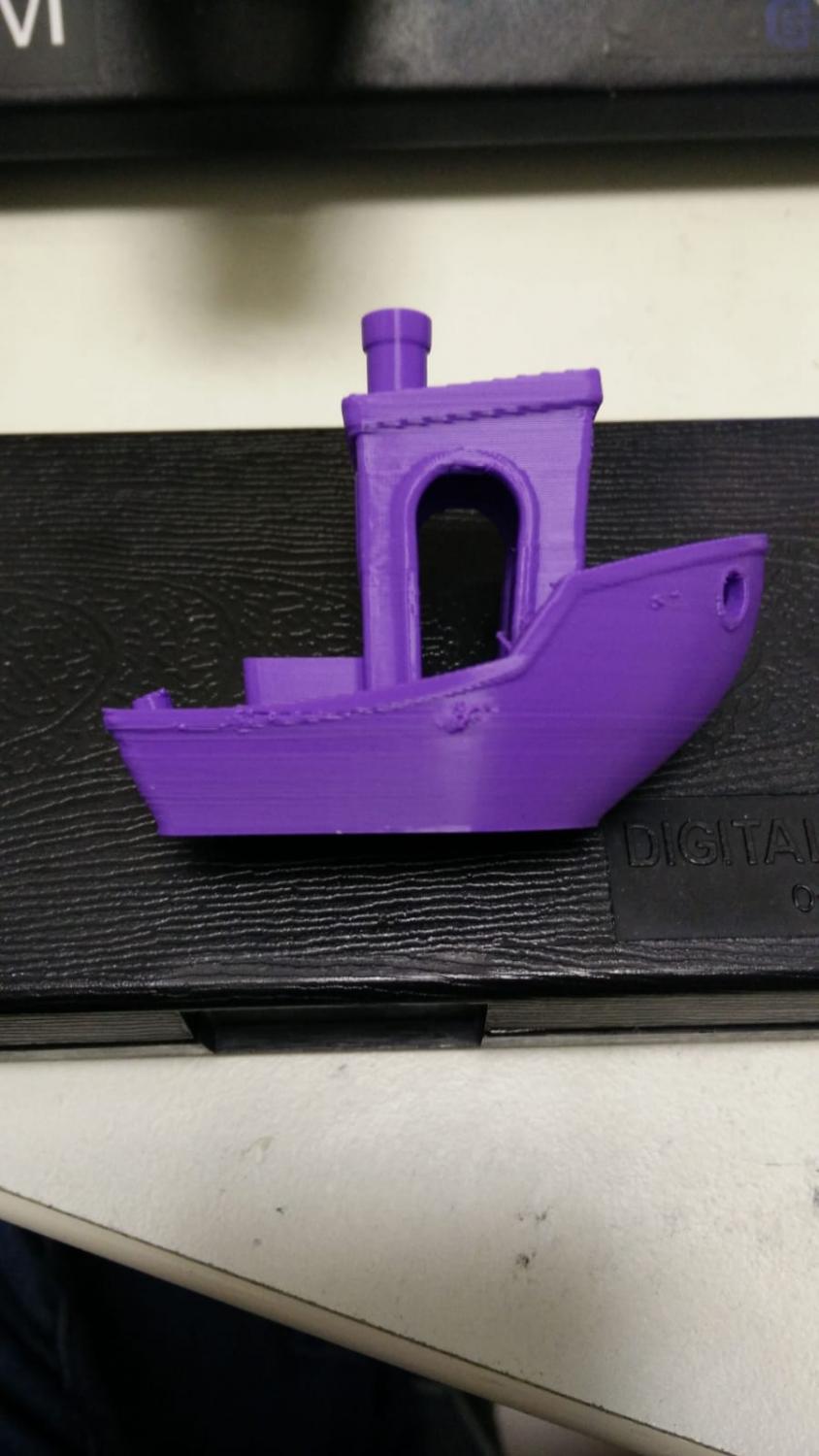
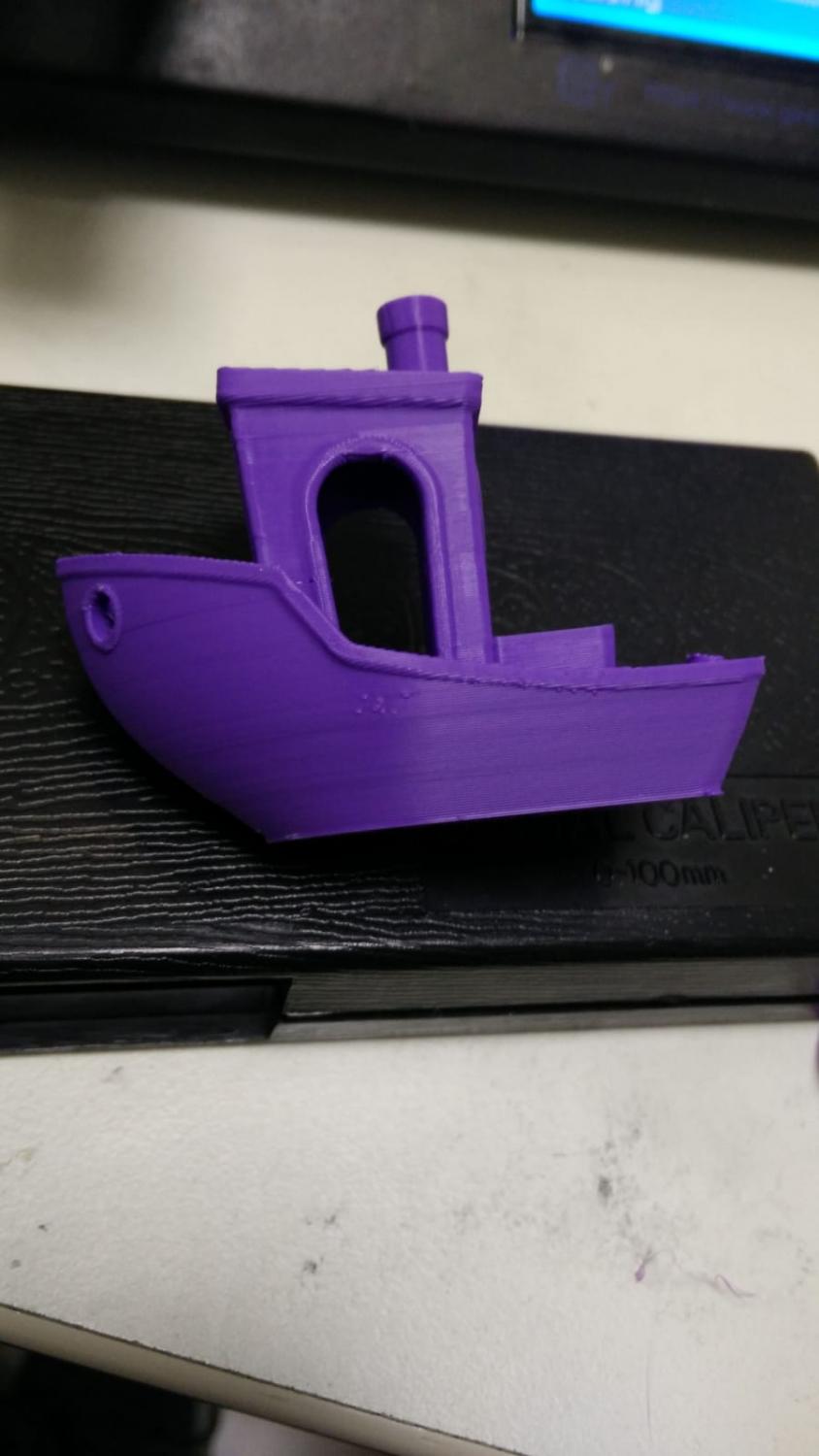
Ecco la benchy con i perimetri esterni stampati prima. La seam è molto più visibile, ma non ci sono layer fuori posto o bande orizzontali... O sbaglio? Consideriamo anche che il filo non mi piace, stampo a 200 gradi che forse non è la temperatura giusta (magari ad altre temperature i layer si fondono meglio) ed ho la retrazione da sistemare. Mi sto concentrando solo sul problema dei layer

-
Adesso mi gufo da solo ma .............. sta uscendo una benchy liscia. Due cambiamenti: perimetri esterni prima degli interni, feedrate pompato. Sul feedrate pompato dubito abbia avuto qualche utilità, S3D non modifica il feedrate in fase di stampa ed usa quello del firmware. Su Slic3r, visto che non si può disattivare l'invio del M203, avevo impostato gli stessi valori del firmware, quindi si è sempre comportato uguale a S3D. Rimane solo la stampa invertita dei perimetri. Appena ha finito ristampo identico ma con i perimetri interni prima degli esterni (il default). Se tornano le onde, il problema è li.
-
Vado a leggere. Sapevo dei cerchi, infatti mi sono appena scaricato un test che fa alcuni cerchi ed alcuni quadrati, voglio vedere se allentando completamente la cinghia fino a farla slittare su azione del motore e poi stringendo quel tanto che basta per fargli fare presa, i cerchi restano tondi. Se restano tondi, in teoria, le cinghie sono corrette.
-
@Tomto la tensione delle cinghie deve essere quanto basta per non farle slittare durante il movimento da parte del motore o hanno anche altri scopi ?
-
o una inerzia eccessiva durante certi spostamenti che non fa posizionare il piano dove dovrebbe stare, ho pensato a questo....
-
Io stampo sempre a 3 perimetri, quando devo fare pezzi strutturali faccio 4 o 5 più infill 50% minimo, ma per la benchy ho sempre fatto 10% e 3 perimetri (come da specifiche benchy e sopratutto per avere una stampa confrontabile con le mie vecchie) Adesso sto stampando da fuori verso dentro, vediamo.... Ah, la stampa su vetro 4mm (non il cinese, ma del vetraio) non ha cambiato niente rispetto al 5mm La prova successiva sarà ripristinare la barra acquistata per conto mio, che a differenza di quella geeetech, è drittissima (anche la geeetech è decisamente dritta, ma non al 100%)
-
Intasamenti continui
iLMario ha risposto a Fabio_Dino nella discussione Problemi generici o di qualità di stampa
Si, la A10 ha un convogliatore (piuttosto scadente) che da quella ventola radiale convoglia aria sul pezzo appena stampato subito sotto il nozzle (non sul nozzle) -
Non ho cambiato slicer di continuo, ho stampato sempre e solo con Slic3r Prusa Edition (prima la alpha, poi le beta, per pochissimo, 1-2 stampe, quella stabile). In slic3r prima si stampano gli interni, poi il bordo esterno. Ho provato ad invertire, non cambia nulla. Perchè me lo chiedi ? Hai notato differenze tra stampare prima l'interno e poi l'esterno e viceversa ? Mi sa che tutti gli slicer stampano da dentro verso fuori, di default.
-
Ho verificato. Il mio vetro è 5mm quello cinese 4 Si è sbagliato il vetraio. Ora ne ho messo uno da 4 vediamo se cambia qualcosa
-
Dei video dove faccio vedere la tensione delle cinghie. Comunque, ora ho teso le cinghie, grossomodo come erano quando stapavo a dovere. I layer incassati sono sempre li, nello stesso identico punto. Non è cambiato nulla. Non mi resta che provare a mettere il vetro più sottile, ma mi sembra impossibile che un vetro possa causare lo stesso difetto in maniera identica sempre nello stesso punto. A parte questo: il nuovo estrusore estrude una meraviglia, ma durante le ritrazioni clicca, spesso e volentieri. Non so se è il suono tipico di questo estrusore (un po come il tipico suono simil-scoreggia 😄 del Titan) o se si tratta veramente di un click con perdita di passi. Il tuo come si comporta ?
-
https://www.facebook.com/100015704528990/videos/491468854719928/ https://www.facebook.com/100015704528990/videos/491468928053254/ https://www.facebook.com/100015704528990/videos/491469014719912/