iLMario
-
Numero contenuti
3.929 -
Iscritto
-
Ultima visita
-
Giorni Vinti
91
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di iLMario
-
Temperature PLA
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
La temperatura non riesco a provarla, non riesco a stampare le temp tower. sono costretto ad andare ad occhio. La retraction è calibrata, posso fare tutti i test che vuoi, vengono quasi perfetti. Di assurdo c'è che non cola. Zero. Ho controllato durante la stampa sia il comportamento in estrusione sia in retrazione. Quandro estrude, il filo non cola, quando ritrae, lo ritrae bene, si vede proprio il risucchio e libera il nozzle. E' estremamente pulito da questo punto di vista. Ad esempio la scritta sul fondo della benchy la fa benissimo, con una precisione incredibile e senza sbavature. Però, fa oozing e stringing a volontà, ma solo in determinate circostanze (che ignoro) e c'è di mezzo anche lo slicer a complicare non poco le cose. -
test retraction
iLMario ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
purtroppo non basta sistemare il problema solo su un test, almeno per la retraction. Io ad esempio riesco a superare egregiamente almeno 3-4 test di retraction, poi appena stampo qualcosa di reale, sono sommerso di stringing. Se con 6 avevi ancora le schifezze attaccate, alza la distanza, cerca comunque di stare sotto gli 8. Molto importante anche l'accelerazione sulle retrazioni. Puoi mettere anche velocità 150, ma se l'accelerazione è bassa, non raggiungerai mai tale velocità ed il nozzle ti ha già sporcato il prezzo. Quanto hai di accelerazione ? -
test retraction
iLMario ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Ma che hotend hai ? Con un bowden, retrazioni di anche 6mm sono piuttosto comuni, sopratutto con il tubo in PTFE cinese. Se sei a 3.5, io aumenterei fino a cercare di far sparire l'oozing. Prova a mettere da 6/6.5, se scompare, aumenti la velocità e scendi di distanza fino a trovare un equilibrio.- 100 risposte
-
- 1
-

-
- test
- retraction
- (and 3 più)
-
Interessante, una stampante che stampa lana... Invece della bobina ci metti direttamente la pecora ?
-
Temperature PLA
iLMario ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
Onestamente non lo so, sono 3 giorni che uso questo filamento viola ed ho sempre notato una quantità assurda di stringing. il tianse rosa ha sempre stampato meglio, molto meglio, ma è anche vero che non ho mai stampato oggetti multipli (anzi si, ma bassi) -
Allora, qui Slic3r fa casino. guardacaso l'avevo scritto poco fa, è una delle cose che non mi piacciono. Simplify non fa override delle impostazioni del firmware con M203, setta i suoi valori poi, credo, ci pensi il firmware a castrarli. Nel tuo gcode S3D sposta Z a 16.7mm/s, io nel firmware ho come valore massimo 5, quindi presumo che il firmware castri il 16.7 di S3D a 5. Slic3r fa override, spara un bel M203 ad inizio gcode e setta i suoi valori (che io avevo già pareggiato al firmware), quindi mi setta un bel 5. Quindi il problema non è nemmeno la velocità su Z. Il firmware la castrerebbe comuqnue, ma castrerebbe anche quella di S3D
-
Sta a vedere che ho trovato il colpevole: Slic3r: G1 Z0.700 F4800.000 Simplify: G1 Z0.400 F1002 Il mio si muove a 80mm/s in Z, Simplify a 16.7 Non ho cura in questo PC, con Cura impostato a 60mm/s, che cosa mette di velocità nel gcode, per gli spostamenti di Z ? Sta a vedere che gli 80mm/s su Z non fanno posizionare bene il carrello.
-
Il filamento ci mette del suo, sicuro. Il tianse rosa stampa molto meglio, i layer sono meno visibili e più "uniti", ma resta comunque quella specie di banding, esattamente nello stesso punto della benchy, come con il filo amazon. Filo amazon che tra l'altro mi hanno anche cambiato, quello che uso ora è stato aperto ieri, quindi è in condizioni ottimali
-
Sembra proprio il mio problema. Beh, mi sembra giusto. Ho un clone prusa, quindi hanno clonato anche il problema.
-
Io credo e spero sia lo slicer altrimenti non si spiegherebbe come mai con S3D la benchy è uscita molto bene, con Cura è uscita benone, con slic3r esce una schifezza. Ma non posso ancora escludere problemi hardware, perchè visivamente, quello che vedo sembra proprio wobbling o un problema di estrusione. Se qualcuno si vuol stampare una Benchy, vi passo un mio gcode.
-
la luce è l'unico fattore che non ha niente a che vedere con il problema. La stampa esce proprio male, non è la luce che la fa risultare peggio di quel che è. E' proprio uno schifo.
-
3 giorni ? A me sembravano almeno 13
-
Perchè dicono tutti di toglierlo ed anche perchè l'MS3 non mi pare sia collegato nei TMC quindi tenerlo o non tenerlo non avrebbe cambiato nulla. https://wiki.fysetc.com/TMC2208/ NC è dove normalmente c'è MS3
-
Beh anche con gli altri due stampi l'impossibile. Di cura mi mancano solo i supporti ad albero (ed, a dirla tutta, qualcuno che mi spieghi come rendere più facilmente removibili i supporti di Slic3r, che sembrano fatti di cemento). Per il resto, non essendo un professionista, fa tutto quello che deve fare ed anche di più (la layer height dinamica è una figata pazzesca)
-
Che S3D abbia meno opzioni, dubito. Che sia più curato e semplice confermo. Lo stesso vale per Slic3r, ha certamente molte meno opzioni, ma è infinitamente più semplice di Cura. Quello che odio di Cura è l'interfaccia, tutte le opzioni buttate li in un singolo infinito menu, è un insulto all'usabilità dei software (ed io progetto software di mestiere). Vuoi cambiare un parametro, lo devi cercare in mezzo a mille milioni. Slic3r almeno accorpa per "genere": stampante, filamento, stampa. Qualcosa di simile c'è anche su S3D. Su Cura hai i preset, carichi un preset, come ad esempio il filamento, e lui di va a modificare X parametri in mezzo a quei mille milioni buttati li alla rinfusa. No dai, è una vera merda. Ti passo io una benchy ?
-
@Tomto guarda un po qui: https://github.com/prusa3d/Prusa-Firmware/issues/602 sembrano familiari le immagini vero ? In quel papiro infinito si parla di microstepping. Effettivamente, io ho cambiato i driver, i TMC vanno, in interpolazione, a 256 invece di 16. Non ho adeguate conoscenze tecniche per capire di cosa stiano parlando. Può avere un senso ? Ho il driver originale all'estrusore e i 2208 agli assi (con jumper MS3 rimosso, ma dovrebbe essere ininfluente)
-
Lo fa S3D o non lo fa affatto e lascia fare al firmware ? Accelerazione e jerk sono una delle poche cose che non sopporto di Slic3r. Non c'è modo di staccare l'inserimento di M204 nel gcode quindi mi devo ricordare di settare gli stessi valori che ho da firmware, perchè se metto 0, non si disattivano, si settano a 0 nel gcode. Per me questa è una limitazione, ma gli sviluppatori non sono molto "open".....
-
test retraction
iLMario ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Il Prusa Edition mi raccomando. Usa l'ultima beta poi, non la stabile. -
test retraction
iLMario ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Prova Slic3r PE e, se non hai problemi di stampa come me, non lo abbandoni più. Certo, ha molte meno funzioni, ma è molto più intuitivo ed ha tutto ciò che serve. -
test retraction
iLMario ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Io non conosco bene Cura. Lo conosco quel tanto che basta per non volerlo usare 😄- 100 risposte
-
- 1
-

-
- test
- retraction
- (and 3 più)
-
# generated by Slic3r Prusa Edition 1.42.0-beta1+linux64 on 2019-04-04 at 21:38:59 [print:Standard 0.20mm] avoid_crossing_perimeters = 1 bottom_fill_pattern = rectilinear bottom_solid_layers = 3 bridge_acceleration = 0 bridge_angle = 0 bridge_flow_ratio = 1 bridge_speed = 60 brim_width = 0 clip_multipart_objects = 0 compatible_printers = compatible_printers_condition = complete_objects = 0 default_acceleration = 0 dont_support_bridges = 1 elefant_foot_compensation = 0 ensure_vertical_shell_thickness = 0 external_perimeter_extrusion_width = 0 external_perimeter_speed = 40% external_perimeters_first = 0 extra_perimeters = 1 extruder_clearance_height = 20 extruder_clearance_radius = 20 extrusion_width = 0.4 fill_angle = 45 fill_density = 10% fill_pattern = rectilinear first_layer_acceleration = 0 first_layer_extrusion_width = 0 first_layer_height = 0.3 first_layer_speed = 50% gap_fill_speed = 20 gcode_comments = 0 gcode_label_objects = 1 infill_acceleration = 0 infill_every_layers = 1 infill_extruder = 1 infill_extrusion_width = 0 infill_first = 0 infill_only_where_needed = 0 infill_overlap = 10% infill_speed = 60 inherits = interface_shells = 0 layer_height = 0.2 max_print_speed = 80 max_volumetric_speed = 0 min_skirt_length = 50 notes = only_retract_when_crossing_perimeters = 1 ooze_prevention = 0 output_filename_format = [input_filename_base].gcode overhangs = 0 perimeter_acceleration = 0 perimeter_extruder = 1 perimeter_extrusion_width = 0 perimeter_speed = 60 perimeters = 3 post_process = print_settings_id = raft_layers = 0 resolution = 0 seam_position = aligned single_extruder_multi_material_priming = 1 skirt_distance = 20 skirt_height = 1 skirts = 1 slice_closing_radius = 0.049 small_perimeter_speed = 15 solid_infill_below_area = 70 solid_infill_every_layers = 0 solid_infill_extruder = 1 solid_infill_extrusion_width = 0 solid_infill_speed = 100% spiral_vase = 0 standby_temperature_delta = -5 support_material = 0 support_material_angle = 0 support_material_auto = 1 support_material_buildplate_only = 1 support_material_contact_distance = 0.2 support_material_enforce_layers = 0 support_material_extruder = 1 support_material_extrusion_width = 0 support_material_interface_contact_loops = 0 support_material_interface_extruder = 1 support_material_interface_layers = 3 support_material_interface_spacing = 0 support_material_interface_speed = 100% support_material_pattern = rectilinear support_material_spacing = 2.5 support_material_speed = 60 support_material_synchronize_layers = 0 support_material_threshold = 0 support_material_with_sheath = 1 support_material_xy_spacing = 50% thin_walls = 1 threads = 4 top_fill_pattern = rectilinear top_infill_extrusion_width = 0 top_solid_infill_speed = 25% top_solid_layers = 3 travel_speed = 80 wipe_tower = 0 wipe_tower_bridging = 10 wipe_tower_rotation_angle = 0 wipe_tower_width = 60 wipe_tower_x = 180 wipe_tower_y = 140 xy_size_compensation = 0 [filament:AmazonBasics PLA Viola] bed_temperature = 65 bridge_fan_speed = 100 compatible_printers = compatible_printers_condition = compatible_prints = compatible_prints_condition = cooling = 0 disable_fan_first_layers = 2 end_filament_gcode = "; Filament-specific end gcode \n;END gcode for filament\n" extrusion_multiplier = 1 fan_always_on = 1 fan_below_layer_time = 60 filament_colour = #C900FF filament_cooling_final_speed = 3.4 filament_cooling_initial_speed = 2.2 filament_cooling_moves = 4 filament_cost = 19.9 filament_density = 1.24 filament_diameter = 1.75 filament_load_time = 0 filament_loading_speed = 28 filament_loading_speed_start = 3 filament_max_volumetric_speed = 0 filament_minimal_purge_on_wipe_tower = 15 filament_notes = "" filament_ramming_parameters = "120 100 6.6 6.8 7.2 7.6 7.9 8.2 8.7 9.4 9.9 10.0| 0.05 6.6 0.45 6.8 0.95 7.8 1.45 8.3 1.95 9.7 2.45 10 2.95 7.6 3.45 7.6 3.95 7.6 4.45 7.6 4.95 7.6" filament_settings_id = "" filament_soluble = 0 filament_toolchange_delay = 0 filament_type = PLA filament_unload_time = 0 filament_unloading_speed = 90 filament_unloading_speed_start = 100 first_layer_bed_temperature = 65 first_layer_temperature = 200 inherits = max_fan_speed = 80 min_fan_speed = 100 min_print_speed = 10 slowdown_below_layer_time = 5 start_filament_gcode = "; Filament gcode\n" temperature = 200 [filament:Tianse PLA Rosa] bed_temperature = 65 bridge_fan_speed = 100 compatible_printers = compatible_printers_condition = compatible_prints = compatible_prints_condition = cooling = 1 disable_fan_first_layers = 2 end_filament_gcode = "; Filament-specific end gcode \n;END gcode for filament\n" extrusion_multiplier = 0.96 fan_always_on = 1 fan_below_layer_time = 60 filament_colour = #FFB3B3 filament_cooling_final_speed = 3.4 filament_cooling_initial_speed = 2.2 filament_cooling_moves = 4 filament_cost = 19.9 filament_density = 1.24 filament_diameter = 1.75 filament_load_time = 0 filament_loading_speed = 28 filament_loading_speed_start = 3 filament_max_volumetric_speed = 0 filament_minimal_purge_on_wipe_tower = 15 filament_notes = "" filament_ramming_parameters = "120 100 6.6 6.8 7.2 7.6 7.9 8.2 8.7 9.4 9.9 10.0| 0.05 6.6 0.45 6.8 0.95 7.8 1.45 8.3 1.95 9.7 2.45 10 2.95 7.6 3.45 7.6 3.95 7.6 4.45 7.6 4.95 7.6" filament_settings_id = "" filament_soluble = 0 filament_toolchange_delay = 0 filament_type = PLA filament_unload_time = 0 filament_unloading_speed = 90 filament_unloading_speed_start = 100 first_layer_bed_temperature = 65 first_layer_temperature = 200 inherits = max_fan_speed = 100 min_fan_speed = 100 min_print_speed = 10 slowdown_below_layer_time = 5 start_filament_gcode = "; Filament gcode\n" temperature = 200 [filament:eSun PLA+ Giallo] bed_temperature = 65 bridge_fan_speed = 100 compatible_printers = compatible_printers_condition = compatible_prints = compatible_prints_condition = cooling = 1 disable_fan_first_layers = 2 end_filament_gcode = "; Filament-specific end gcode \n;END gcode for filament\n" extrusion_multiplier = 1 fan_always_on = 1 fan_below_layer_time = 60 filament_colour = #FBFF00 filament_cooling_final_speed = 3.4 filament_cooling_initial_speed = 2.2 filament_cooling_moves = 4 filament_cost = 19.9 filament_density = 1.24 filament_diameter = 1.75 filament_load_time = 0 filament_loading_speed = 28 filament_loading_speed_start = 3 filament_max_volumetric_speed = 0 filament_minimal_purge_on_wipe_tower = 15 filament_notes = "" filament_ramming_parameters = "120 100 6.6 6.8 7.2 7.6 7.9 8.2 8.7 9.4 9.9 10.0| 0.05 6.6 0.45 6.8 0.95 7.8 1.45 8.3 1.95 9.7 2.45 10 2.95 7.6 3.45 7.6 3.95 7.6 4.45 7.6 4.95 7.6" filament_settings_id = "" filament_soluble = 0 filament_toolchange_delay = 0 filament_type = PLA+ filament_unload_time = 0 filament_unloading_speed = 90 filament_unloading_speed_start = 100 first_layer_bed_temperature = 65 first_layer_temperature = 210 inherits = max_fan_speed = 100 min_fan_speed = 100 min_print_speed = 10 slowdown_below_layer_time = 5 start_filament_gcode = "; Filament gcode\n" temperature = 210 [printer:Geeetech A20M - E3D v6] bed_shape = 0x0,255x0,255x255,0x255 before_layer_gcode = ;M117 Printing layer [layer_num]\n;LAYER:[layer_num] between_objects_gcode = cooling_tube_length = 0 cooling_tube_retraction = 0 default_filament_profile = "" default_print_profile = deretract_speed = 0 end_gcode = ; printing object ENDGCODE\n\nM117 Finished printing.\n\nM104 S0 ; turn off hotend\nM140 S0; turn off hotbed\n\nG28 X0 Y255 F9000; Feed the bed forward making removal easy.\nM84 ; disable motors extra_loading_move = 0 extruder_colour = "" extruder_offset = 0x0 gcode_flavor = marlin high_current_on_filament_swap = 0 host_type = octoprint inherits = layer_gcode = machine_max_acceleration_e = 800,5000 machine_max_acceleration_extruding = 800,600 machine_max_acceleration_retracting = 1000,600 machine_max_acceleration_x = 800,1000 machine_max_acceleration_y = 800,1000 machine_max_acceleration_z = 100,200 machine_max_feedrate_e = 25,120 machine_max_feedrate_x = 300,200 machine_max_feedrate_y = 300,200 machine_max_feedrate_z = 5,12 machine_max_jerk_e = 2.5,2.5 machine_max_jerk_x = 8,4 machine_max_jerk_y = 8,4 machine_max_jerk_z = 0.2,0.4 machine_min_extruding_rate = 0,0 machine_min_travel_rate = 0,0 max_layer_height = 0 max_print_height = 255 min_layer_height = 0.07 nozzle_diameter = 0.4 parking_pos_retraction = 0 print_host = 10.11.12.150 printer_model = printer_notes = printer_settings_id = printer_technology = FFF printer_variant = printer_vendor = printhost_apikey = xx printhost_cafile = remaining_times = 1 retract_before_travel = 2 retract_before_wipe = 0% retract_layer_change = 0 retract_length = 2.1 retract_length_toolchange = 10 retract_lift = 0 retract_lift_above = 0 retract_lift_below = 0 retract_restart_extra = 0 retract_restart_extra_toolchange = 0 retract_speed = 40 serial_port = /dev/ttyUSB0 serial_speed = 250000 silent_mode = 0 single_extruder_multi_material = 1 start_gcode = M412 S0; Stacco sensore filamento\n\nM117 Homing\nG28 ; Home extruder\n\nM117 Auto bed levelling\nG29 L0 ; Load the mesh stored in slot 0 (from G29 S0)\nG29 J ; Livellamento piano a 3 punti per correggere l'eventuale tilt\n \nM117 Printing... toolchange_gcode = ;CAMBIO ESTRUSORE. Current=[current_extruder] Next=[next_extruder] Previous=[previous_extruder] use_firmware_retraction = 0 use_relative_e_distances = 0 use_volumetric_e = 0 variable_layer_height = 0 wipe = 1 z_offset = 0 [presets] print = Standard 0.20mm sla_print = - default - sla_material = - default - printer = Geeetech A20M - E3D v6 filament = AmazonBasics PLA Viola
-
Si, il prusa. Dopo pubblico la configurazione
-
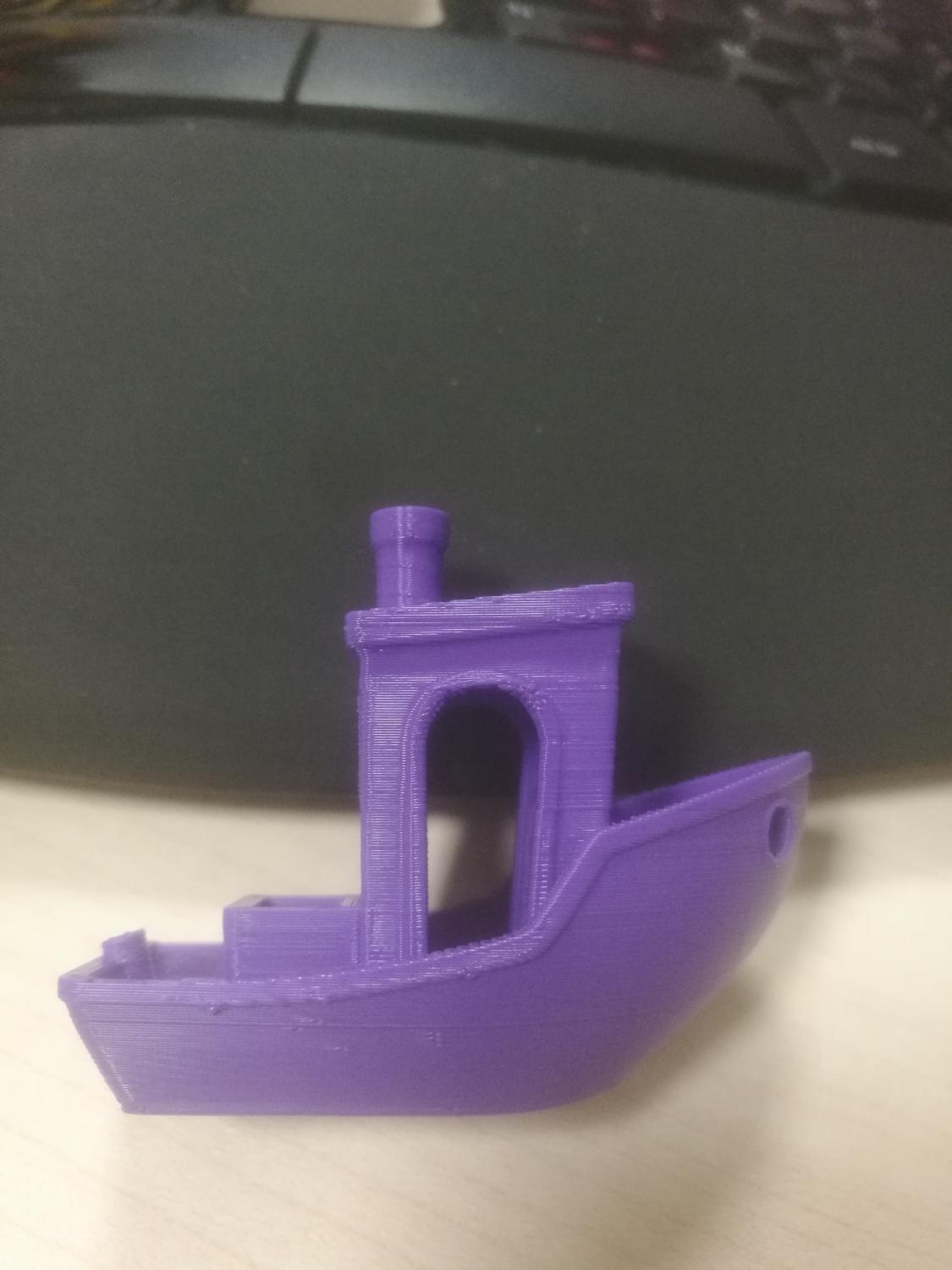
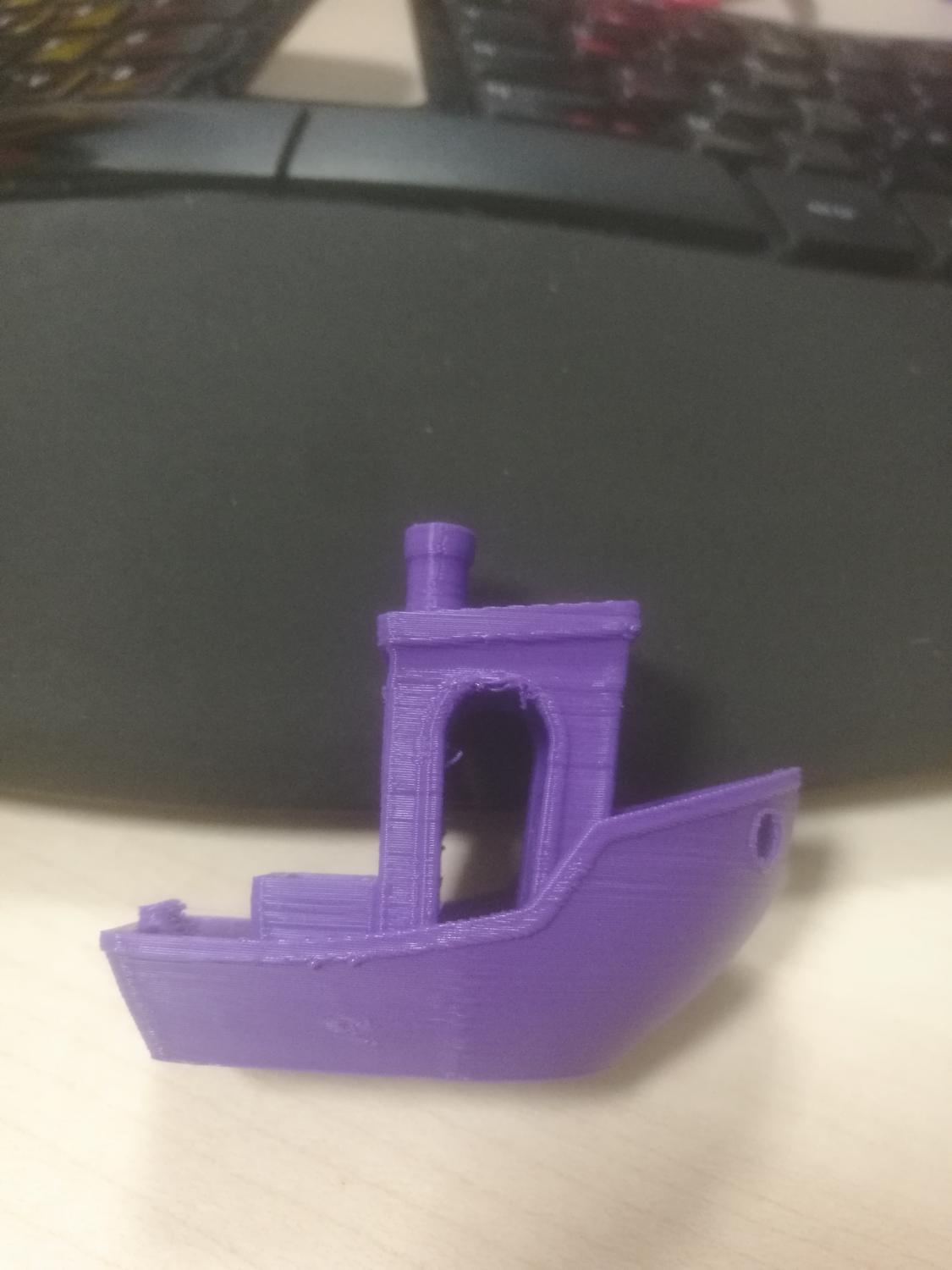
La migliore è S3D. Cura stampa meglio le pareti della barca ma sporca troppo, ho fatto altri test ed è quasi peggio di slic3r, ricordavo infatti questa problematica.... Guardando la vecchia benchy, si nota di come slic3r è in grado di stamparla bene, in qualche modo così come S3D non ha avuto problemi il che esclude complicazioni hardware Deve esserci qualche settaggio errato in slic3r a sto punto
-
Nell'ordine, slic3r, S3D, cura La foto di slic3r è vecchia, le stampe aggiornate non le ho qui

-
test retraction
iLMario ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Ci sono anche altri test interessanti da fare https://www.thingiverse.com/thing:2999737 https://www.thingiverse.com/thing:1240361 https://www.thingiverse.com/thing:1815784