
RouterCNC
-
Numero contenuti
15 -
Iscritto
-
Ultima visita
Obiettivi di RouterCNC
")
Newbie (1/14)
4
Reputazione Forum
-
In realtà, in linea di massima, gli step/mm cambiano in funzione di quanto la molla spinge. Se è 'molle' ( la molla molle.... ) vorrà dire che la zigrinatura entrerà meno nel materiale, dandoti un diametro esterno della ruota maggiore di quanto non lo sia se i denti andassero a mordere a fondo il filo ( quando la molla spinge molto ). E' un pò come se cambiassi rapporto di trasmissione. Questo per me a rigor di logica. Spero di non aver detto una cavolata
-
Mi arrendo, passo a Creality Ender 3 o CR10
RouterCNC ha risposto a Fabio_Dino nella discussione La mia prima stampante 3D
Io ho una ender3, presa dopo aver considerato appunto la diffusione, il venditore ( amazon, dove ho pagato un pò di più ) e il prezzo. Più sopra qualcuno diceva che non si può paragonare una stampante da 360€ ad una da 200€. Però la A10 costa come la Ender3, che ti fornisce appunto quei famosi 5€ di gadget o specchietti per le allodole ( tronchese, spatola, chiavi, microSd, adattatore Usb.... ). Mi si è rotto giusto 10gg fa l'estrusore, in plastica. Ho scritto al venditore terzo, dicendogli anche che per poter finire il mio progetto ho dovuto per forza di cose acquistare di mio un ricambio. Loro mi hanno allora risposto con delle alternative tra cui scegliere, ma non gradendone nessuna, alla fine ho richiesto il pezzo dell'estrusore ( tra l'altro identico a quello appena preso, rosso, in alluminio ). Magari lo rivendo. Comunque anche io ho più volte avuto voglia di buttare tutto, ma alla fine mi sono reso conto che ogni macchina ha le sue, soprattutto in fasce di prezzo come questa ( credo che anche fino ad 800€ ci si possa aspettare beghe e difetti ). In ogni caso, stampo bene il pla, su miniature wargame da 28mm, che poi replico in resina mediante calco in silicone. -
Retraction
RouterCNC ha risposto a roberto.a nella discussione Problemi generici o di qualità di stampa
Aggiornamento ( se vi interessa..... ) dicevo più sopra che mi si è rotto l'estrusore, sostituito con uno in alluminio e che comunque perdevo passi di estrusione. Vuoi la sfortuna? Quando mi sono accorto dell'estrusore orginale ella ender3 rotto, avevo appena caricato un nuovo profilo di stampa reperito sul web. In sostanza questo profilo aveva settati dei parametri di jerk ed accelerazione di default della ender, eccessivi per il mio tipo di stampa. Infatti la sentivo nervosa, brusca negli spostamenti. Ora è tornata a stampare le mie minia come prima, al di là del tipo di filamento. Quindi a roberto.a , consiglierei di controllare nelle impostazioni di velocità a quanto è settato il Jerk ( mm/sec cubo. ) Io ora ho settatto tutto a 250 ( su cura 4.0, settando il primo parametro , modifica tutti gli altri. ) C'è un'altra voce relativa, ma non ricordo il nome, ma di default è settata a 20. Io l'ho messa a 7. In ogni caso, senza queste modifiche di profilo, nemmeno io stampavo più nulla -
Retraction
RouterCNC ha risposto a roberto.a nella discussione Problemi generici o di qualità di stampa
Per questo ho accorciato la molla, per farla spingere meno, ottenendo un miglioramento.Quando però le ritrazioni diventano tante e consecutive, ho visto che qualche perdita di passo c'è. Comunque si, è un bowden. Di solito uso 6.5mm di retrazione, ma l'ho ridotto un pelo più che altro per curiosità, per vedere se il filamento si sarebbe logorato uguale. Chiaro che in questi termini da 5 a 6.5mm poco cambia, ma molto cambia invece in termini di qualità di stampa -
Retraction
RouterCNC ha risposto a roberto.a nella discussione Problemi generici o di qualità di stampa
Buongiorno a tutti, mi intrometto un momento nella discussione perchè ho visto che si parla di mancanza di estrusione e ruota godronata. Ho una ender 3 pure io, nessun upgrade, a parte qualche stupidaggine che ho stampato per fare più che altro delle prove. Ho stampato decentemente delle miniature wargame da 28mm, fino a quando ha cominciato a farmi stringing , bubbles , fondermi i pezzi e chi più ne ha più ne metta. Ho scoperto alla fine che la leva di compressione del filamento ( dove c'è il cuscinetto e la vite godronata ) aveva una crepa. Ho sostituito tutto il pezzo con una nuova parte interamente in alluminio. Il problema è che ora mi consuma il filamento durante le retraction, fino ad arrivare a slittare. Non posso fare a meno di numerose retraction per via dei piccoli oggetti che creo ( altezza layer 0.05mm ). Allora mi sono messo a tagliare un pò di millimetri alla volta la molla di compressione, sino ad ottenere una risultato decente, ma non al livello di prima della rottura. Come retraction ho i seguenti paramentri: retrazione 5mm velocità 40mm/s max retraction per layer 90 Ho provato a mettere anche degli elastici per contrastare la pressione, ma anche se impercettibilemente, fanno troppa forza ed alla fine il filamento non vienee più trascinato. Possibile che a questo livello di componenti la taratura ( che non è possibile fare se non smanettando ) sia così fondamentale? Può essere dovuto dalla durezza del filamento ( troppo tenero )? PS: senza retraction attiva, stampa correttamente, però sono pieno di strings, anche con la molla originale non 'accorciata' -
Oozing / Stringing OGGI SI, IERI NO....
RouterCNC ha risposto a RouterCNC nella discussione Problemi generici o di qualità di stampa
Niente, cioè, meglio di prima, ma anche passando da 70mm/sec a 150mm/sec, il problema rimane. Proverò ad abbassare leggermente la temperatura, ma so già che avrò altro tipo di problemi. Continuo a pensare che il problema siano proprio i supporti. Farò una prova stampando le due classiche torrette e vedrò...
-
Oozing / Stringing OGGI SI, IERI NO....
RouterCNC ha risposto a RouterCNC nella discussione Problemi generici o di qualità di stampa
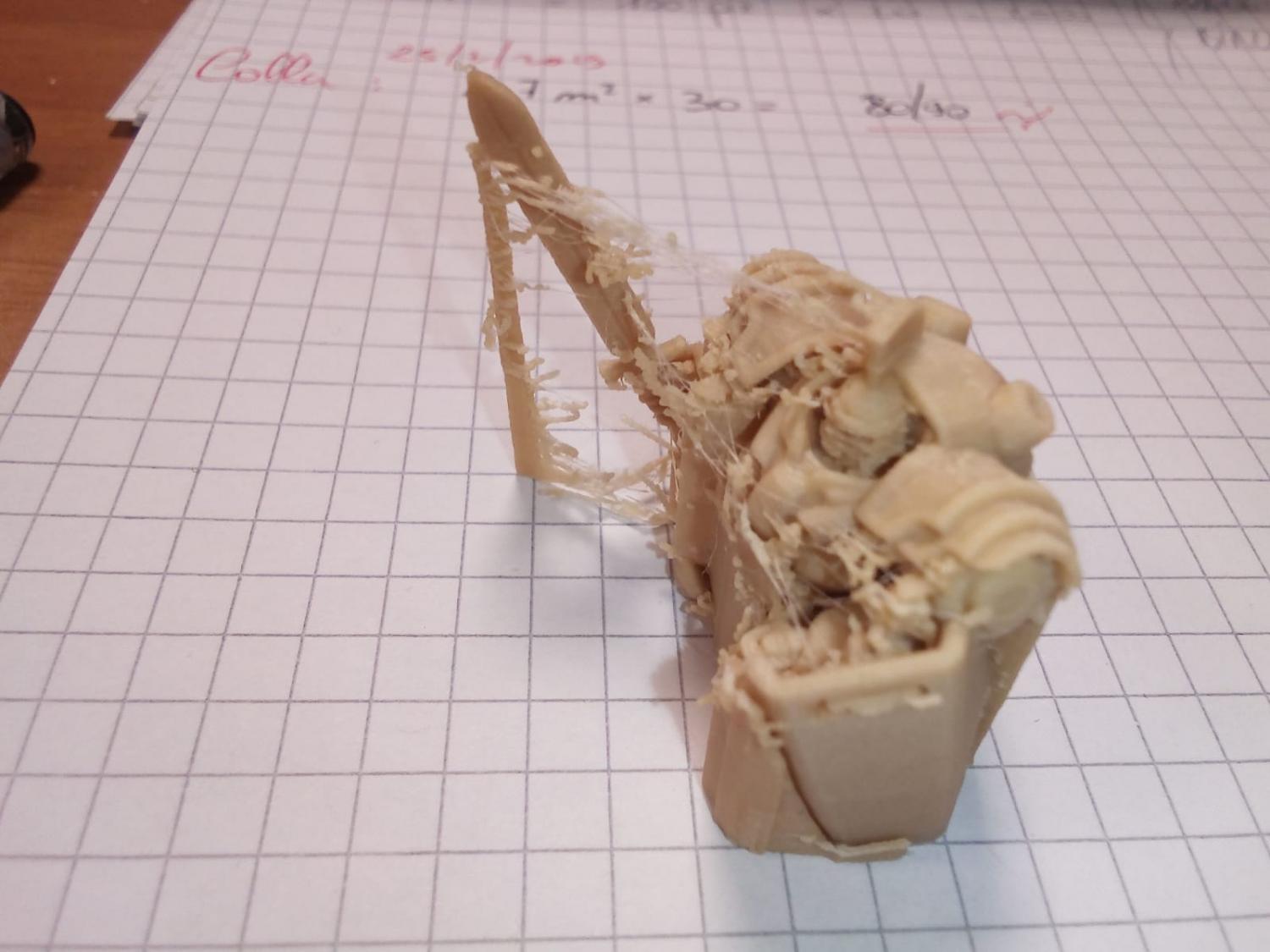
uhmmmm, si, potrebbe essere che la velocità a vuoto sia troppo bassa. Stasera darò un occhio al profilo, ma in effetti la ragnatela aumenta dove la distanza di spostamento è maggiore. Guardando la foto, sotto è evidente, sopra lo è ancor più, ma in mezzo, dove la 'forbice' si stringe, l'effeto si attenua. c'è da dire che CURA ha un parametro che quantifica quante ritrazioni fare ( non ho capito se per layer o per modello.... ), Però va proprio notato come il filo parta dal supporto in ogni caso ( è più spesso in partenza ). Potrebbe essere che CURA non CURI ( 🤪 ) la ritrazione in questo caso? Cioè non lo faccia se si sta spostando da un supporto all'oggeto? -
Oozing / Stringing OGGI SI, IERI NO....
RouterCNC ha pubblicato una discussione in Problemi generici o di qualità di stampa
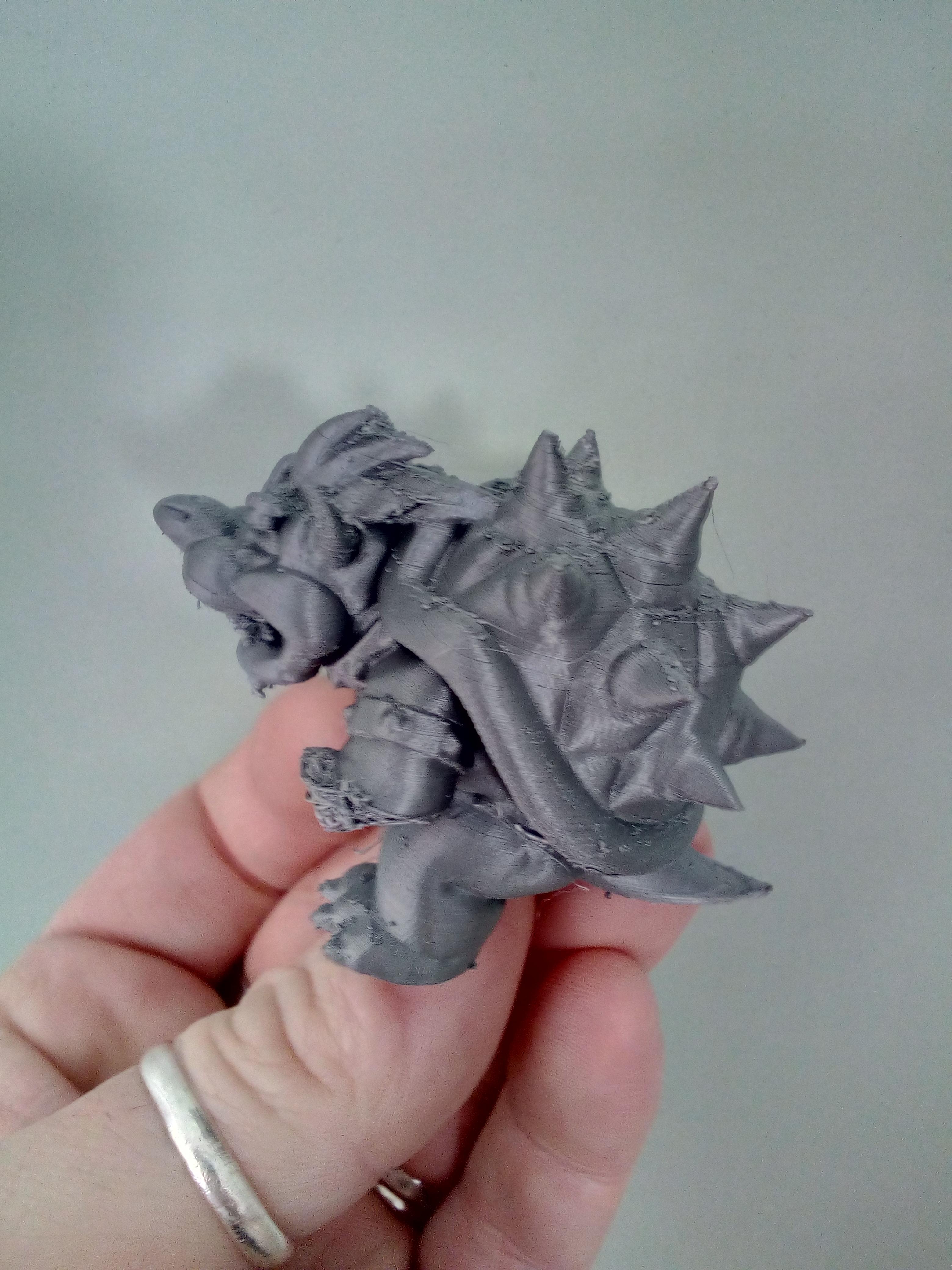
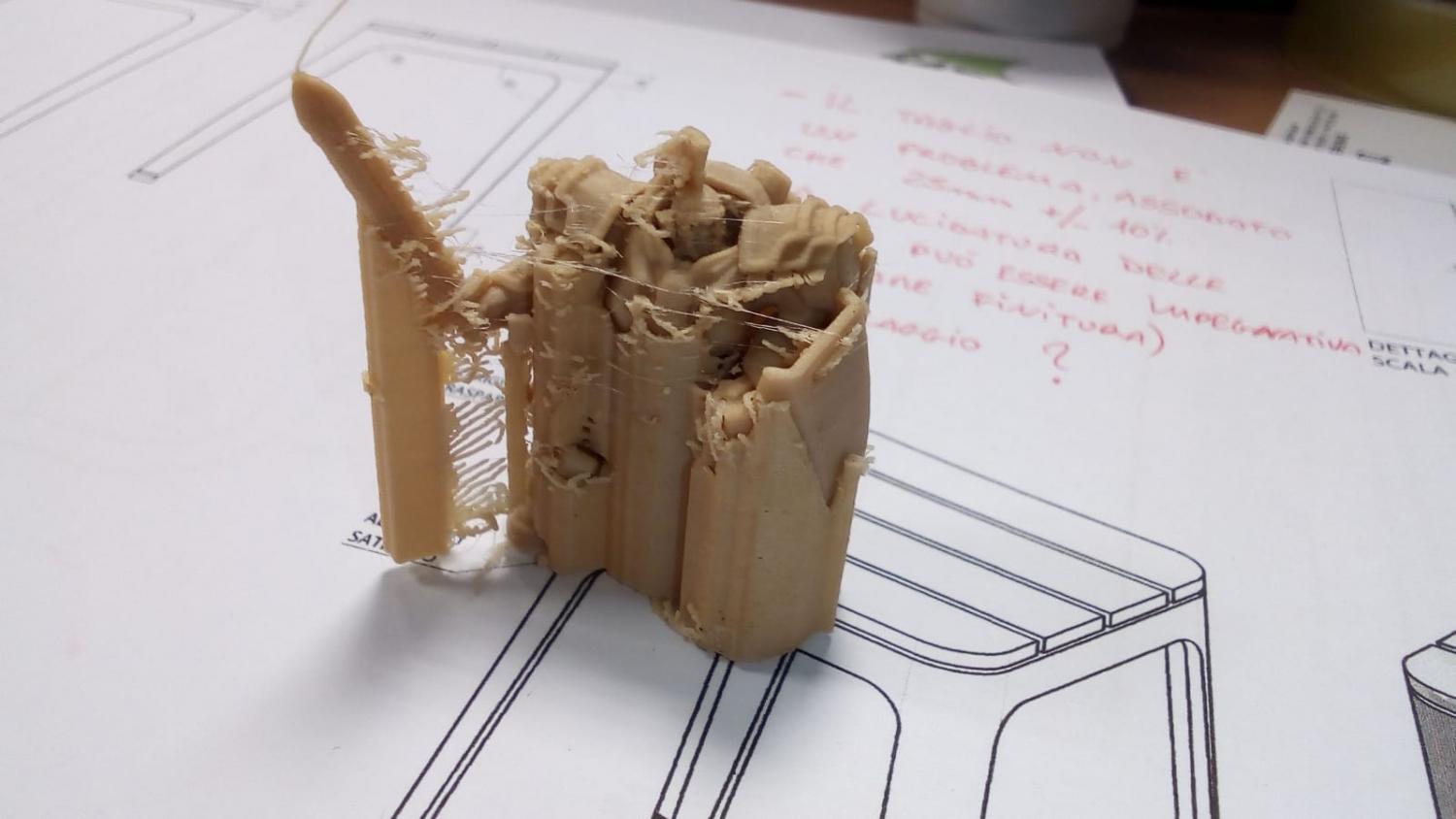
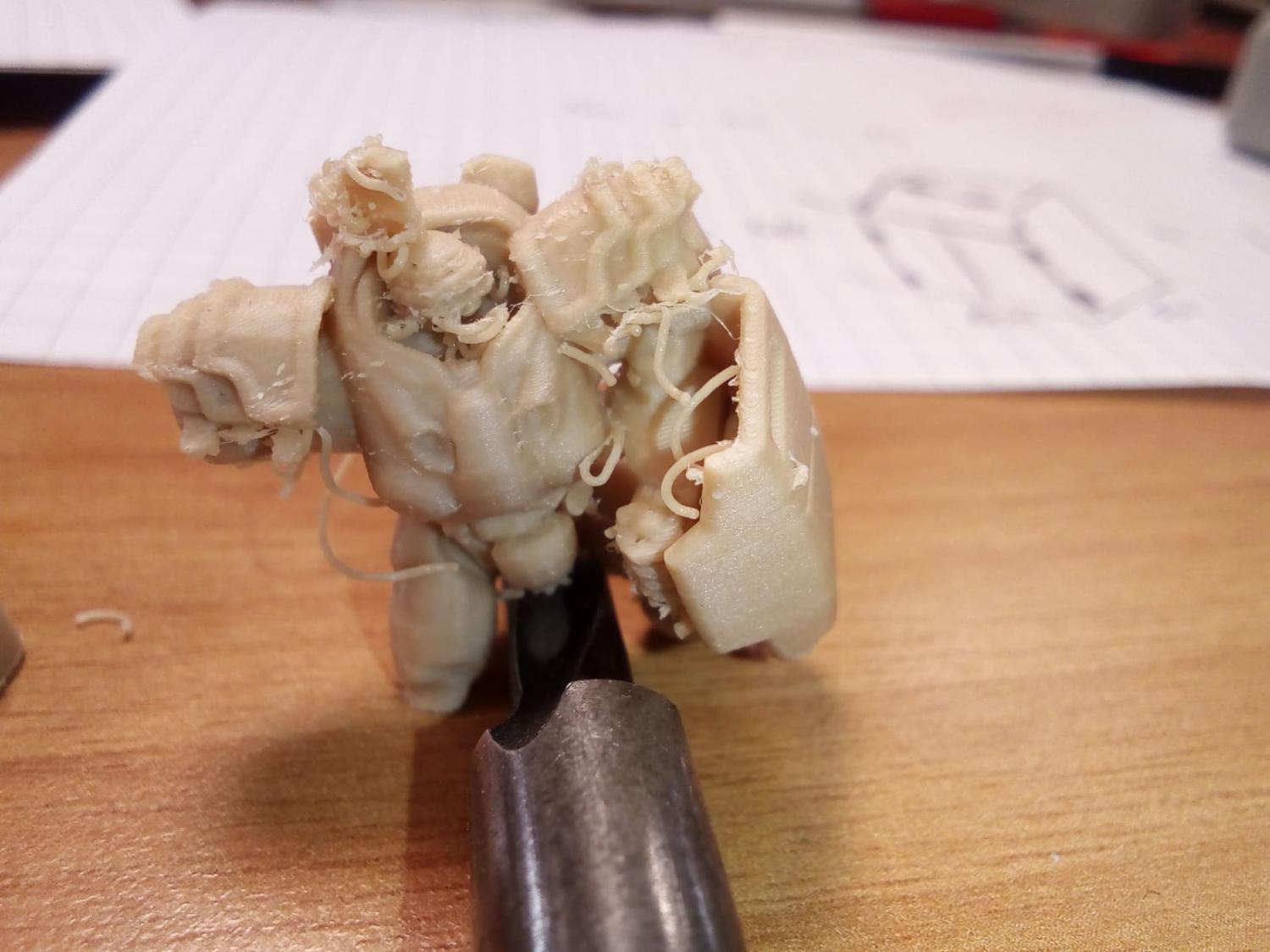
Buongiorno a tutti, ho provato a cercare risposta a questo fenomeno che si verifica sui modelli che stampo ( allego delle immagini ). Nel forum ho trovato un membro che faceva presente che i 'fili' a lui si presentavano solo stampando i supporti ( non ha ricevuto risposte però.... ). In effetti posso dire che succede così anche a me, ma non avevo collegato le due cose. Ho provato ovviamente a ridurre la temperatura e la retraction, ma senza risultati apprezzabili. Anzi, ho creato problemi da altre parti. Io stampo usando cura 3.6, su una Ender 3, ugello 0.4, PLA legno. In ogni caso allego le immagini. Nella prima ho individuato un problema nel file, non so di che tipo, ma poi ho provato nelle successive a 'tagliare' le gambe e il problema non si è più verificato. Nella seconda, appunto, ho testato il pezzo tagliato a metà. Manca la spada perchè mi è caduto il pezzo.... Comunque, GARANTISCO, nessun filo. Nella terza, ho mozzato un pò meno del modello, ma ho usato i supporti. Ne aggiungo una quarta, relativa alla terza prova, dove i supporti ed i fili sono ancora presenti. Come posso regolarmi per togliere il problema? Vero che in 10minuti ho ripulito tutto, ma se questo difetto non si presentasse, anche la qualità aumenterebbe....
-
Modificare g-code?
RouterCNC ha risposto a Lpob nella discussione Software di slicing, firmware e GCode
Allora, dal mio punto di vista potresti fare così, se lo slicer non ti permette di cambiare 'definizione' in funzione del layer ( mi pare che simplfy3d lo faccia, ma è a pagamento ) : 1_ crei più gcode dello stesso oggetto, con le impostazioni che vorresti usare ad ogni layer. Mi spiego meglio, se l'oggetto deve cambiare prima infill poi spessore delle pareti ecc..., per ognuna di queste devi creare pari numero di gcode completi 2_smanetta col gcode: ci sono tante guide in internet, soprattutto youtube, però , se per esempio vuoi che dal layer 50 cominci a stirare l'oggetto, prendi il file gcode con le impostazioni iniziali, che ti vanno bene fino al layer 49, cerchi lo strato 50 nel file ( usi un programma di testo qualunque ) e da lì in giù lo cancelli. Poi ti prendi il file gcode con le impostazioni della seconda risoluzione ( dal layer 50 in su ) , cerchi il layer 49 e da lì in SU, cancelli tutto. Alla fine prendi le due metà e le metti insieme: sotto alla prima incolli la seconda. Dovresti essere a posto. Se ne hai 10 di zone, fai lo stesso per 10 volte.... ( però è più complesso, perchè non si parla più di due metà di gcode, dove una prepara la macchina per l'inizio stampa e l'altra per la fine stampa ) Ma si può fare. Ora, mi pare che anche con Cura si possa gestire una situazione simile, però un'informazione in più non fa ma male ( se non ho sparato cavolate ovviamente ) Non posso essere più chiaro ora ps: ho trovato questo, magari è utile. Fa riferimento a quanto detto da altri più sopra. https://3dprinting.stackexchange.com/questions/6522/different-infill-in-the-same-part -
Creality Ender 3 e difficoltà primo strato
RouterCNC ha risposto a RouterCNC nella discussione La mia prima stampante 3D
Alla fine ho risolto in questo modo: 1_ ricalibrato perfettamente il piano, con lastra vetro 6mm ( lo so che è spessa, ma a 40°C arriva in un attimo ) 2_ brim anzichè raft 3_ schiaccio di più il primo layer Ora la base viene sufficientemente bene. Stò stampando dei dadi e la differenza tra la faccia sotto e le altre è presente, ma accettabile -
Creality Ender 3 e difficoltà primo strato
RouterCNC ha risposto a RouterCNC nella discussione La mia prima stampante 3D
Mi sono scordato la foto del raft. Comunque ieri sera ho lanciato una stampa un pò lunga per verificare altri aspetti e ho impostato il brim come fondo. In realtà avrei potuto evitare viste le dimensioni, ma almeno verifico anche questa cosa. Comunque a naso mi vien da pensare che il piano si sia incurvato ancor più dopo queste prime stampe e che si sia abbassato al centro. Stasera riverifico, così magari si risolve velocemente. Anche se col piano in vetro mi pare strano ne possa risentire: un conto se fosse alto al centro, e allora con le mollette il vetro verrebbe comunque messo in flessione, ma basso al centro non dovrebbe influire. Bah, farò i dovuti controlli e aggiustamenti. Per ora grazie e se dopo questa verifica dovessi avere ancora problemi mi farò risentire. -
Creality Ender 3 e difficoltà primo strato
RouterCNC ha risposto a RouterCNC nella discussione La mia prima stampante 3D
Bhe, penso abbia raggione tu. Si, in effetti ho una specie di zattera sotto al pezzo, quindi si, RAFT, non brim. Però ho provato con entrambi. Quello in foto è col raft, l'altro non fotografato ha lo stesso problema , ma fatto col brim. Ora, per sicurezza , vado a rivedere il profilo di stampa precedente ( ne salvo uno ogni qualvolta eseguo un test con modifiche ) e vedo esattamente se mi sbaglio. Quindi mi pare di capire che il Brim potrebbe aiutarmi nel migliorare la situazione? -
Creality Ender 3 e difficoltà primo strato
RouterCNC ha risposto a RouterCNC nella discussione La mia prima stampante 3D
del brim no, non ho foto al momento.... però stampando sopra di esso ed avendo impostato uno 0.2 come primo strato mi pare strano. Comunque stasera sarò a casa e vedo di inviare anche questa foto. In ogni caso, il difetto si vede nella prima e seconda foto, sotto i piedi di Browser, E' presente anche sotto la coda e le dita, ma li potrei dire che ho mal realizzato i supporti. In ogni caso non è l'unico problema di questa stampa, ma penso che uno alla volta sia meglio che tutti insieme. Sotto ai piedi, per quelli che sembrano diversi strati, il filamento sembra una matassa di spaghetti. Ora, se stampassi senza brim, potrebbe eessere che il piano sia ancora incurvato nonostante tutti gli accorgimenti, ma in teoria, il brim dovrebbe compensare questo difetto. o sbaglio? -
Creality Ender 3 e difficoltà primo strato
RouterCNC ha pubblicato una discussione in La mia prima stampante 3D
Ciao a tutti, ho acquistato di recente la macchina in oggetto, già perfettamente allineata su tutti gli assi, piatto di stampa compreso. Per il momento ho un problema sui ' piedi ' degli oggetti che creo. Partendo dal presupposto che uso un PLA di discreta qualità o almeno credo ( è della sharebot ), nonostante crei un piano raft o brim , il fondo delle mie stampe ha sempre lo stesso difetto, nonostante cerchi di stirare/rallentare/riscaldare durante questa fase. Le foto sono molto più chiare, comunque l'ugello è il classico 0.4 e il filamento uno 1.75. Non so esattamento qule dati fornirvi per capire, sono agli inizi, però nonostante i cambiamenti e le continue ristampe, 'sotto' è sempre la stessa cosa. Non si stacca nulla, cioè non ho problemi di distacco. Come slicer uso Cura 3.6. Il problema principale è sempre sotto. Anche usando i supporti è la stessa cosa.Quelli che io definisco 'piedi' sono sempre i punti di contatto con il piatto o il raft/brim. La cosa strana è che lanciando la stampa di test allegata con la macchina (il cagnolino... ) questo problema non c'è e non trovo/esiste un file di configurazione della macchina allegato....
-
Buongiorno a tutti, sono un novellino della stampa 3d, ma con anni di esperienza su centri di lavoro e taglio laser. Ho appena acquistato un Creality Ender 3, che ho montato con attenzione maniacale, avendo maturato parecchia esperienza su macchine a controllo ( di certo molto più grandi di questo giocattolo di stampante ). Mi manca di livellare per bene il piatto, che ho fatto correttamente sui 4 angoli, ma l'inevitabile deformazione centrale la risolverò oggi con un piano in vetro. Devo dire che dal costo mi sarei aspettato di dover impazzire con gli aggiustamenti che inevitabilmente si devono praticare su questa macchina ( poi li elencherò ). Ovvio che per il costo un pò di divertente bricolage meccanico ci stà proprio. Certo , se l'acquirente non ha idea di cosa sia una chiave a brugola od un cacciavite, allora tutto potrebbe sembrare ostico. Comunque, ecco cosa ho dovuto 'toccare', al di là di verificare parallelismi e perpendicolarità: -scorrimento asse y (piatto di stampa) : si grippava in tre punti, ossia inizio, centro e fine corsa. Mio figlio , undici anni, ha supposto fossero degli 'scatti' di posizionamento, ma per esperienza, il movimento a stepper spendti deve essere fluido. Quindi chiave inglese alla mano e agiamo sull'eccentrico della ruota regolabile finchè non raggiungiamo il giusto compromesso. -allineamento Noozle : montato storto, non in squadra con la struttura e nemmeno col piatto quando calibrato. Qui basta smollare le viti di fissaggio e togliere la copertura in plastica ed usare una squadra per regolare abbastanza bene. Altro non ho dovuto fare, sebbene i vari forum portavano esempi di difetti di ogni tipo, come per esempio lo scorretto allineamento della vite senza fine rispetto al telaio. Le prime voraci stampe sono state quella di prova inclusa sulla SD a corredo e poi vari Upgrade destinati e progettatti per la mia macchinetta. Per i problemi riscontrati con la stampa, vi rimando al mio primo post ancora da pubblicare, dato che leggo di problemi simili ma foto od impostazioni precise non ne ho trovate. Buona stampa a tutti. Alessio
-
- 1
-


.jpeg.333c1720977e721c910c175118629a5c.jpeg)