Herlings
-
Numero contenuti
47 -
Iscritto
-
Ultima visita
Obiettivi di Herlings
")




-
Consigli/opinioni stampe PLA
Herlings ha risposto a Herlings nella discussione Problemi generici o di qualità di stampa
Scusate, ma non ho attivato le notifiche di nuove discussioni e tra lavoro e casa ho lasciato un pò stare il discorso...adesso che sono in ferie e siamo rossi, ho ripreso un pò in mano il discorso... Prima di tutto BUON NATALE A TUTTI !!!!!! Per quanto riguarda il filo, devo ancora aprire quello del Piraz nuovo ma ho avuto da un amico un pezzo di bobina che non usava il cui diametro è molto più regolare (Sunlu) , e provando svariati pezzi è decisamente un'altra cosa a livello estetico. Per quanto riguarda il discorso anti z-wobbing, chiedevo solo per capire se magari andando a toccare la struttura cercando di migliorare il pelo di difetto che fa, magari non ci fosse il rischio di peggiorare le cose magari, ma mi sembra di capire che male che vada resta come prima... Per quanto riguarda il discorso Geeetech acrilico😗😝😗 Me ne sono accorto che, per quello che è e per quello che costa. stampa alla grande senza tanti lavori accessori...però volevo solo sottolineare che i consigli che chiedevo erano per per migliorare la qualità senza ovviamente ambire alla perfezione da cnc industriale 🤪 Grazie ancora intanto e di nuovo buone feste -
Consigli/opinioni stampe PLA
Herlings ha risposto a Herlings nella discussione Problemi generici o di qualità di stampa
Perfetto, grazie del consiglio.. magari prima provo il primo per vedere come va (è un prime, male che vada lo restituisco) e poi casomai valuto il secondo acquisto...,i è giusto arrivato anche il filo, quindi forse sto we ho da sbizzarirmi... Grazie -
Consigli/opinioni stampe PLA
Herlings ha risposto a Herlings nella discussione Problemi generici o di qualità di stampa
Singola e di tipo direct, è quella standard della I3 Pro B...nel frattempo stavo valutando l'acquisto dello spingifilo in lluminio, tipo questo, ma se mi dici che esiste l'altra versione allora cerco.. Grazie mille O posso inserire la ruota godronata al posto del cuscinetto liscio su quello che ho già? -
Consigli/opinioni stampe PLA
Herlings ha risposto a Herlings nella discussione Problemi generici o di qualità di stampa
Rieccomi... Innanzitutto premetto che parlando col venditore ho scoperto che in quel periodo, causa fornitore dello stesso, ha venduto malauguratamente delle partite "difettose", in termini di regolarità di diametro dell filamento.. poi non ha specificato se ci fossero problemi anche a livello di composizione stessa del materiale.. fattostà che si è premunito di farmi avere una bobina in omaggio, di sua iniziativa, benchè fossero passati diversi mesi; quindi secondo me è giusto sottolineare la professionalità del negozio HELP3D per questo. Mi dice che adesso si riforniscono da Filoalfa. Con l'occasione ho preso anche un altro materiale, giusto per provare, cioè il FiloalfaPro. Detto questo, mi riservo di rifare un pò tutte le prove con la nuova bobina, dal momento che queste potrebbero essere state "sfalsate". Ho rifatto delle stampe di prova, in particolare il solito cubetto XYZ e devo dire che è migliorata decisamente.. ancora qualche imperfezione lungo le pareti, probabilmente dovuta al discorso di cui sopra, ma niente di che... Facendo un pò di prove ho notato un paio di cose strane però: 1. Appurato che il flow rate risultante è decisamente basso rispetto alla norma, ho provato a impostare un'ampiezza del primo layer fin a 160%; il primo strato però, invece che diventare un bel "muro", sembra una finestra di una prigione, addirittura aumenta lo spazio tra una linea e l'altra.. sembra che lo calcoli al contrario...Ho giocato anche con l'altezza primo layer aumentandola e diminuendola rispetto al 100%, am non cambia niente..ricordo, uso S3D. Dal secondo layer in poi invece magicamente torna bello sodo. 2. Facendo le prove di trascinamento filo a vuoto, quindi fuori dall'estrusore, con ruota godronata a vista ho scoperto (quasi per caso) che i risultati non sono ripetibili, mi spiego: per non sbobinare il rotolo ho fatto diverse prove avanti e indietro sulla stessa lunghezza ma ad ogni ciclo il filo non torna mai nella stessa posizione segnata (ovviamente tenendo gli stessi step ad ogni ciclo e controllando che la ruota non scivolasse sul filo).. dopo 3-4 volte è fuori anche di mezzo cm... va da se che, specialmente in caso di utilizzo della ritrazione, dopo un pò si sminchia un pò tutto il discorso, soprattutto in stampe consistenti... -
Consigli/opinioni stampe PLA
Herlings ha risposto a Herlings nella discussione Problemi generici o di qualità di stampa
Uso Simplify3D...i parametri da modificare sono come da immagine (non sono miei, da repertorio) Posso impostare percentuale di altezza e ampiezza, probabilmente si farà i suoi conti finali sull'estrusione... Nei prossimi giorni farò altre prove su altri pezzi e giro qua i risultati, anche perchè devo riaggiustare step/mm per gli assi x/y adesso (Z spacca il decimo), che si sono starati Bisogna anche dire che il colore di questo PLA si presta meglio di altri ad evidenziare i difetti, su altri stampati con PETG, o comunque con PLA di altri colori devo andare a cercarli in controluce... Altra curiosità: secondo te/voi, ci potrebbe stare anche un pelo di z-wobble, o comunque una certa irregolarità meccanica? Rischio troppo se provo ad installare uno di quegli accrocchi anti Z-Wobble? restando sempre con i piedi per terra, dal momento che si tratta di una Geeetech in acrilico... -
Consigli/opinioni stampe PLA
Herlings ha risposto a Herlings nella discussione Problemi generici o di qualità di stampa
Aggiornamenti: rifatto la calibrazione step/mm, era leggermente fuori ma niente di che, aggiustata.. rifatto quindi il thin wall test, ma non è cambiato molto, sono comunque ad un 0,80 di flusso.. con l'occasione ho rivisto il diametro filo, che in realtà non è così costante come viene pubblicizzato (strano, visto il marchio, ma chiederò lumi al venditore), cioè mi passa da 1,63 a 1,71, nei primi 20 metri di bobina - ne ho srotolata un pò, giusto per capire...quindi ho inserito come media 1,67... Con flusso al 100%, ampiezza primo layer 100% e ampiezza 0,40, come ugello, mi fa un primo layer bello pieno ma pareti ovviamente più spesse (0,50-0,51); dopo la regolazione, pareti pressochè giuste ma primo layer zebrato, ma questo penso si possa regolare aumentando la percentuale di ampiezza del primo layer... In tutto questo, con Jerk a 16, gli spigoli sembrano più spigoli e a dire la verità anche le pareti sembrano più regolari... -
Consigli/opinioni stampe PLA
Herlings ha risposto a Herlings nella discussione Problemi generici o di qualità di stampa
Ok, grazie mille, appena posso riferisco sviluppi -
Consigli/opinioni stampe PLA
Herlings ha risposto a Herlings nella discussione Problemi generici o di qualità di stampa
Ok, non avevo capito ti riferissi al jerk con quella prova, avevo inteso il flusso, dalla citazione...ok stasera provo e vi so dire... Ovviamente accetto anche altri consigli anche se so bene che alla fine sono sempre le stesse regole/prove che girano...più che altro il difficile arriva quando hai fatto tutto il base (o, come in questo caso, pensi di averlo fatto) e quindi non si sa più dove andare a sbattere.. Grazie mille -
Consigli/opinioni stampe PLA
Herlings ha risposto a Herlings nella discussione Problemi generici o di qualità di stampa
Stasera provo e so dire...sinceramente gli step/mm non li ho controllati eprchè non ho mai avuto problemi con l'estrusore (perdita passi o altro, quantomeno nessun tick udibile) e come per il discorso delle barre ho dato per scontato che restando ferma, meccanicamente non sarebbe dovuto cambiare rispetto a quell'epoca, che era corretto. In ogni caso lo controllo, casomai un'altra variabile da, spero, escludere.. Riguardo al Jerk? potrebbe avere qualcosa a che fare anche lui? Grazie -
Consigli/opinioni stampe PLA
Herlings ha risposto a Herlings nella discussione Problemi generici o di qualità di stampa
Ecco, allora non me lo sono inventato...ho notato anche io proprio quella cosa la, sugli angoli.. e secondo me si ripercuote anche sulle linee delle pareti verticali, infatti secondo me le pareti verticali non sono proprio le più belle e regolari fatte dalla mia stampante...tanto per fare un esempio, una delle ultime stampe che ho fatto prima di "chiuderla", sono stati due supporti geometricamente regolari (nel senso, linee dritte per ogni settore), con il medesimo PLA, e ne usciti pareti praticamente lisce (intendiamoci, per quanto lo possano essere in un sistema a strati sovrapposti, per quanto preciso) e con angoli sostanzialmente a punta...tutt'altra cosa rispetto ad adesso.. Stasera se riesco faccio foto.. Thin wall test fatto giusto ieri sera, per scrupolo, visto anche la "ricottura" della bobina, e con spessore impostato a 0.40 ho pareti da 0.40-0.41 (sono dovuto arrivare al 78% di flow comunque)... Scrivendo degli angoli mi è venuto in mente che forse di diverso dall'ultima stampa buona ho un jerk diverso, perchè nelle innumerevoli prove fatte ho inserito nello start GCODE che mi imposti il Jerk X/Y a 10, mentre da macchina è a 16. Riepilogando, il problema degli angoli e delle linee potrebbe essere facilmente attribuibile a over extrusion? Perchè i giorni scorsi mi sono stampato anche degli anti z-wobble, ma non volevo credere che restando ferma si siano magicamente piegate le barre e quindi non li ho mai montati.. volevo prima escludere il resto... Il fatto che non abbia pensato all'eventuale over extrusion, ignoranza e inesperienza a parte, è che se guardate il primo layer (penultima foto), le linee non sono proprio coprenti...e questo, da quello che so, è sinonimo del contrario... ugello 0.4, Layer height a 0.2, altezza primo layer 100%, ampiezza 120% e ampiezza standard a 0.48. -
Consigli/opinioni stampe PLA
Herlings ha risposto a Herlings nella discussione Problemi generici o di qualità di stampa
Sono d'accordo...posso anche dire che, specie all'inizio, ne ha fatte di decisamente peggiori..il punto è che fino a 5 mesi fa (periodo lockdown, sostanzialmente, in cui mi sono sbizzarito) ne ha fatte di migliori, potrei aggiungere anche notevolmente in certi casi...e non parlo di geometrie diverse da queste dove magari si possono esaltare certi punti piuttosto di altri... E, da quando l'ho spenta a quando l'ho riaccesa una settimana fa, non è stata minimamente toccata, spostata, cambiato pezzi o fatto altro...Anche la bobina a dire la verità non è stata immagazzinata a dovere, tant'è che dopo le prime stampe così l'ho pure messa in forno qualche ora...ma non è cambiato molto da prima a dopo... Tu dici che sono buone, ok, e probabilmente per questa fascia di stampante sono nella media di "ci si può accontentare", ma non vedi niente di migliorabile? Sempre limitatamente alla dotazione della stampante... Grazie del feedback -
Consigli/opinioni stampe PLA
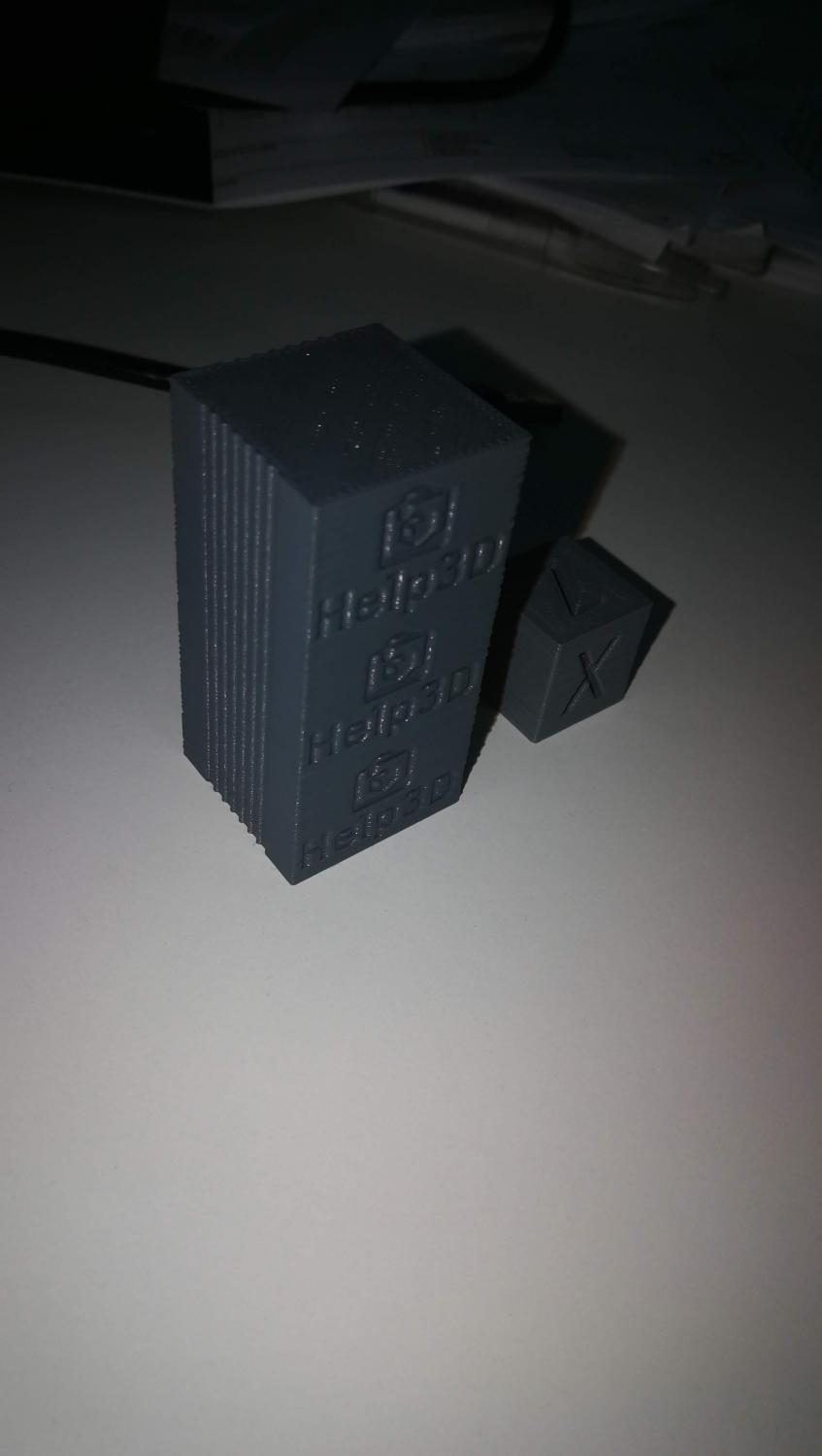
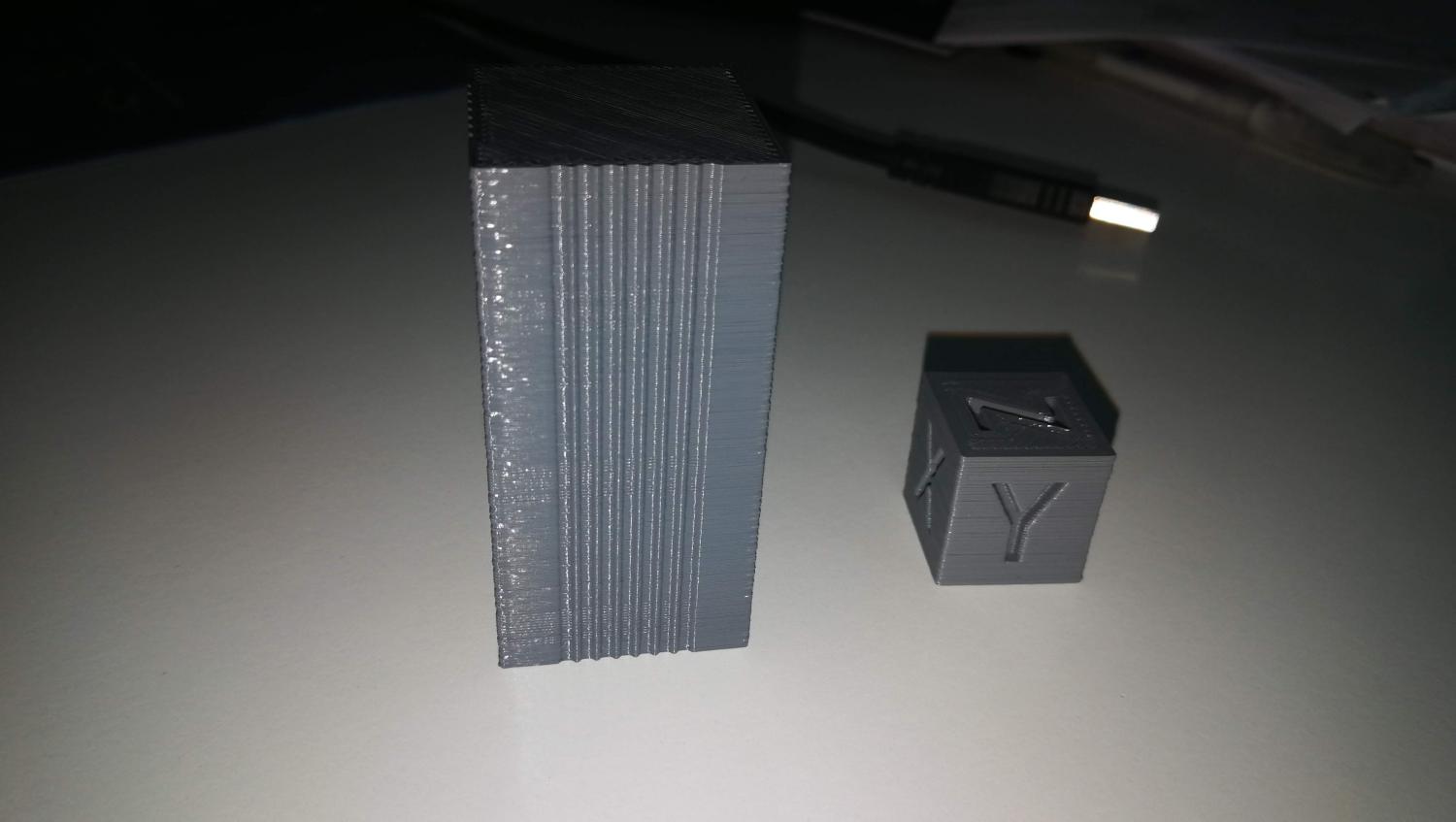
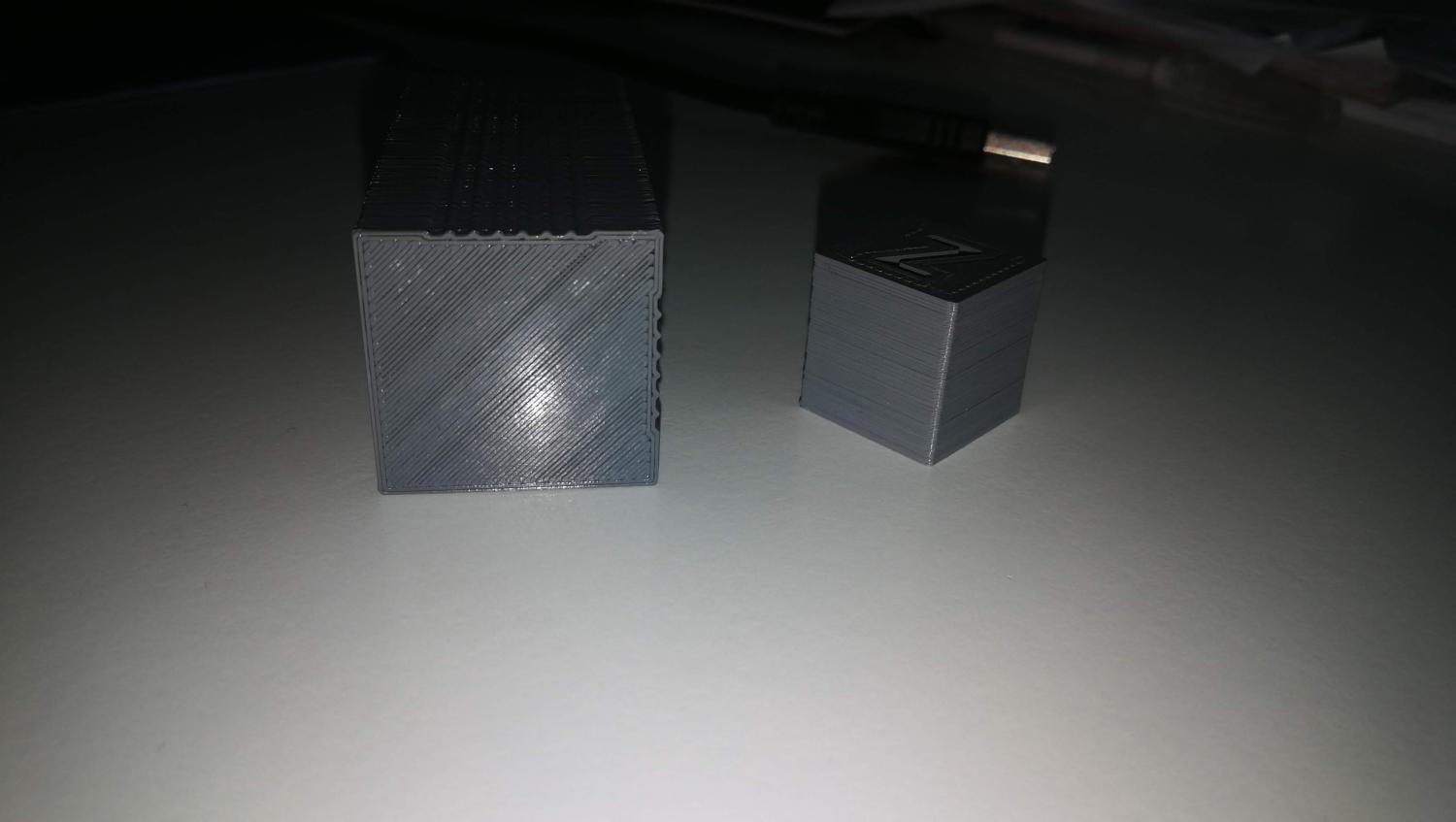
Herlings ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti, il post in questione è per chiedere (per il momento) opinioni riguardo a delle stampe che ho fatto; in particolare vorrei capire se se nelle foto allegate di stampe di pezzi di prova (i classici che girano ormai ovunque) ci vedete qualcosa di strano, oppure se secondo voi sono pessime, piuttosto che normali, ecc. Per il momento mi limito a chiedere solo questo perchè secondo me c'è qualcosa di strano nel risultato finale, però prima di dire il problema che vedo io vorrei capire se è effettivamente un problema, piuttosto che una finezza da mettere a posto in una certa maniera, o cos'altro. Voglio vedere se mi sto immaginando cose che non ci sono, o altro... Il materiale è PLA classico, di HELP3D, e la stampante è un economicona Geeetech I3 PRO B in acrilico. Stampe fatte dopo aver calibrato passi, flusso, ecc Ovviamente il tutto limitatamente a quanto si può capire da una foto, con tutte le luci e ombre del caso. Grazie in anticipo
-
Ciao, scusate il ritardo...questa prova devo ancora farla in realtà, perchè nel mentre ho lanciato un'altra stampa per un pezzo che mi serviva ed è risultata direi ottima; con tutte le riserve del caso, nel senso che ne è uscito un pezzo praticamente come prima che si presentasse questo "problema"...a temperature di partenza 210 e poi 205 °. Invece, guardando video qua e la, me ne è capitato uno sottomano in cui si parlava di Z-Wobble...siccome con questo filamento grigio si notano di più gli strati, e non riesco a capire se è colpa del colore (come il nero smagrisce le donne, magari il grigio "layerizza" di più 😀) c'è modo per capire se si tratta appunto di z-wobble?Questa stampante l'ho presa nuova nel dicembre 2018, le barre filettate mi sembrano ok...e volevo provare a stampare di quei supporti che si trovano su thingiverse, am non so se rischiare delle modifiche che poi magari mi sminchiano anche la parte buona della struttura...
-
Dici anche temperature alte? Adesso estrudo a 215 primo layer, 210 dal 4 in poi...provo ad abbassare di 5 gradi? Per il flusso non saprei come fare... Grazie mille
-
Ho pensato anche io a sta cosa, ma di solito dovrebbe succedere il contrario...cioè, il pc manda il comando, e la stampante ha una qualche latenza nel leggerlo...dovrei provare a scaricar su SD e vedere se fa lo stesso scherzo. Sinceramente non ho mai guardato se alla fine c'è questo scarto tra stampa e valore di Z, però sembra che fiiscano quasi in contempoarnea... Per il resto, qualche idea?