Ughetto66
-
Numero contenuti
6 -
Iscritto
-
Ultima visita
Obiettivi di Ughetto66
")




-
Rilascio indesiderato di materiale
Ughetto66 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti. Sto picchiando la testa su un problema per il quale non trovo soluzione: stampante: flsun SR Slicer: cura materiale: problema con qualsiasi ABS, PLA, PETG. PROBLEMA: alla fine dello spurgo iniziale a semicerchio e inizio stampa (che sia con brim o senza) la stampante rilascia una pallina di materiale che spesso l’ugello si porta dietro rovinando il primo layer, talvolta irrimediabilmente. aggiungo foto esplicativa del problema ed il profilo Cura! Grazie in anticipo!! CuraProf_ugoTest04.curaprofile
-
Sfilacciature nei “salti”
Ughetto66 ha risposto a Ughetto66 nella discussione Problemi generici o di qualità di stampa
Grazie Jagger, oggi giornata di prove.. 😊 -
Sfilacciature nei “salti”
Ughetto66 ha risposto a Ughetto66 nella discussione Problemi generici o di qualità di stampa
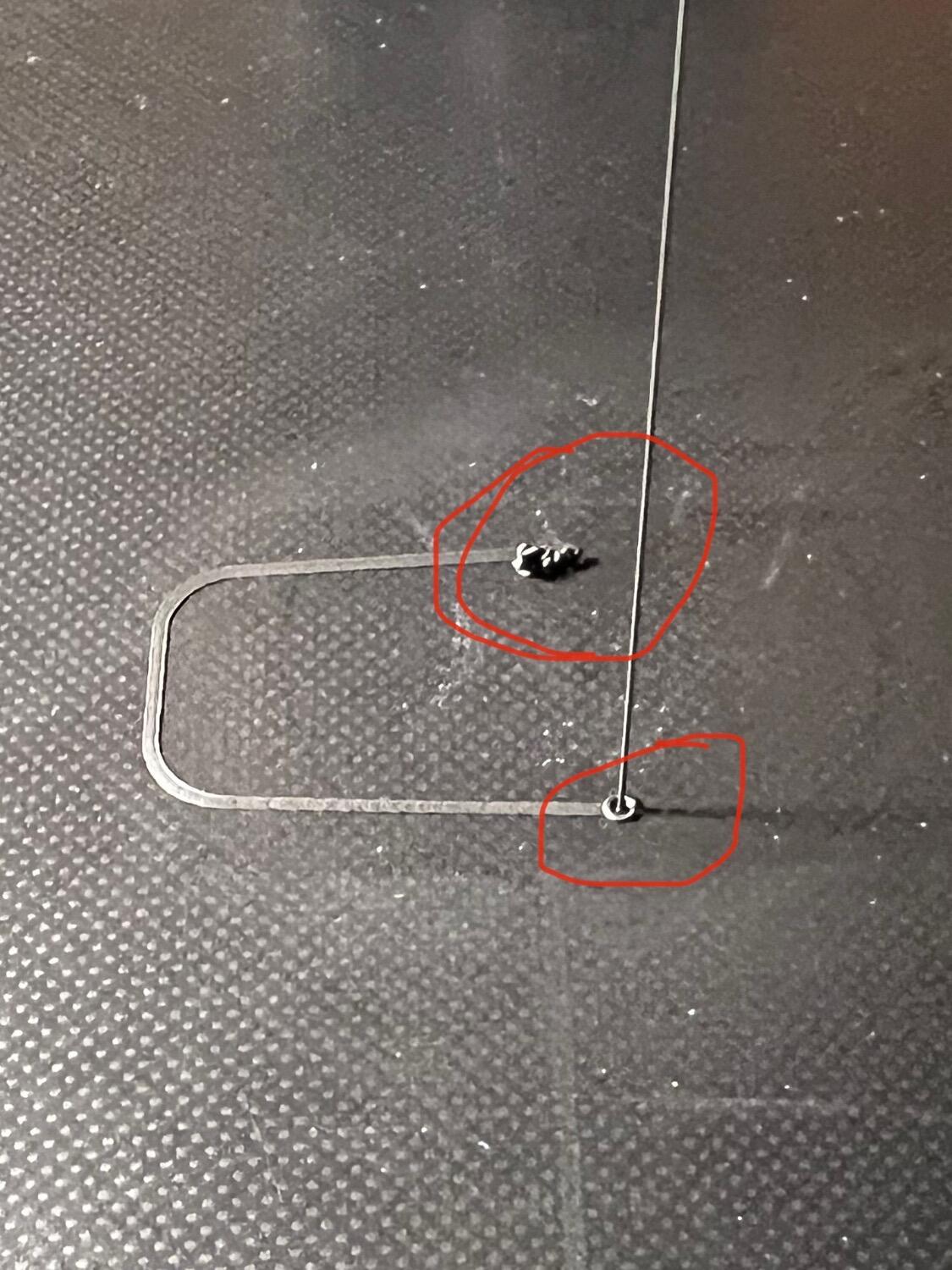
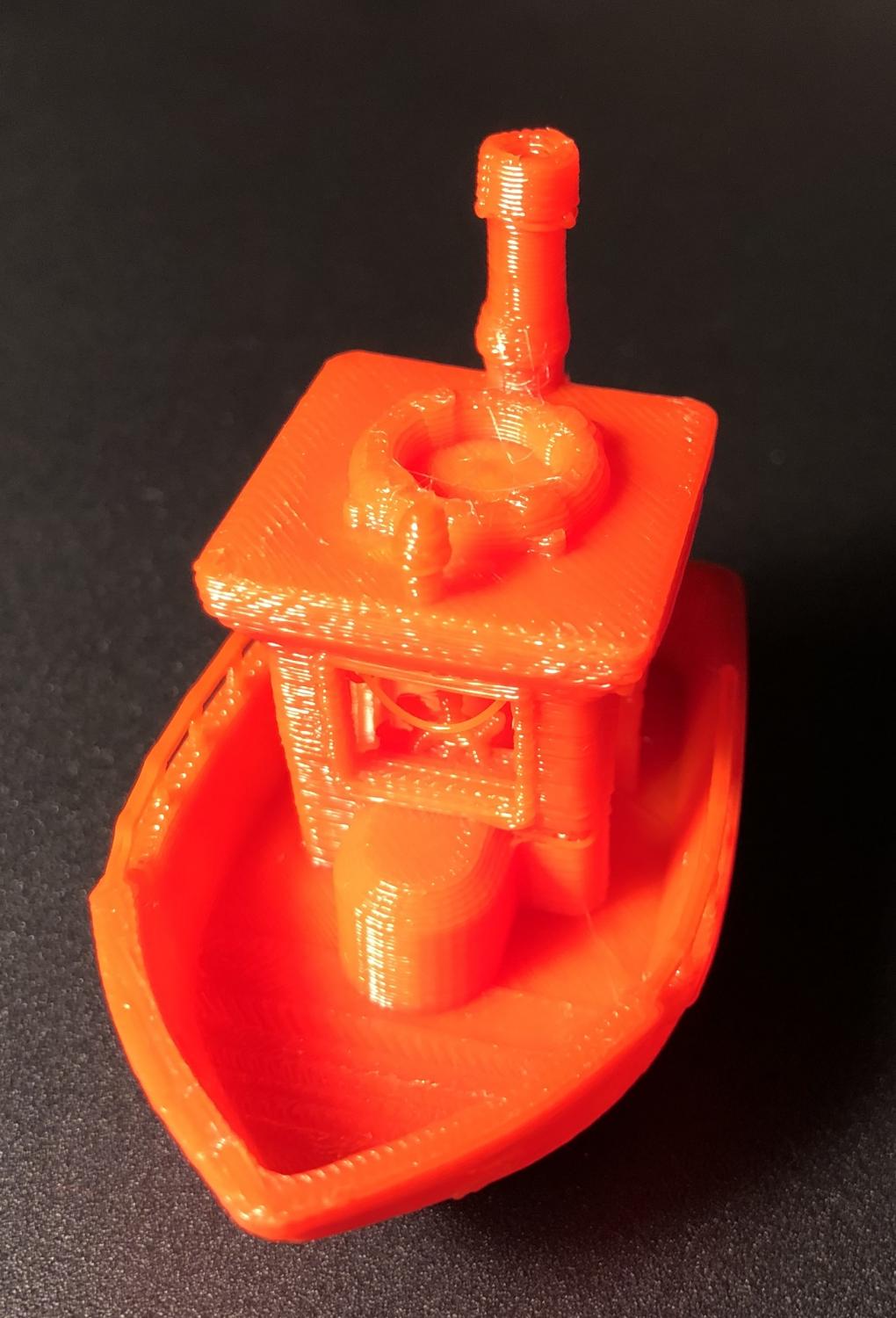
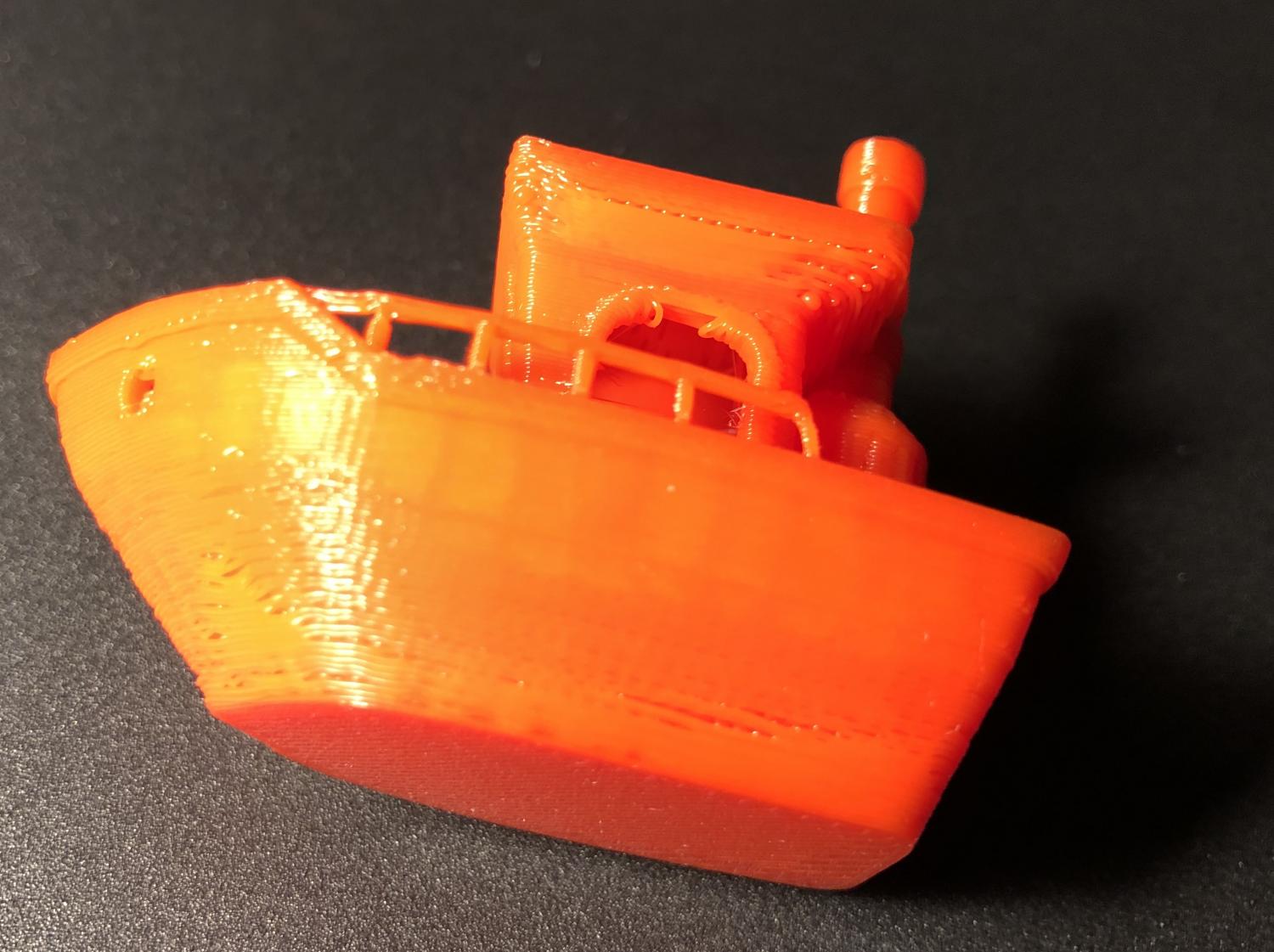
Buongiorno a tutti! Come promesso vi trasmetto la foto dei risultati ottenuti applicando i vs consigli: direi di essere molto soddisfatto rispetto alla partenza. Rilevo comunque: - qualche irregolarità nello scafo (foto stesa): lì mi pare che qualche motore possa aver perso il passo? - mancano alcuni dettagli: scritta dietro, gli oblò a prua non hanno il bordo ben definito, la cornice della porta è mancante in alto.. - parlando di sfilacciatura mi sembra molto migliorata dopo le modifiche sulla retraction aumentata a 4 con speed 40. Tuttavia quache filo lo vedete ancora. Forse stampo a Te troppo elevata? (200°C). come vi sembra? Avete suggerimenti per i problemi evidenziati o vedete altre imperfezioni che mi sfuggono?
-
Sfilacciature nei “salti”
Ughetto66 ha risposto a Ughetto66 nella discussione Problemi generici o di qualità di stampa
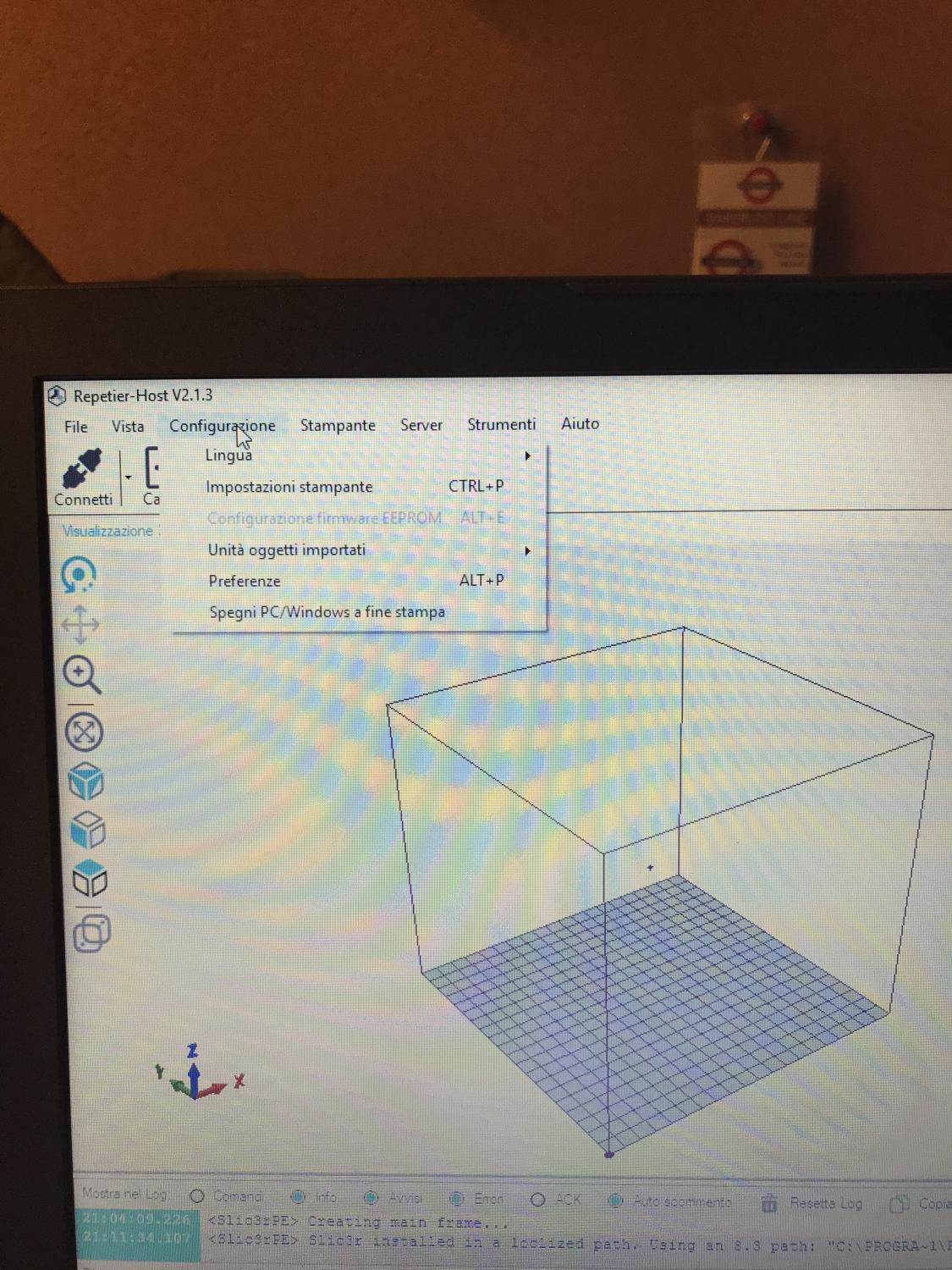
Ho raccolto tutti i vostri suggerimenti, compresi quelli sulla ‘DETRACION’.. (va beh, ho sbagliato! 😖). domani pomeriggio è tutto dedicato a mettere in pratica quello che credo di aver imparato. Per sera pubblicherò una foto del risultato. non so come caricare la versione aggiornata di slic3r in Repetier host. Ora cerco qualche suggerimento. Faccio ancora una domanda: ho seguito i tutorial su help3d per la taratura dei mm/step dell’estrusore, con la misura della quantità di filo caricato dallo stepper dell’estrusore. Ho visto che la quantità iniziale era enorme, circa 70% più della lunghezza attesa. Ho risolto da pannello Prusa settando il valore corretto in control>motion>Esteps/mm e poi salvandolo con control>store memory. In realtà il video suggeriva di usare la funzione su Repetier. Configurazione>Configurazione firmware EEPROM. Ma il mio è perennemente in ghost (non si può cliccare...!). qualcuno intuisce dove sbaglio?
-
Sfilacciature nei “salti”
Ughetto66 ha risposto a Ughetto66 nella discussione Problemi generici o di qualità di stampa
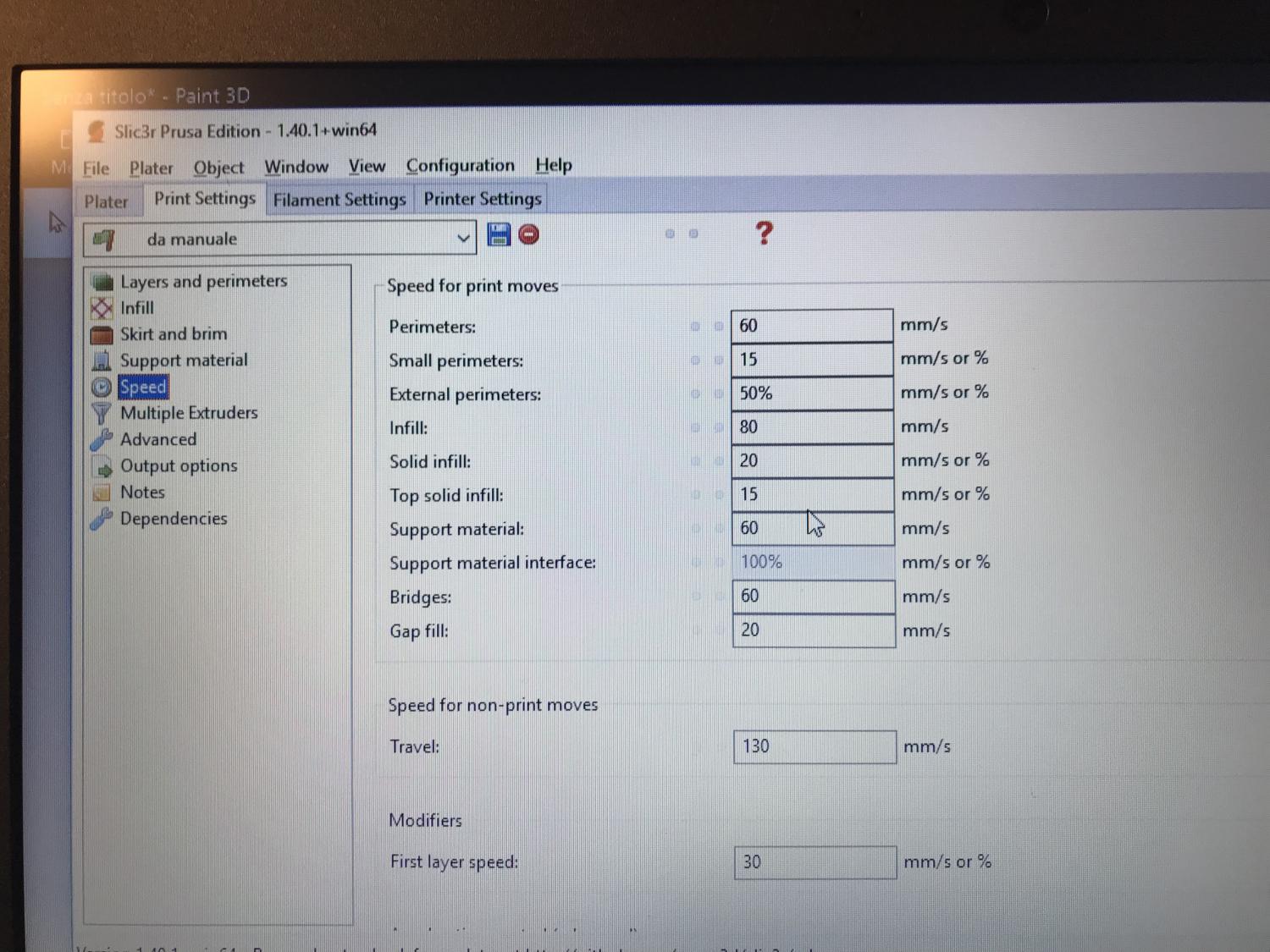
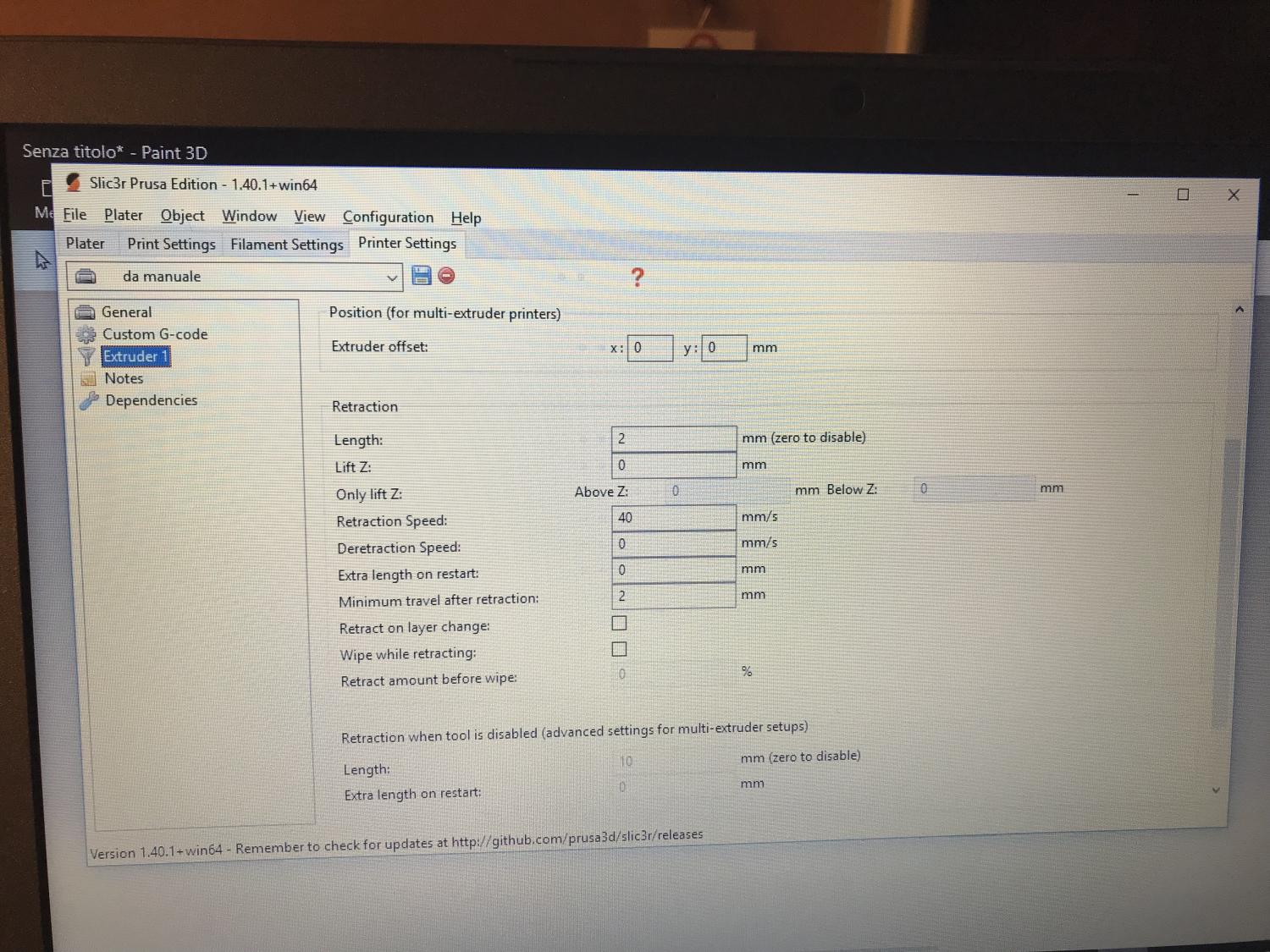
Gentilissimo e rapidissimo. Uso Repetier Host e Slic3r Prusa Edition. PLA da 1,7 Velocità di stampa e Retraction: vedi allegati. Te 200°C
-
Sfilacciature nei “salti”
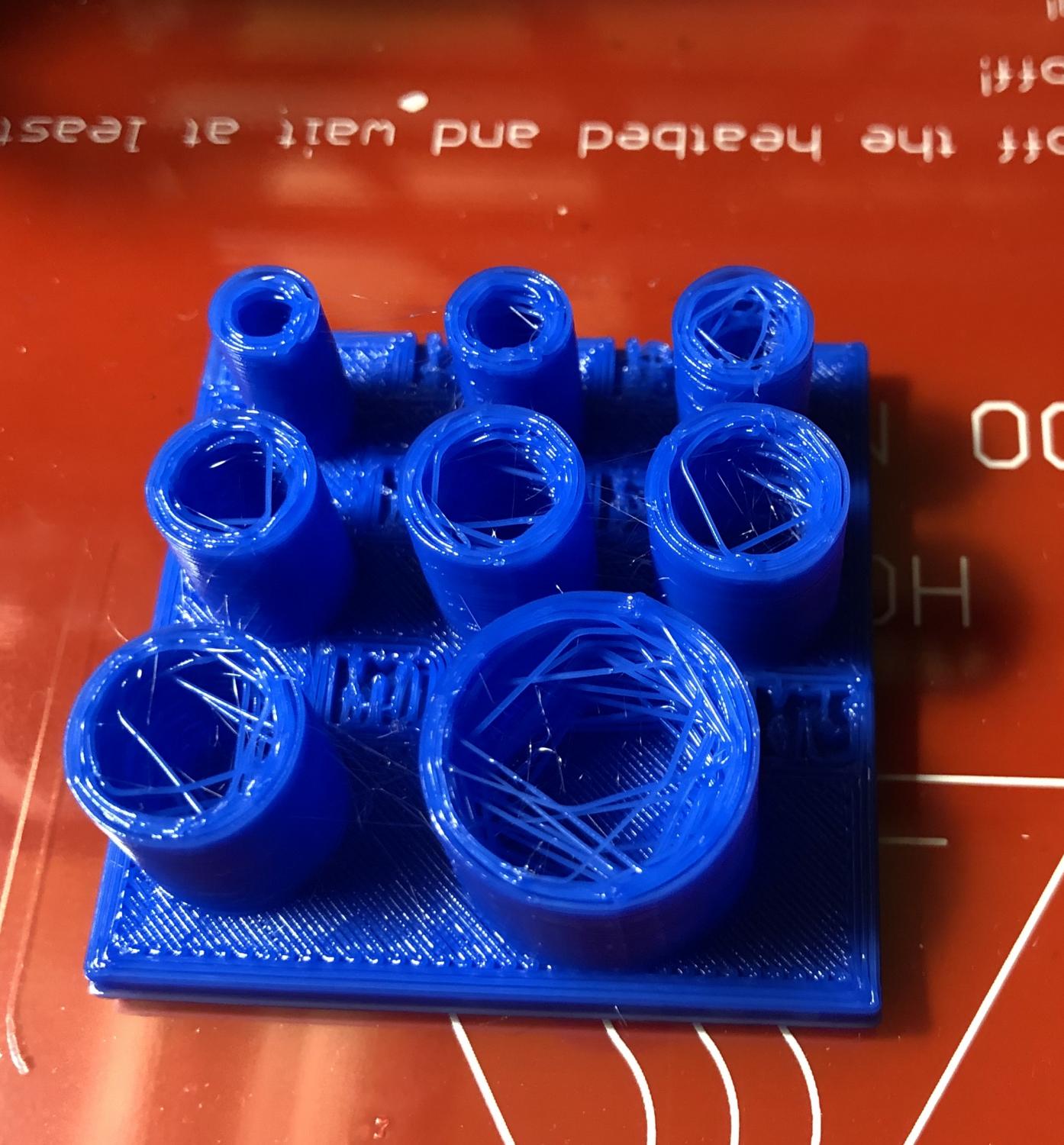
Ughetto66 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, sono un nuovo possessore di Prusa i3 pro B, mooolto alle prime armi e assiduo lettore di questo forum che spesso rappresenta luce nelle ombre e motivo di speranza... I problemi che ho sono molti, ho provato a leggere le soluzioni proposte su questo forum e molte mi hanno aiutato. In altri casi non sono stato in grado di implementare gli insegnamenti giunti dai più preparati e ho dovuto desistere. Ora però vorrei sottoporre alla vostra attenzione questo problema di sfilacciamentoche avviene quando, abbandonando una superficie per dedicarsi ad un’altra distaccata, rimane un filetto estruso che collega le superfici. Foto per spiegarmi meglio: La “detraction è in funzione” come di default... secondo voi cosa dovrei controllare? Te=200°C Tb=60°C Forse max speed è troppo alta e non fa a tempo a ritrarre il filamento? Avrei altre domande, ma per educazione cerco prima se trovo la risposta in altre pagine e poi, una per volta, se necessario... 😂 Grazie.