Lorenzo Mastellotto
-
Numero contenuti
35 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Lorenzo Mastellotto
-
CIAO, benvenuto
-
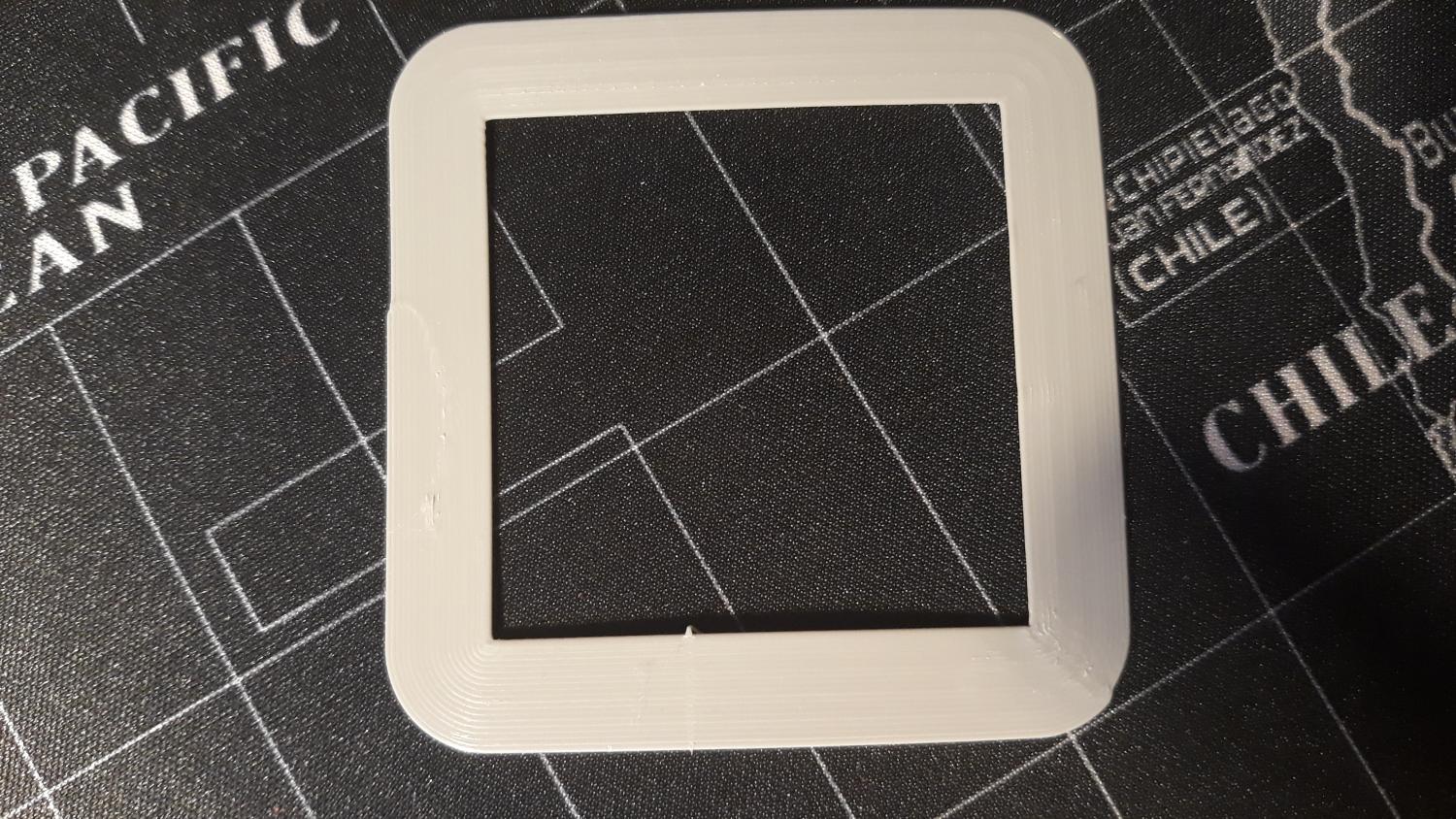
Difetti primo strato
Lorenzo Mastellotto ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, Volevo sapere se sapete perchè il primo layer ha sempre questo difetto agli angoli e poi in mezzo alle linee c'è un iperflusso. PS: è un Brim --------------------- Cura ------------------------- Altezza dello strato 0.3 Altezza dello strato iniziale 0.36 Larghezza della linea 0.45 Temperatura 203 Temperatura strato iniziale 205 Temperatura piano 58 Temperatura piano strato iniziale 62 Flusso 100 Velocità di stampa 120 Velocità delle pareti 30 Velocità degli spostamenti 130 Velocità dello strato iniziale 25 Velocità degli spostamenti strato iniziale 25 Accelerazione di stampa 1000 Jerk di stampa 15 Distanza retrazione 2.9 Velocità retrazione 50 Modalità Combing Tutto Z Hop durante retrazione Sì Risoluzione massima 0.05 Risoluzione massima di spostamento 0.05 Deviazione massima 0.05 Può essere la combing attiva?
-
Angoli e bordo
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Non penso che sia quello che renda gli singoli così -
Angoli e bordo
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
1s -
Angoli e bordo
Lorenzo Mastellotto ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno, Oggi ho provato ha stampare questo semplice parallelepipedo per provare il jerk. Come in ogni stampa che faccio che abbia degli angoli, il bordo rispetto all'angolo è più interno e si nota molto l'angolo. Altezza layer: 3 Infill: 0 jerk 5 / 15 / 30 pareti: 4 loop Temp: 208 Velocità: 60 Accelerazione: 1000 Come si può vedere l'angolo di sx è molto accentuato e non coerente con il bordo, la parte superiore ha un jerk di 30, ma anche con il 25 anche se il bordo è un po' migliore ma comunque si può notare questo che non so se chiamarlo difetto. Grazie Spero che possiate aiutarmi.
-
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
@marcottt @Joker78 @iLMario Ho provato a impostare con il coasting cura però se vado nella preview si vedono quelle linee che poi si vedevano a fine stampa; però senza non si vedono. Adesso provo a stampare senza a vedere cosa capita -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Ieri mentre stampavo sentivo scoppiettante il filo, può essere che è umido? -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Ho sbagliato a scrivere 202 nozzle con 40 di bed -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Ci proverò. La temperatura di 102 gradi è bassa ? -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Quindi devo impostare 2mm come retrazione? -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Il tubo in tpfe intendevo. -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Il tubicino è 2mm di diametro Io uso una temperatura di 102 è poco per il bq? -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Se lo diminuiscono incomincia a farmi i filini -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Utilizzo una temperatura di 202 gradi e una retrazione di 6mm 35 mm/s. Velocità di stampa di 50mm/s Penso che la velocità e la temperatura siano giusti -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Quindi dovrei stamparlo normalmente? -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Quindi provo a stamparlo con la modalità vaso attiva e il coasting? -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Cos'è il coasting? -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Ci proverò!!! Avresti per caso dei tutorial da passarmi per calibrare il coasting? Come si fa a ridurre la cucitura? Grazie mille -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
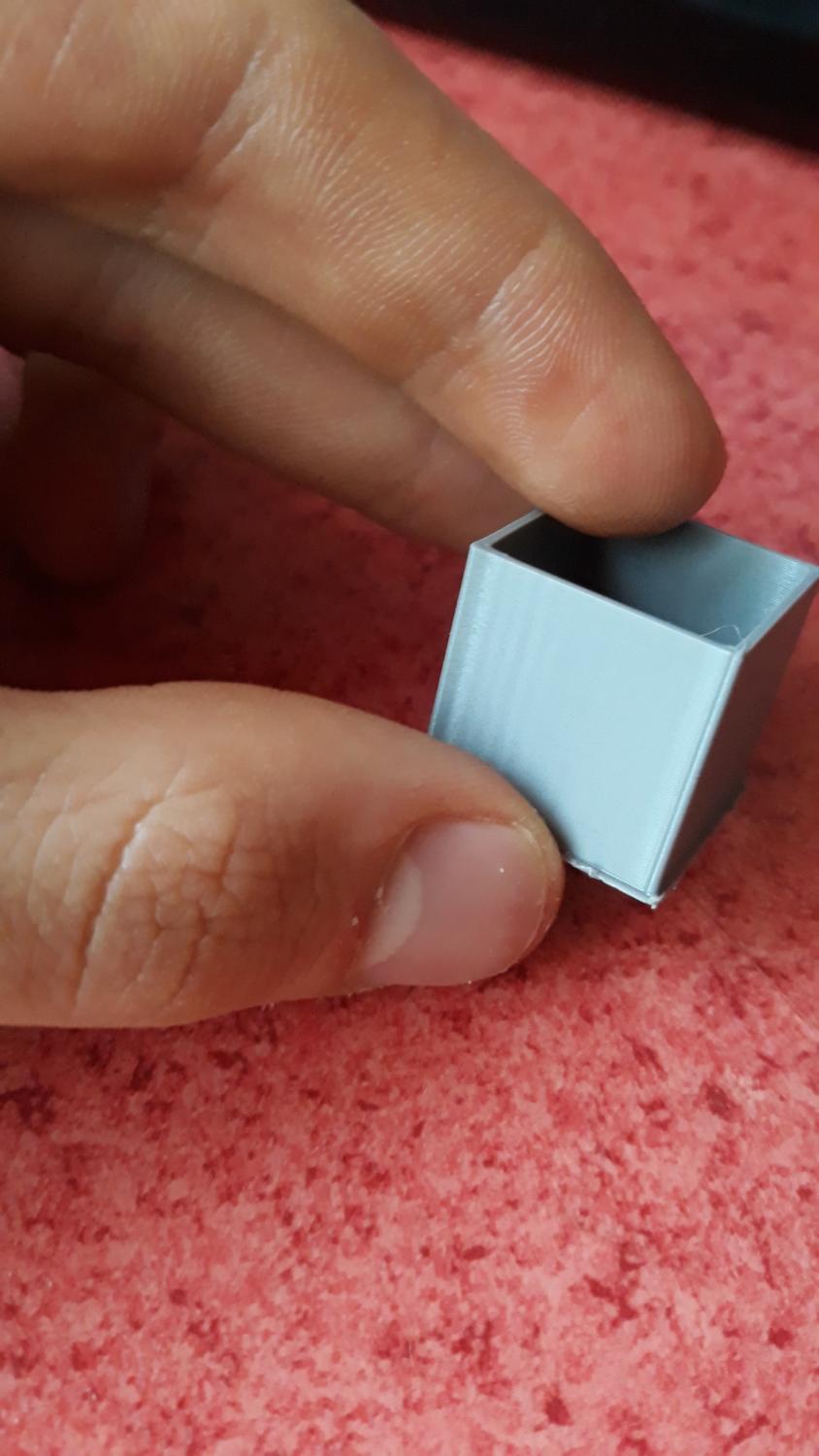
Ho provato a stamparlo come vaso e non ha quelli errori, c'è ci sono, ma sono poco evidenti. Però la parete è venuta sottile e non spessa come doveva venire!! -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
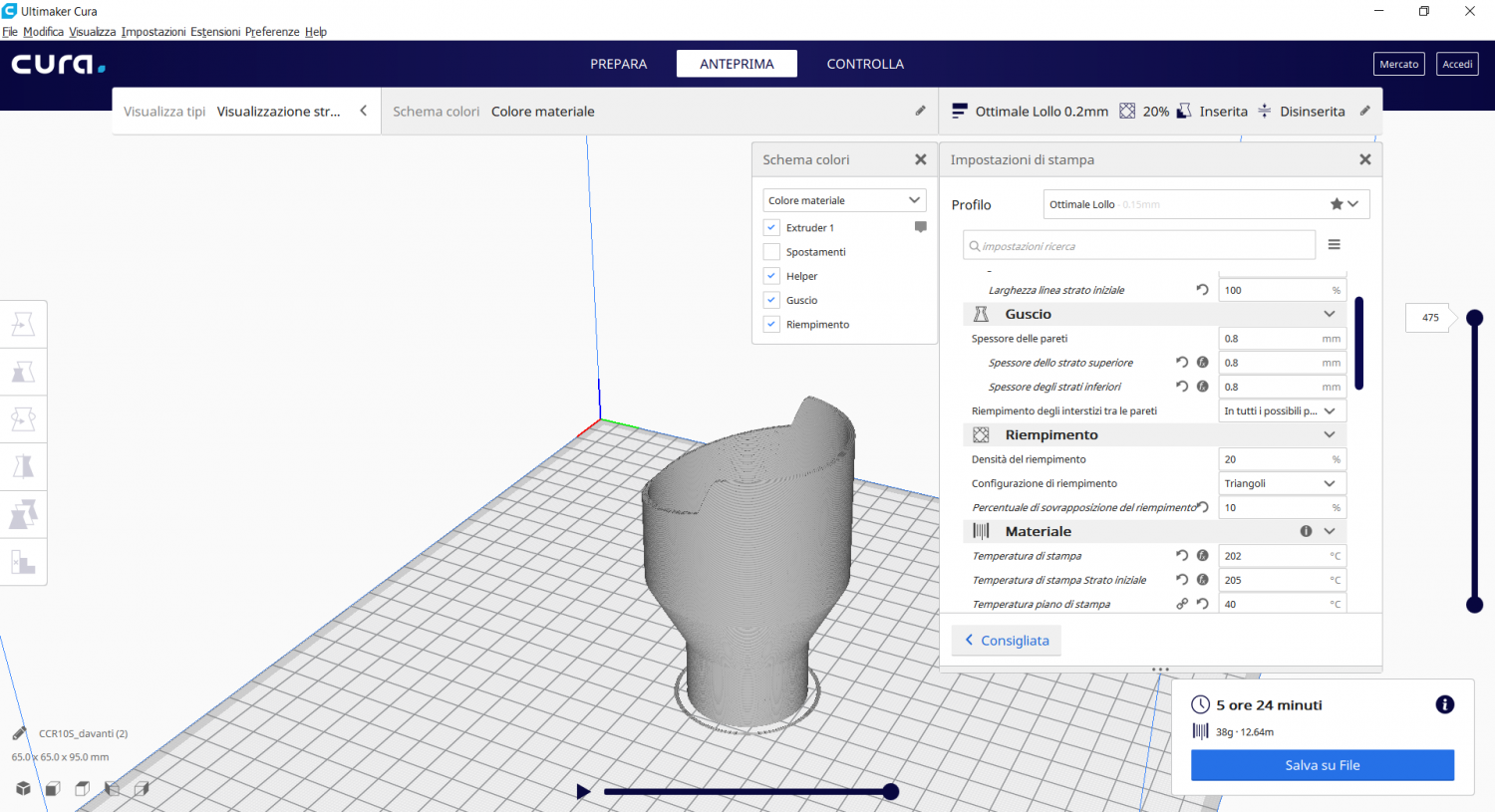
@marcottt @iLMario Ho stampato il pezzo in modalità normale. Potrebbe essere la percentuale di sovrapposizione del riempimento? Vi metto anche il file di cura così se volete potete vedere l'anteprima. modello.3mf
-
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Ho stampato questo pezzo, e solo in questo lato sembra esserci un eccesso di fluido. Il resto è venuto perfetto. Non so più cosa modificare. Ho aumentato il jerk parete da 8 a 10, con una velocità di stampa di 50. Flusso a 92. Ventola 100%. Se mi aiutate mi fate un piacere @iLMario @marcottt @Tomto
-
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Spessore impostato 0.1mm, misurati 0.07mm -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
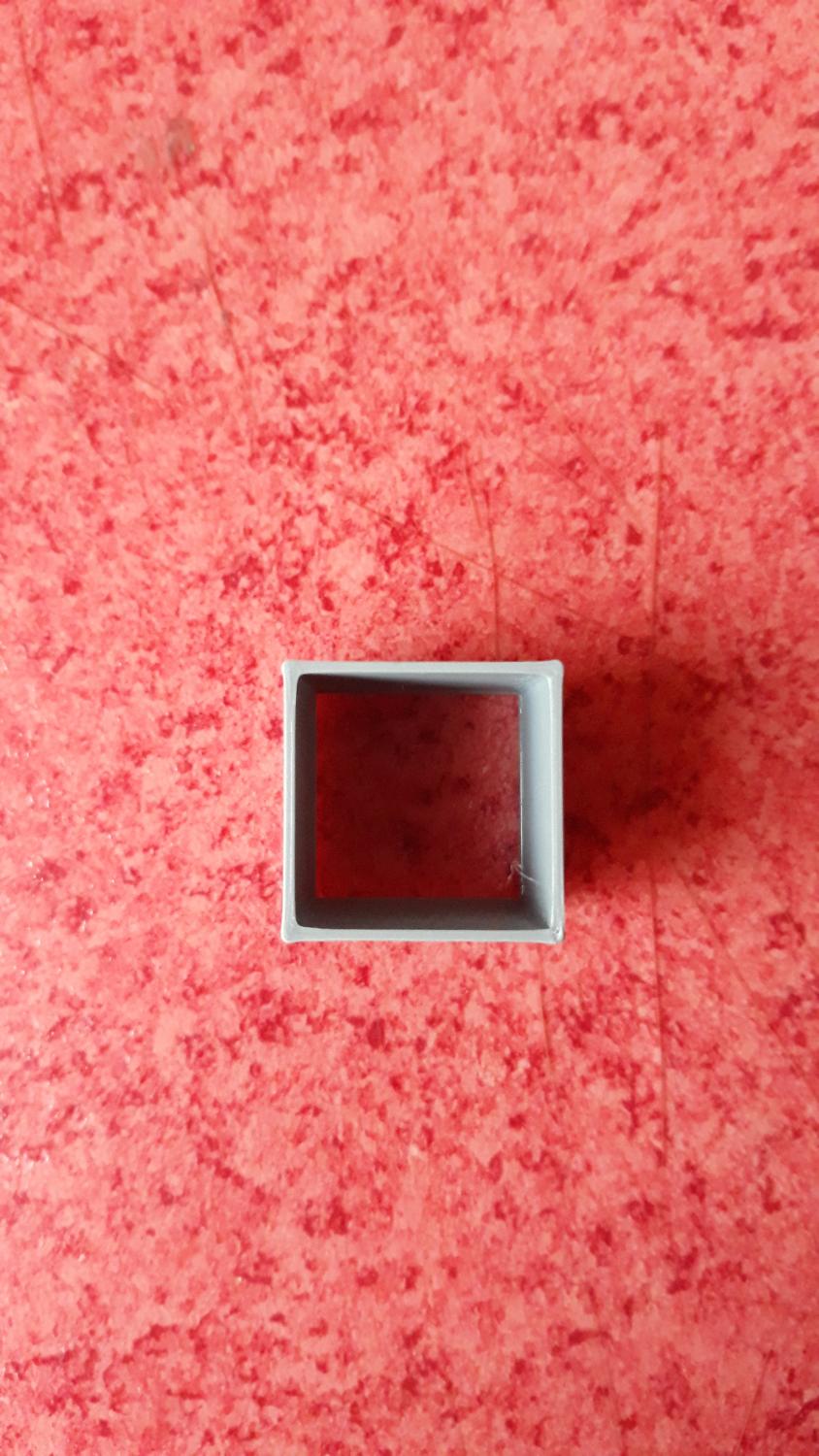
Gli steps dell'estrusore gli avevo già regolati. Temp: da 107 a 102 Flusso: da 94 a 92 Nella seconda foto se uno lo guarda da sopra fa una curva perchè ci sono gli spigoli piu spessi, perchè?
-
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
Da 110 l'ho abbassato a 107, proverò ad abbassarlo ancora e abbassare il flusso. Uso bq grigio -
Linee perimetrali mancanti
Lorenzo Mastellotto ha risposto a Lorenzo Mastellotto nella discussione Problemi generici o di qualità di stampa
@marcottt @Tomto A questo punto protrebbe essere un problema di flusso?