.jpg.cd12fd5acdcc78397f3d172afba0d3f4.jpg)
gregorio56sm
-
Numero contenuti
1.279 -
Iscritto
-
Ultima visita
-
Giorni Vinti
13
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di gregorio56sm
-
.thumb.jpg.c280c2c5543e14a57995e8a8da0e7d12.jpg)
Cura: nuovo bug o caratteristica?
gregorio56sm ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
Comunque tutto quello che va sotto al piatto in z sono io a deciderlo quindi per differenza........... -
Cura: nuovo bug o caratteristica?
gregorio56sm ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
Non mi pare. Per adesso non ho ancora trovato riferimenti in materia( uso con traduzione italiana) -
Perché stampa così?
gregorio56sm ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
Montato. A questo punto non ho idea di quale possa essere il tuo problema. Forse è meglio se rivedi un pò tutto
-
Spool sul retro e sottoestrusione
gregorio56sm ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Generalmente in tante stampanti il supporto bobina è collegato alla traversa superiore della stampante -
Perché stampa così?
gregorio56sm ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
Ho fatto una prova veloce e i file stl sono a posto. Lasciamo perdere i vari fili e la finitura ripeto ho fatto una cosa alla speedy gonzales. però mi pare che abbiamo la stessa macchina
-
Problema stampa
gregorio56sm ha risposto a RobbMonopolio nella discussione Problemi generici o di qualità di stampa
Non sono un gran tecnico....vado a naso Estrusore troppo alto rispetto al piano? Velocità di stampa troppo alta? Temperatura estrusore troppo bassa? Gruppo hotend da pulire? La stampante è calibrata? Aspetta anche commenti da persone più ferrate, di me, in materia -
Io mi trovo bene con spessimetro 0,12
-
Signori vi presento, con non poco orgoglio...
gregorio56sm ha risposto a Killrob nella discussione La mia stampante 3D e il mio laboratorio
Rimango sempre più sbalordito. Complimenti e tanta invidia 😄 -
Cambio marca di filamento, ora problemi di adesione
gregorio56sm ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Secondo me è meglio mettere la lacca a piatto freddo. raramente ho avuto problemi di aderenza. Anche con pla rosso di geetech. Profilo cura normal uniche varianti : temperatura 225° (comunque mai al di sotto di 215°) piatto 55° velocità 50 Poi i settaggi sono un terno al lotto. Dopo più di un anno di stampe ogni tanto faccio ancora prove per migliorare e oramai sono partite una cinquantina di bobine di pla -
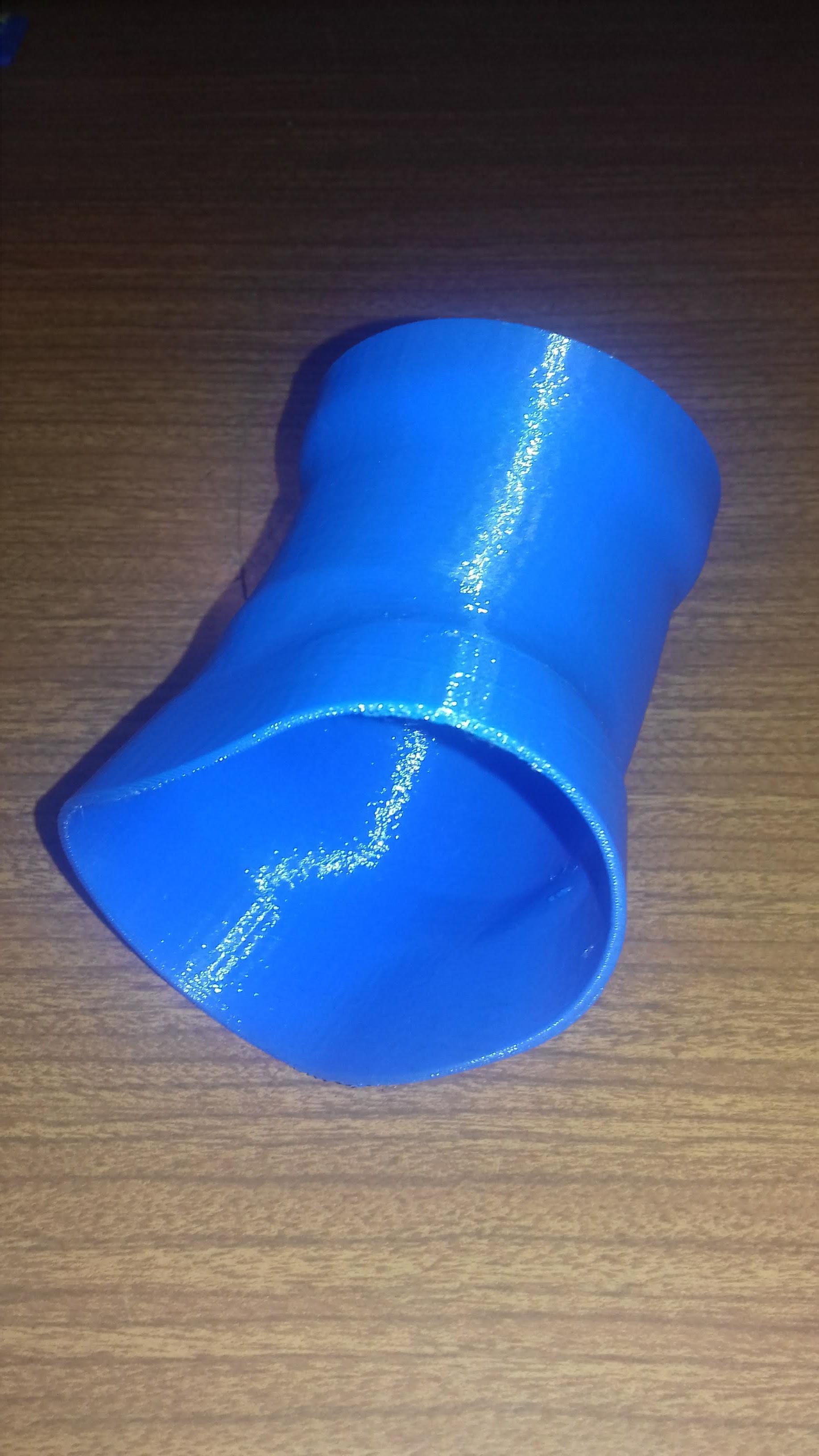
Giunzione di quanto resta sulle bobine
gregorio56sm ha risposto a gregorio56sm nella discussione Nuove idee e progetti
Questa è la prima volta che riesco a fare una giunzione come si deve. Sono stato fortunato perché le precedenti prove sono state deludenti. Adesso è da parecchio che uso pla silk copper geeetech e devo dire che questo materiale mi rende meglio di altri. infatti la giunzione funzionante è fatta su questo materiale. -
BASUKA 2
gregorio56sm ha risposto a Basilietto nella discussione La mia stampante 3D e il mio laboratorio
Traguardo in vista...... Sempre complimenti Colpo d'occhio fantastico -
Giunzione di quanto resta sulle bobine
gregorio56sm ha risposto a gregorio56sm nella discussione Nuove idee e progetti
Ieri finalmente sono riuscito finalmente a unire due rimasugli di pla. Sistema economico, candela e pezzo di tubo ptfe. Dopo la giunzione via di carta seppia per uniformare il tutto. Visivamente soddisfacente e scorrimento nel ptfe ok. Stamattina ho lanciato una stampa e tutto è filato liscio con la giunzione che ha fatto il suo lavoro senza dare problemi. Sono contento perché dopo tanto tempo sono riuscito ha fare una giunzione come si deve forse perché ero un pò tranquillo. Adesso con pazienza piano piano mi farò le giunte delle bobine avanzate. -
Buchi sulle stampe con PLA Geeetech blu
gregorio56sm ha risposto a GiovanniMontieri nella discussione Materiali di stampa
Potrebbe essere un problema di umidità???????????? Ho usato diverse bobine pla geeetech blu e non ho avuto grossi problemi. Solo una bobina (causa umidità) mi ha dato un mucchio di problemi -
Errore temperatura hotend
gregorio56sm ha risposto a Basilietto nella discussione Problemi generici o di qualità di stampa
Avuto problema termistore bed. A volte errore si a volte errore no. Sostituito termistore. Mi associo a @Killrob -
Modificare i file mesh
gregorio56sm ha risposto a Farixxx nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Buio totale su inventor -
Estrusore non spinge filamento
gregorio56sm ha risposto a zDrqke nella discussione Problemi generici o di qualità di stampa
Occhio che la molla non sia troppo carica -
Consigli per l'acquisto Artillery Genius o X1?
gregorio56sm ha risposto a EMOZIONE nella discussione La mia prima stampante 3D
Su HELP3D c'é una recensione sulla artillery X1 https://help3d.it/artillery-sidewinder-x1-la-recensione/ -
Problemi durante la stampa
gregorio56sm ha risposto a Nogard nella discussione Problemi generici o di qualità di stampa
Normale che con estrusore bloccato il pla si rigonfi a 2 mm Non può uscire ma la ruota godronata continua a spingere e in prossimità dell'estrusore il materiale è morbido per via del calore. Infill (fil density) 100% a me sembra eccessivo è un pò come voler fare una colata di pla. Proverei a calare almeno a 60% -
BASUKA 2
gregorio56sm ha risposto a Basilietto nella discussione La mia stampante 3D e il mio laboratorio
Chi ben comincia è a metà dell'opera. Prende forma ..... e mi sembra proprio un'ottima forma -
BASUKA 2
gregorio56sm ha risposto a Basilietto nella discussione La mia stampante 3D e il mio laboratorio
Cribbio!!!!!!!!! felicitazioni, speriamo in un parto senza problemi 😄 -
verifica stampa
gregorio56sm ha risposto a gregorio56sm nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
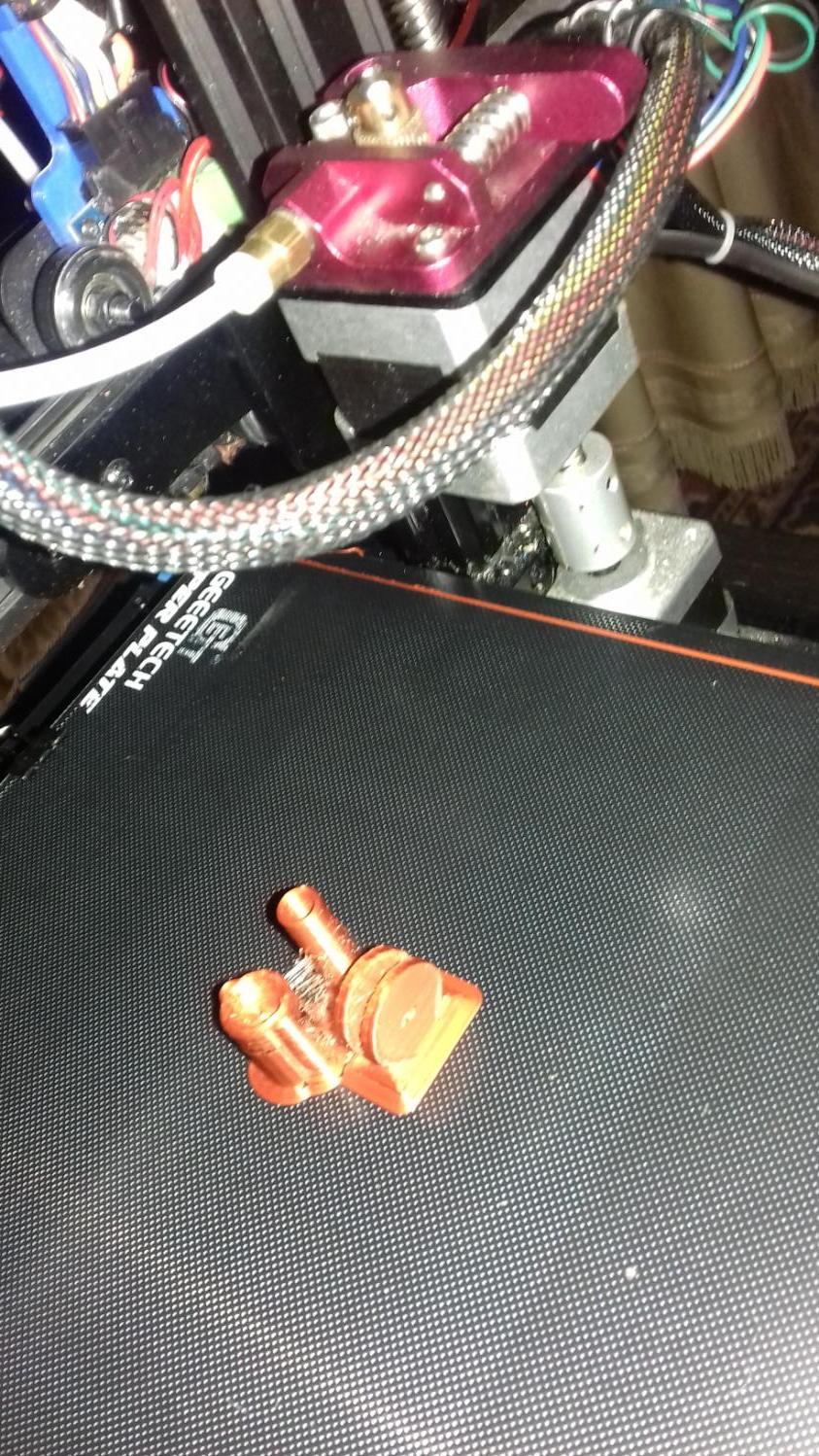
Macchina Geeetech A10 Materiale PLA Geeetech SILK COPPER Come profilo di stampa uso il NORMAL proposto da CURA Uniche variazioni Allineamento delle giunzioni a z Casuale Densità riempimento 25% Griglia Temperatura di stampa 220° Piatto 55° Distanza di retrazione 5 Velocità di retrazione 50 Velocità di stampa 50 Z hop abilitato Brim esterno 15 Questo è quanto. Ovviamente cerco di fare sempre meglio però con una stampantina così anche un pò di fortuna non guasta mai. Poi dipende anche tanto dalla forma del pezzo da stampare e se allineare lungo X o lungo Y. Il fatto di usare faro per i controlli è scontato per via delle tolleranze da rispettare. Tanto per allego foto del "giocattolo"
-
verifica stampa
gregorio56sm ha risposto a gregorio56sm nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
In parole povere: il pezzo che ho stampato ovviamente prima l'ho disegnato. Quindi dal disegno risultano le misure del pezzo. Alla fine ho misurato il pezzo stampato per verificare che le misure rilevate sul pezzo corrispondessero al disegno. Colpo di fortuna quaglia tutto -
verifica stampa
gregorio56sm ha risposto a gregorio56sm nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Un braccio di rilevamento 3D della FARO -
verifica stampa
gregorio56sm ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Come da titolo ho fatto una stampa di un pezzo che ovviamente mi serve. Mi sono preso il cosidetto mal di pancia è ho voluto controllare il risultato. Sono soddisfattissimo della mia macchinetta, allego il risultato della verifica scan0004.pdf -
Problemi anycubic i3 mega s
gregorio56sm ha risposto a Nedes nella discussione Problemi generici o di qualità di stampa
se il nozzle va in temperatura regolarmente (pla 200°-220°valori indicativi) controlla che nel gruppo di trascinamento la ruota zigrinata abbia i grani serrati bene sull'albero del motore. Verifica anche la pressione esercitata dalla molla. A me succede una cosa simile dopo tanti giorni di stampa quando per pigrizia non cambio tubo ptfe e nozzle