.jpg.cd12fd5acdcc78397f3d172afba0d3f4.jpg)
gregorio56sm
-
Numero contenuti
1.279 -
Iscritto
-
Ultima visita
-
Giorni Vinti
13
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di gregorio56sm
-
.thumb.jpg.c280c2c5543e14a57995e8a8da0e7d12.jpg)
Vi presento Basuka1
gregorio56sm ha risposto a Basilietto nella discussione La mia stampante 3D e il mio laboratorio
Stai andando alla grande. Complimenti ancora -
Configurazione marlinkimbra delta
gregorio56sm ha risposto a Pietro_c nella discussione Software di slicing, firmware e GCode
Io non sono in grado di aiutarti per quanto riguarda la "configurazione". Però anche per chi se ne intende "configurazione" è un po troppo generico -
Configurazione marlinkimbra delta
gregorio56sm ha risposto a Pietro_c nella discussione Software di slicing, firmware e GCode
Qui ci sono persone che sicuramente ti possono dare una mano, ma devi essere un po più dettagliato in quello che ti serve -
Rastrelliera porta ugelli
gregorio56sm ha risposto a looka nella discussione La mia stampante 3D e il mio laboratorio
Niente è una stupidaggine. Essere soddisfatti del risultato, questo è importante -
Anubi, altro problema di supporti
gregorio56sm ha risposto a Franco_64 nella discussione Software di slicing, firmware e GCode
https://www.youtube.com/watch?v=7BURpQNXrDA&list=WL&index=18&t=0s Forse meglio questo https://www.youtube.com/watch?v=FgjcapEhJJQ Questo video fa riferimento a quello che ti ha detto @invernomuto -
Estrusione incostante
gregorio56sm ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
Prima cosa devi verificare che il filamento scorra bene e libero nel tubetto ptfe. (altrimenti sostituire) Poi controllare estrusore e ugello, eventualmente sostituire ugello. Quando sei sicuro che è tutto libero e pulito ti conviene fare il test per Step/mm E, in alto sulla pagina "GUIDE" li trovi tutte le informazioni. Poi vediamo, facci sapere -
Cura 4.6.1 fa cose strane al primo layer
gregorio56sm ha risposto a Tommaso 0000 nella discussione Software di slicing, firmware e GCode
Sono i parametri dello start gcode di default. Anche io ho la geeetech A10 cancella il gcode di inizio e copiati questo. Farà sempre una riga per caricare l'estrusore ma dovresti essere a posto con le temperature. G28 ;Home G1 Z15.0 F6000 ;Move the platform down 15mm G92 E0 G1 F200 E3 G92 E0 G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder -
E' da un anno che uso Sunlu e non posso lamentarmi. Ricordati solo che a parità di marca, cambiando colore,è bene rifare un po di test perché alle volte ci sono delle differenze notevoli
-
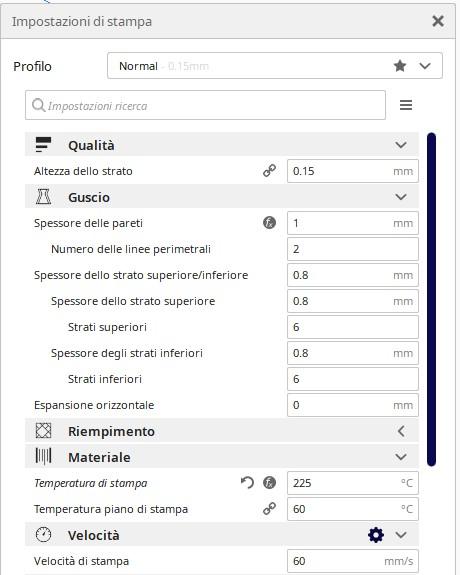
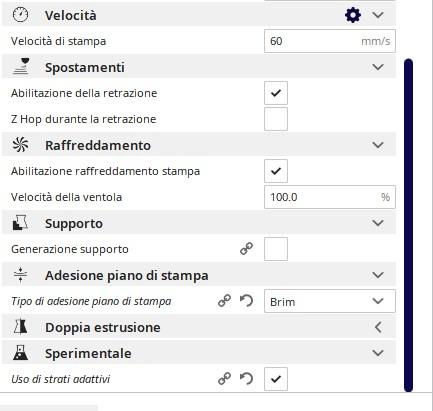
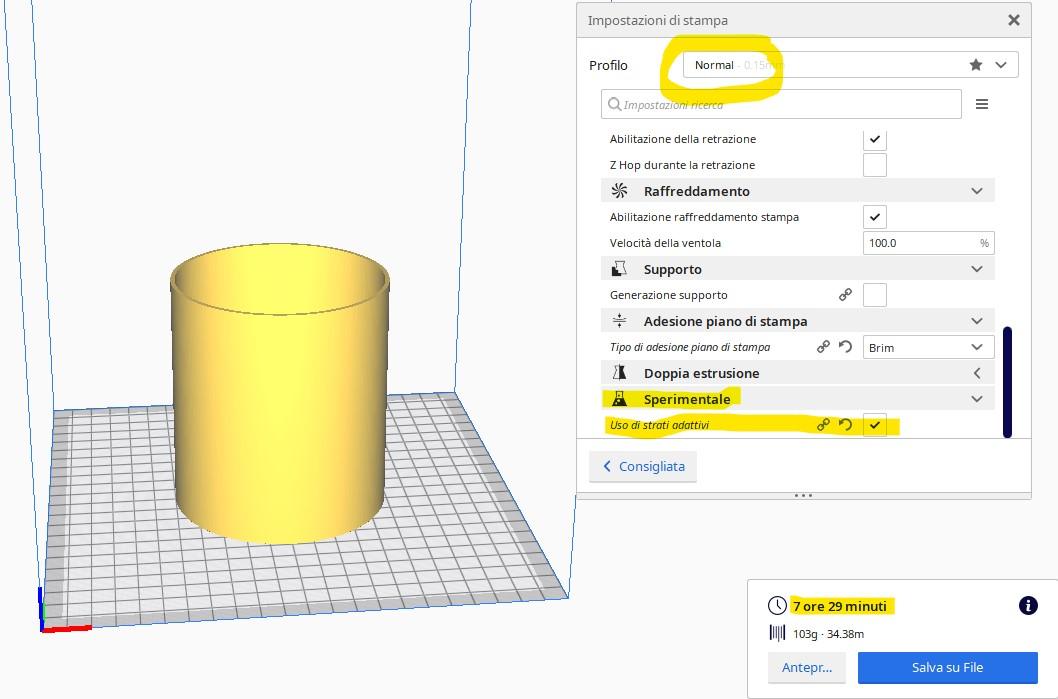
La faccenda della scritta che resta arancione non mi è chiara. Però io ho sempre usato nozzle da 04. Ti posto i parametri di cura usati per la prova del tuo pezzo. Tieni presente che sono i parametri del programma appena installato. Ho solo variato temperatura e aggiunto strati adattivi. riempimento 10% griglia (è rimasto chiuso nello screen-shot)

-
Pezzo con tue misure Cura 4.6.1 Profilo normale parametri di default velocità 60mm/s Allego screen-shot unica variante uso strati adattivi altrimenti sono sulle 11 ore di stampa
-
Le mie prime stampe
gregorio56sm ha risposto a Devil3D nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Appunto , non per fare pubblicità , ma se mi dai un link per la resina mi fai un favore. Grazie -
Le mie prime stampe
gregorio56sm ha risposto a Devil3D nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Ma è un pezzo unico? -
qualcuno conosce questo ugello?
gregorio56sm ha risposto a akita nella discussione Hardware e componenti
O riesci a modificare end-stop di z in qualche modo se no posso immaginare si debba intervenire con modifiche sul firmware. E' meglio se aspetti risposte da chi è più competente in materia di firmware -
Ruota dentata che ogni tanto fa "tac": help !!!
gregorio56sm ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Concordo con @Killrob- 10 risposte
-
- 1
-

-
- ender3 pro
- ender
- (and 2 più)
-
DIVISIONE E MODIFICA STL
gregorio56sm ha risposto a Ettore84 nella discussione Software di slicing, firmware e GCode
Puoi sempre provare a dividere questo pezzo grande in due più piccoli. (se è possibile) con fusion 360 Per la scritta proprio non saprei -
Tubo PTFE rovinato in prossimità del giunto pneumatico
gregorio56sm ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Più il tubo è lungo e più smorza le torsioni, mi pare tu abbia una delta, movimenti diversi. per me il tubo parte in orizzontale dallo spingifilo per finire verticale nell'estrusore. movimento asse x avanti e indietro = torsione tubo su raccordo. Quando ero più giovane guardavo le ragazze adesso mi accontento del ptfe😂 -
Le mie prime stampe
gregorio56sm ha risposto a Devil3D nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Complimenti , il motore è super!!! -
Ruota dentata che ogni tanto fa "tac": help !!!
gregorio56sm ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Il filetto dovrebbe essere standard, ne ho già presi da diversi produttori e non ho mai avuto problemi. Per il cambio dell'ugello devi farci l'occhio. ovvio che più stampi più si usura. per esempio potresti doverlo cambiare una volta al mese come una volta all'anno.- 10 risposte
-
- 1
-
-
- ender3 pro
- ender
- (and 2 più)
-
Ti ringrazio per i comandi del gcode, ma sopratutto per i consigli. Grazie ancora
-
Cura - supporti
gregorio56sm ha risposto a R0bert0 nella discussione Software di slicing, firmware e GCode
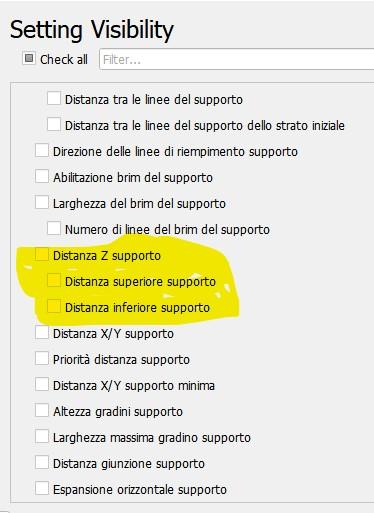
Nella voce supporto ci sono questi comandi che possono fare al caso tuo
-
Ruota dentata che ogni tanto fa "tac": help !!!
gregorio56sm ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Per cambiare l'ugello basta una normale chiave fissa da 6 o da 7 in genere a seconda dell'esagono dell'ugello Però prima di smontare porta l'estrusore in temperatura , almeno 210° e togli il filo poi sviti l'ugello e lo cambi. L'ugello va sempre cambiato a caldo Un ugello in bronzo va bene per la maggioranza dei materiali. Normalmente solo quelli "CARBON" richiedono un ugello in inox. Io come ugelli uso questi https://www.amazon.it/gp/product/B07MNYZ2KK/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1 però guarda che siano come il tuo- 10 risposte
-
- 1
-
-
- ender3 pro
- ender
- (and 2 più)
-
Tubo PTFE rovinato in prossimità del giunto pneumatico
gregorio56sm ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Va tutto bene tutte le soluzioni sono buone ma considera che: con il movimento dell'estrusore il tubo subisce ondeggiamenti e torsioni quindi un po di usura può essere normale. Eventualmente un paio di centimetri in più di lunghezza ti possono aiutare a ridurre le tensioni sul tubo -
Hai centrato il problema. Io me la cavo meglio con viti e bulloni, se gentilmente puoi postare le righe da aggiungere al gcode finale mi faresti proprio un grosso favore. Anche perché a forza di accorciare il ptfe dovrei poi comperarne una matassa da 100 metri per stare un po tranquillo.😄 Grazie
-
Per montare la ventola supplementare ho smontato l'estrusore: Le palette delle due ventole erano piene di polvere così pure il dissipatore. una bella pulizia ci voleva proprio
-
Beato te. pur limitandomi al pla ogni 3 o 4 stampe (120/150 ore) devo tagliare il ptfe che va a contatto dell'ugello. La bobina di petg è praticamente intonsa avendo fatto solo due piccole stampe di prova. Quando avrò finito sta serie di lavori vedrò di fare un po di esperimenti con il petg e quindi testerò al massimo il mio sistema di raffreddamento.