Pietro77
-
Numero contenuti
18 -
Iscritto
-
Ultima visita
Obiettivi di Pietro77
")



-
 Pietro77 ha cambiato la sua immagine del profilo
Pietro77 ha cambiato la sua immagine del profilo -
Scostamento z Offset a inizio stampa
Pietro77 ha risposto a Pietro77 nella discussione Problemi generici o di qualità di stampa
Scusate l'assenza, troppo lavoro... @Killrob avevi ragione, l'asse x non era perfettamente orizzontale anche se gli assi sono paralleli. Ho allineato l'asse x e ricalibrato il piano. Il problema però rimane l'ugello parte a 0.1 mm di distanza dal piano ma a inizio stampa l'asse z si alza dello spessore dello strato iniziale impostato nello slicer senza tenere conto della distanza già presente dal piatto, di conseguenza il primo strato è sempre 0.1 mm più alto del dovuto ma estrudendo la quantità di materiale per 0.1 mm meno, risultato: primo layer che non si attacca al piano e inconsistente. Nell'ultima prova che ho fatto ho aumentato il flusso del primo strato da 100 % a 150% e poi a 200%; con 150% è stato il risultato migliore e comunque non abbastanza buono per una stampa solida. Aspettando una risposta farò altre prove cambiando le impostazioni di cura.. -
Scostamento z Offset a inizio stampa
Pietro77 ha risposto a Pietro77 nella discussione Problemi generici o di qualità di stampa
Le barre trapezie sono equidistanti da quelle lisce, se ho capito cosa intendi. -
Scostamento z Offset a inizio stampa
Pietro77 ha risposto a Pietro77 nella discussione Problemi generici o di qualità di stampa
Si, due motori -
Scostamento z Offset a inizio stampa
Pietro77 ha risposto a Pietro77 nella discussione Problemi generici o di qualità di stampa
Misurando con il metro sono circa 50 mm sulla z dando 50 da repetier, a 100 sembra 101 mm con il metro ma a occhio potrei sbagliare, non si misura bene in questo modo... Comunque mi sembra che l'errore sia troppo piccolo per la differenza che ho nel primo layer. -
Scostamento z Offset a inizio stampa
Pietro77 ha risposto a Pietro77 nella discussione Problemi generici o di qualità di stampa
Buongiorno a tutti, perdonate la mia assenza di qualche giorno; ho provato a stampare il cubo di calibrazione classico per gli step/mm ma se lascio le impostazioni come sono in nozzle è troppo distante e praticamente stampa nel vuoto, se invece diminuisco lo stato iniziale di 0.15 mm cura automaticamente riduce anche la quantità di materiale estrusa in accordo con il volume della linea da tracciare quindi il risultato è lo stesso. Tanto per dare qualche info in più sulla stampante il valore di z del primo strato viene segnato correttamente (o meglio viene scritto lo stesso impostato nello slicer che è però 0.15 mm meno della realtà). -
Scostamento z Offset a inizio stampa
Pietro77 ha risposto a Pietro77 nella discussione Problemi generici o di qualità di stampa
Buonasera a tutti, scusate il ritardo, ho trovato lo spessimetro anche se la misura minima era 0.15 mm ho ricalibrato il piatto come consigliato da @Killrob e direi che è mooooooolto meglio, anche mentre lavori ti rendi conto che è enormemente più preciso di un foglio di carta! Ho eseguito il gcode senza estrusione e la stampante continua a segnare correttamente z = 0 prima della stampa e z = 0.3 al termine del gcode. Misurando con lo spessimetro la linguetta da 0.4 passa abbondantemente fra nozzle e piatto, quella da 0.5 non passa quindi mi azzarderei a dire che la distanza è di 0.45 mm che sarebbe giusto: 0.15 mm + 0.3 mm. Quindi dovrei impostare uno z offset negativo della quota pari alla distanza tra piatto e ugello che ho tenuto facendo la calibrazione? -
Scostamento z Offset a inizio stampa
Pietro77 ha risposto a Pietro77 nella discussione Problemi generici o di qualità di stampa
Credo di averne uno a casa. Stasera lo cerco, faccio la calibrazione e vi faccio sapere. -
Scostamento z Offset a inizio stampa
Pietro77 ha risposto a Pietro77 nella discussione Problemi generici o di qualità di stampa
Quando ho fatto il livellamento del piatto il nozzle era pulito ma lo faccio sempre a piatto e hotend a temperatura stampa. Quando ho fatto la foto era colato un po' di materiale per la temperatura. Tu mi consigli di fare il livellamento con solo il piatto caldo? -
Scostamento z Offset a inizio stampa
Pietro77 ha risposto a Pietro77 nella discussione Problemi generici o di qualità di stampa
Il primo layer continua a non attaccare. Allego i file gcode con e senza estrusione il file PI3_test 1 è quello da cui ho ritagliato gli altri due e quello che cerco di stampare nel video di cui vi lascio il link https://youtu.be/T40RRl7ly-o (ho messo il link per non caricarlo e doverlo riscaricare correggetemi se ho sbagliato). Test z offset 2 con estrusione.gcode PI3_Test 1.gcode Test z offset 2 senza estrusione.gcode -
Scostamento z Offset a inizio stampa
Pietro77 ha risposto a Pietro77 nella discussione Problemi generici o di qualità di stampa
Quando mando gli assi alla home segna 0 su tutti e tre Ho fatto un altro gcode, aggiornato e non su un modello vecchio, che vi allego di seguito e con altezza del primo layer e dei successivi impostata a 0.3 mm; con questo la stampante mi da 0.3 mm sulla z quando stampo il primo strato. Sapevo di questo valore e l'ho sempre adottato come linea guida solo a volte in stampe particolari lo avevo abbassato per favorire l'adesione Nel gcode ho escluso il valore di estrusione per non dover ripulire il nozzle tutte le volte. Se potesse fa comodo allego anche il profilo di cura con cui ho generato il gcode. Test z offset 2.txt Prova z offset 2.curaprofile -
Scostamento z Offset a inizio stampa
Pietro77 ha pubblicato una discussione in Problemi generici o di qualità di stampa
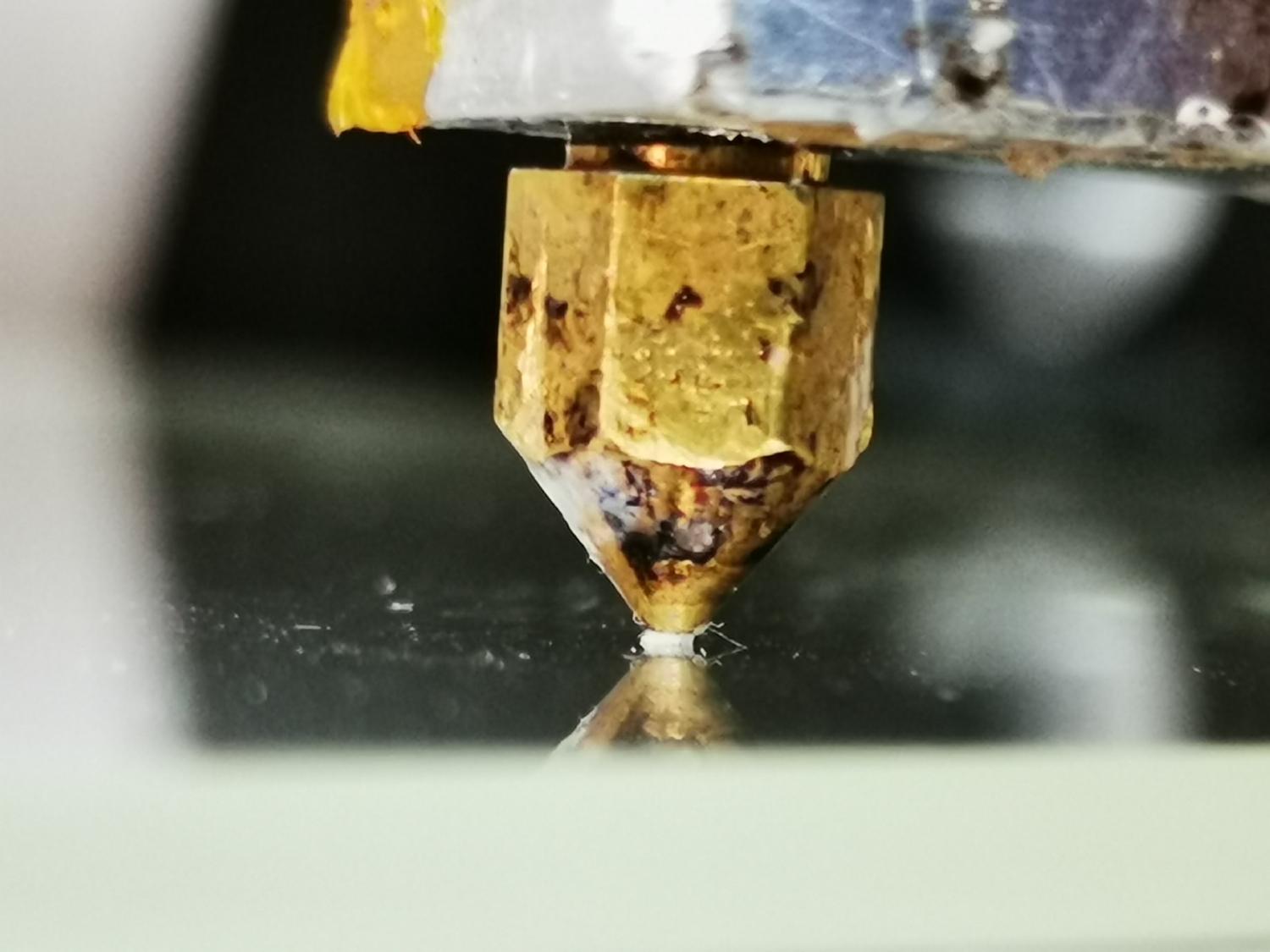
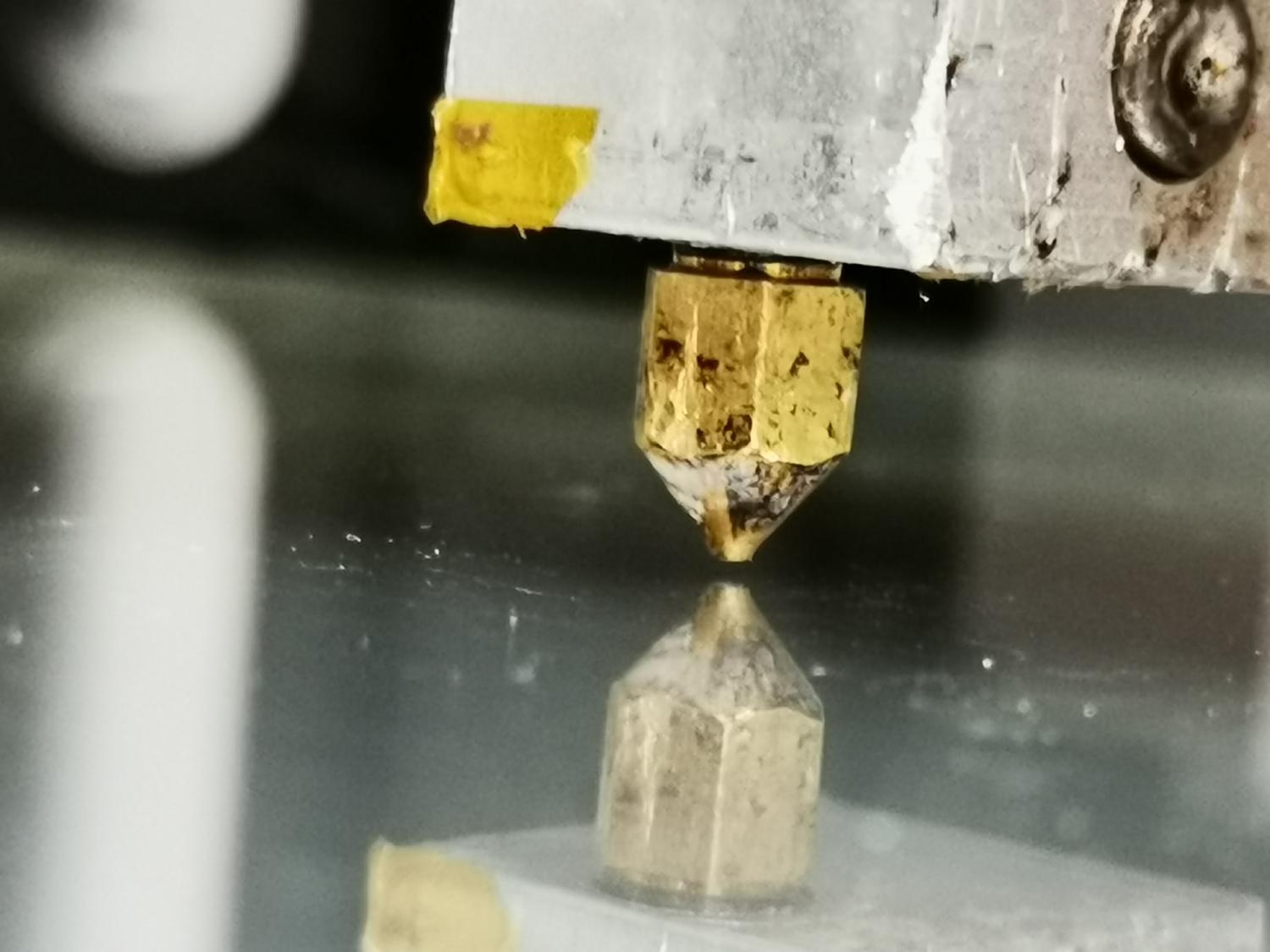
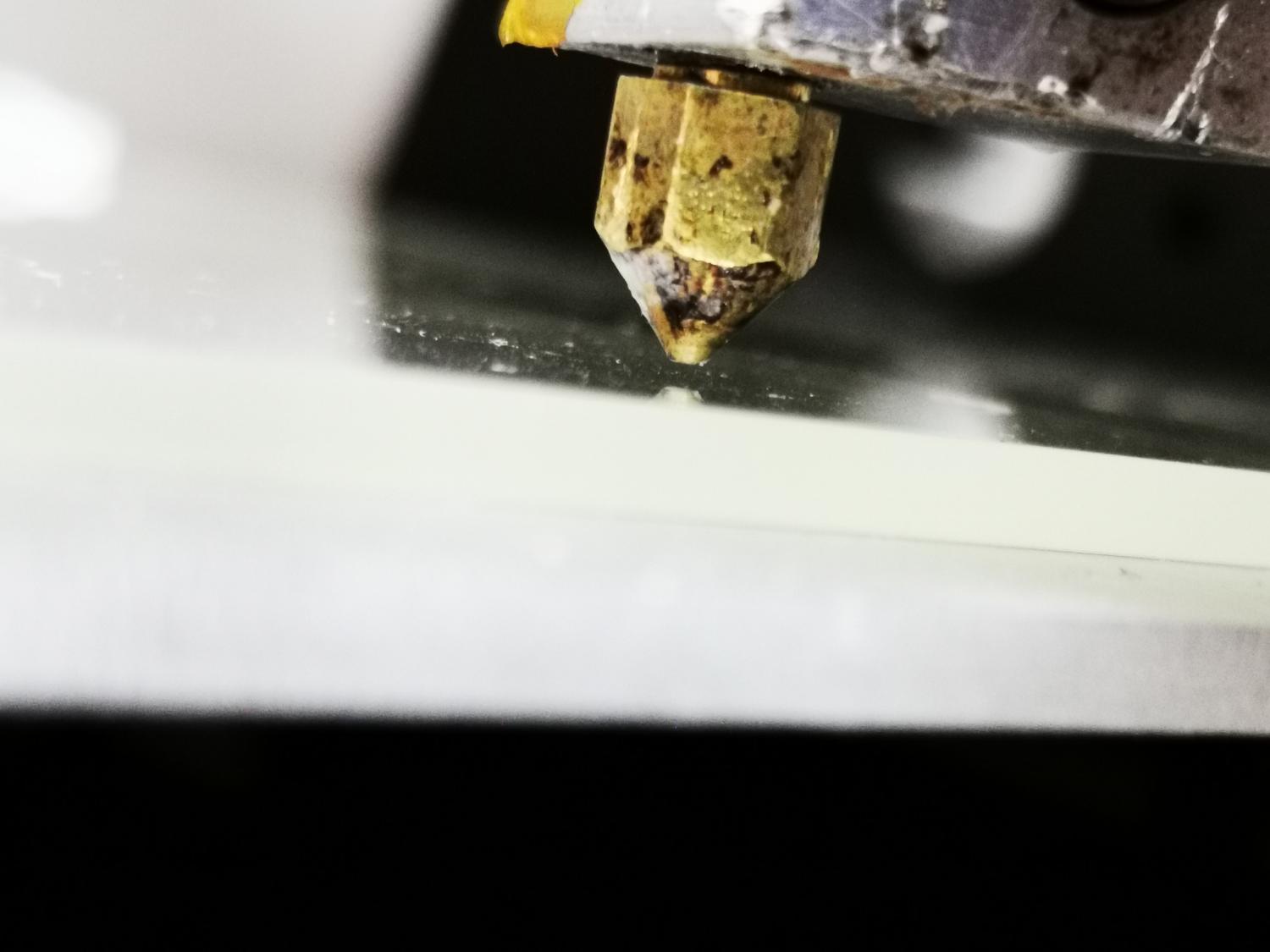
Buongiorno a tutti, Mi sono imbattuto in questo problema circa una settimana fa dopo aver smontato l'estrusore per pulirlo e averlo rimontato. In pratica regolo il piatto in modo tradizionale, spostando la testina e passando un foglio di carta sotto (circa 0.1 mm di spessore), ma quando la stampa inizia il nozzle si trova a 0.5/0.6 mm dal piatto, con un ugello da 0.4 mm capite bene che il materiale non si attacca al piano ma al nozzle stesso costringendomi a interrompere la stampa. Ho controllato i valori di z offset da repetier host e di cura ma entrambi sono a 0. Non capisco cosa possa essere cambiato da due settimane fa. Di seguito i dettagli della mia stampante. E alcune foto, spero si capisca anche se non è molto chiaro,la prima è appena dopo la calibrazione ( distanza piatto-nozzle 0.1mm), la seconda e la terza con un gcode di un inizio stampa modificato per non estrudere (distanza piatto nozzle 0.4mm). Grazie a chiunque abbia un consiglio o un suggerimento da darmi. Geeetech prusa i3 Pro B con piatto modificato in uno da 3 mm
-
Sento lo stepper fare un rumore molto diverso dal tragitto in discesa e mi da l'idea che non stia girando liberamente anche se ho controllato e lubrificato sia i fori dove girano le barre sia barre stesse sia le ghiere in sui scorrono
-
Ho controllato la vref ed era corretta, 0.80 come gli altri stepper, ho lubrificato entrambe le barre filettate e alzato la vref fino a 1.1 e ora va nonostante faccia fatica a salire, dite che può andare bene così?
-
Salve a tutti e buon ferragosto! Ho smontato e controllato lo stepper in questione e ho constatato che funziona e gira nel verso corretto ma sembra che non abbia la forza di girare la barra filettata. Vi è mai capitato? Le frattempo proverò a lubrificare la barra...
-
Scusate l'assenza, troppo lavoro in questi giorni... Ho controllato gli end-stop con il comando m119 ed erano scambiati x e y quindi risolto il problema dell'asse y che non si fermava; per l'asse x non funzionante ho scoperto per caso leggendo la guida della gt2560 che una schedina di controllo dei motori era sui pin dell'estrusore 2 invece che nell'asse x, non ho capito il motivo per cui è arrivata così ma spostandola ho risolto; per l'asse z invece ho fatto la prova di scambiare i motori e continua a funzionare solo quello di sinistra...