Killrob
-
Numero contenuti
13.797 -
Iscritto
-
Ultima visita
-
Giorni Vinti
413
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

PROBLEMI CON IL TEST CUBE DI STAMPA
Killrob ha risposto a EMOZIONE nella discussione Problemi generici o di qualità di stampa
no aspetta, non ti offendere, io intendevo che eri indietro come versione di Cura, non hai detto che hai scaricato l'ultima versione? Si certo, se cancelli gli altri comandi, non verrano più eseguiti. Possono essere cancellati e riscritti tutte le volte che lo ritieni necessario. Le domande che fate non sono mai scontate o stupide, sono domande legittime, e se conosco la risposta la do ben volentieri. Non ho nessunissima intenzione di trattare chi ne sa meno di me con sufficienza (l'ho subito troppe volte sui forum di linux dove la risposta più frequente era "vai a leggerti il manuale"), e se te ne ho dato l'impressione, me ne scuso. Che sistema operativo usi per il pc? -
mi passi il link delle gole in titanio? che io mi sento un po' handicappato, non le trovo mica su ali
-
ok grazie della info 😉
-
bowden con la Ender 3
-
io ho gola passante, con ptfe che arriva in battuta sul nozzle, e quoto Whitedavil per pla e petg uso la stessa ritrazione 5,5mm di distanza e 55mms di velocità
-
Problemi-Photon S
Killrob ha risposto a Sstteevvee nella discussione Problemi generici o di qualità di stampa
se cerchi qui sul forum vedrai che ho postato un file excel con le impostazioni da usare nello slicer suddiviso per resina. Hai fatto i test della stampante come riportato sul manuale? -
Cover Huawei in TPU
Killrob ha risposto a Killrob nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Bene allora aspettiamo i nuovi ugelli e vediamo come va. -
PROBLEMI CON IL TEST CUBE DI STAMPA
Killrob ha risposto a EMOZIONE nella discussione Problemi generici o di qualità di stampa
Si è corretta, ma sei parecchio indietro siamo a cura 4.4 -
dubbio dubbioso che non mi riesco a spiegare....
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Si ma un direct si comporta diversamente da un bowden, col direct é meglio avere ritrazione bassa -
Cover Huawei in TPU
Killrob ha risposto a Killrob nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
hai cambiato anche il ptfe? lo hai tagliato tu? -
problema generare file gcode per geeetech a20 con cura
Killrob ha risposto a angelus08 nella discussione Software di slicing, firmware e GCode
aspetta un attimo.... quello non è un errore, quando lanci una stampa come procedi? fai pre-heat (o preriscaldamento?) o parti immediatamente con la stampa? "Bed Heating" te lo da quando sta riscaldando il piatto, e fino a quando il piatto non è in temperatura, ed anche l'hotend, la stampa non parte no. -
io in S3D ce l'ho a 120%
-
Quando io ho messo il piatto in vetro che è alto 4mm ho dovuto alzare il finecorsa di Z di 5mm ed ho riportato esattamente Z=0.1 dopo aver livellato. Chiaro che se cambi le misure dell'hotend DEVI spostare il finecorsa. magari non lo hai fatto tu di persona ma se hai caricato un profilo di simplify per la tua stampante.... controlla nel tab g-code, gli offset stanno li
-
si hai ragione non ci avevo pensato, ma dice anche che ha livellato più volte dopo il cambio ed è quando gli parte la stampa che è troppo alto. Quindi mi viene in mente... non è che hai impostato un offset in Simpify?
-
si ma lui dice di non aver cambiato nulla, è solo passato da direct a bowden, ed io mi chiedo.. come è possibile che si sia alzato Z?
-
questi parametri mi sembrano assolutamente corretti, anche se io su S3D la retrazione l'ho messa a 5,5 mms. Necessito di video per vedere il problema, perchè saranno vere le tue 50 primavere sulle spalle... ma io ho 3 primavere in più di te e se non vedo non capisco 😄
-
Cover Huawei in TPU
Killrob ha risposto a Killrob nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Guarda.. questo è proprio il galaxy blue io l'ho stampato a 215/210-65/60 velocità a 35mms layer da 0.15 senza ritrazione e con ventola progressiva dal 3 layer da 0 fino al 100%, e vedi da te i risultati. Non riesco a capire perchè ti si intasa l'hotend. Usi Cura? -
Miglior stampante doppio estrusore sotto i 400 euro
Killrob ha risposto a aleteck nella discussione La mia stampante 3D e il mio laboratorio
pare molto bellina ma.... troppo nuova e se poi hai problemi? i pezzi di ricambio? io aspetterei p.s.: la Ender 3 a quanto la venderesti? per curiosità -
PROBLEMI CON IL TEST CUBE DI STAMPA
Killrob ha risposto a EMOZIONE nella discussione Problemi generici o di qualità di stampa
devi sostituire completamente quello che c'è, chiaramente nello start g-code -
come promesso ho postato la stampa in TPU https://www.stampa3d-forum.it/forum/topic/9484-cover-huawei-in-tpu/?tab=comments#comment-66456
-
Cover Huawei in TPU
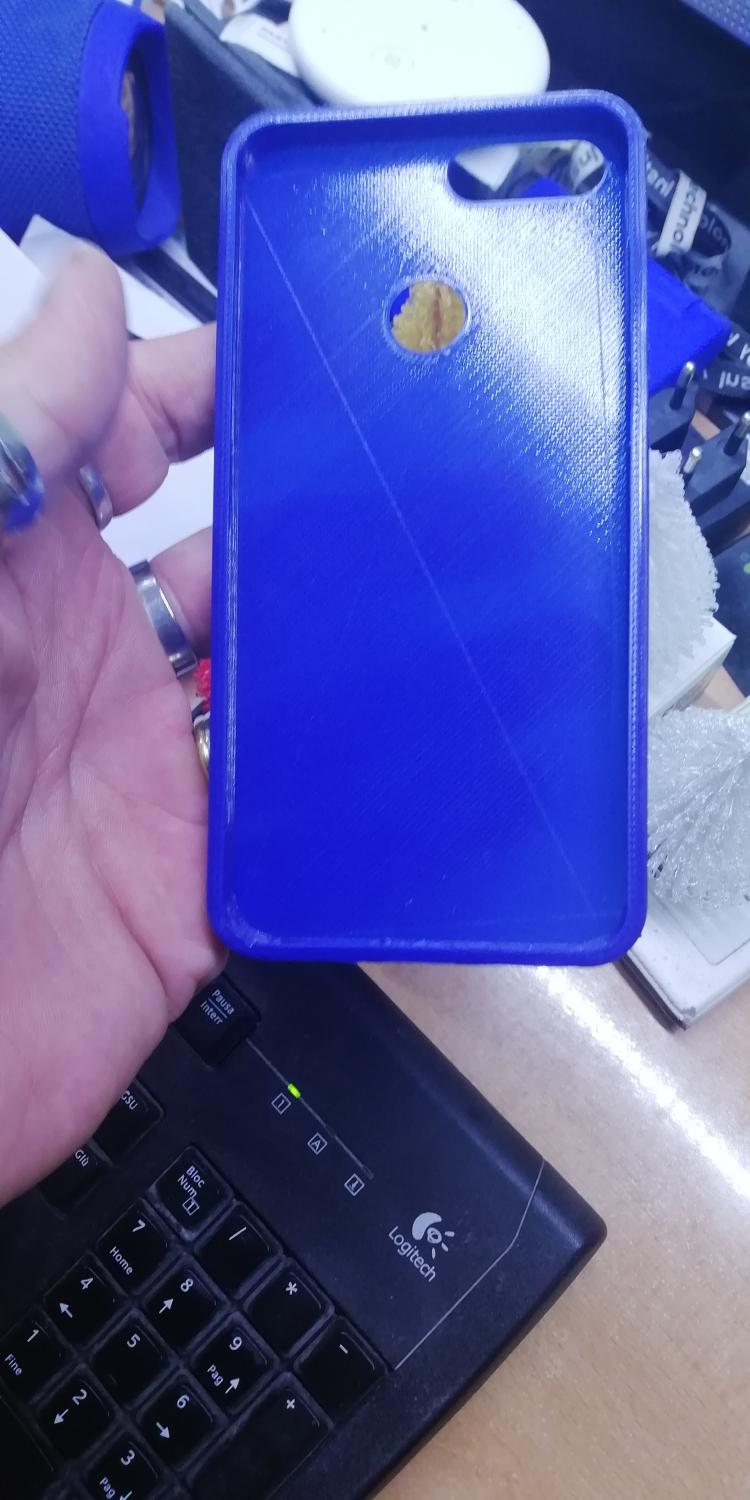
Killrob ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Questo è il mio primo pezzo stampato in TPU dopo aver fatto la modifica all'estrusore in alluminio per mettere il ptfe dove mancava, devo dirmi completamento soddisfatto del risultato. Giudicate voi se ho ragione o torto.
-
PROBLEMI CON IL TEST CUBE DI STAMPA
Killrob ha risposto a EMOZIONE nella discussione Problemi generici o di qualità di stampa
ok attendo news 😉 -
prima di quei test devi fare delle torri di stampa, su thingiverse ne trovi parecchi, comincia con quelli, cerca "temp tower"
-
la retrazione con il sollevamento del nozzle non c'entra nulla, al limite devi modificare l'offset di Z quando cominci la stampa. Quando comincia a stampare il pannello che altezza ti da per Z? se riesci fai delle foto o meglio un piccolo video che ci faccia vedere l'estrusore che non spinge, il primo layer che stampa alto ed il pannello lcd con la quota di Z.
-
PROBLEMI CON IL TEST CUBE DI STAMPA
Killrob ha risposto a EMOZIONE nella discussione Problemi generici o di qualità di stampa
non ci sono problemi, se usi cura come slicer è facile, vai su settings, printers, manage printers, selezioni la tua stampante (se ne hai una sola vai avanti) e clicchi machine settings. Dove c'è il quadrato start g-code ci copi quello che ti ho postato sopra.