Killrob
-
Numero contenuti
13.797 -
Iscritto
-
Ultima visita
-
Giorni Vinti
413
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

Salvataggio file con prefisso CE anziche G-code con cura...perchè?
Killrob ha risposto a Gianma nella discussione Software di slicing, firmware e GCode
alura, Cura usa il prefisso CE per il nome del file ma l'estensione è SEMPRE .gcode una cosa è il prefisso del nome un'altra è l'estensione. per esempio quando salvo io un gcode (ho una Ender 3) il nome del mio file è: CE3_pippo.gcode -
Problemi di lettura della stampante sul Computer
Killrob ha risposto a Riccardo Martelli nella discussione Problemi generici o di qualità di stampa
Dai su non è vero che windows si pianta da solo, io lo uso costantemente attaccando e staccando tutto quello che mi serve e (windows 10) non si è mai piantato ed i driver li ha sempre trovati, sia quelli della Ender 3 che quelli della Anet A8. Piuttosto mi par di ricordare che proprio tu 😄 sei riuscito ad installare dei dirver di una certa scheda su windows e non ci sei ancora riuscito su linux.... ricordo bene? 😄 😄 😄 😄 -
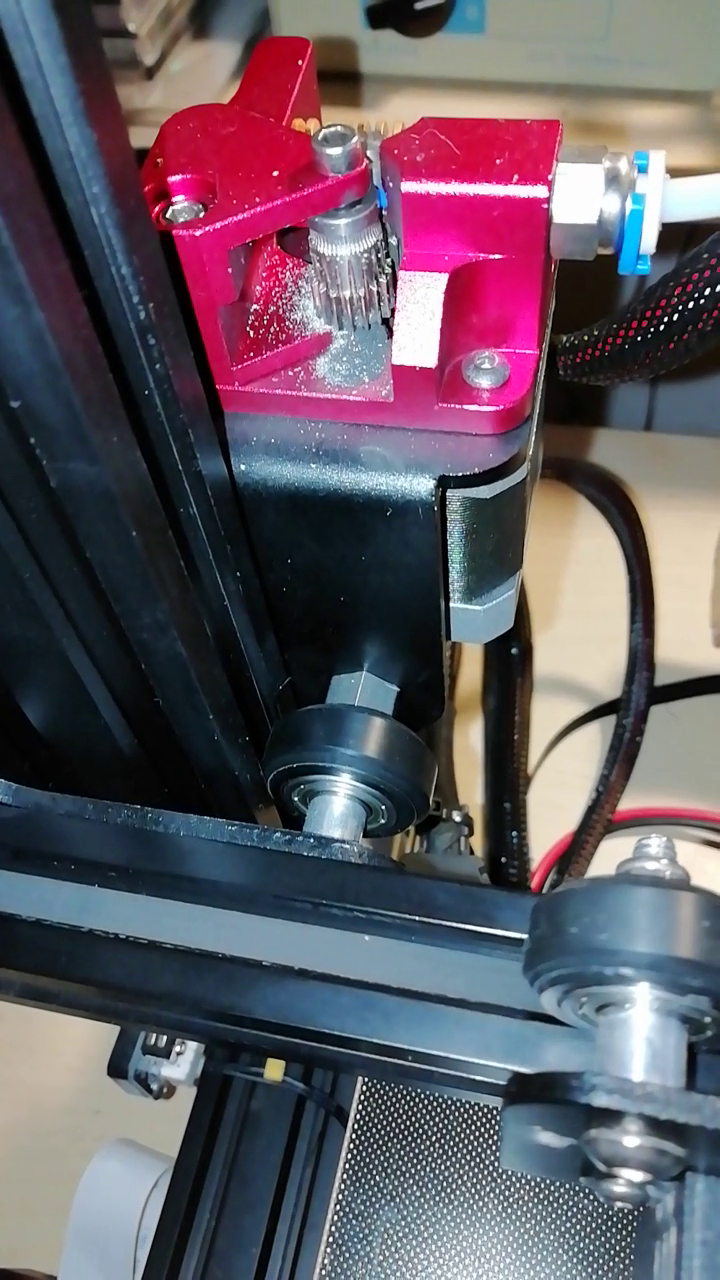
Per continuare a parlare della stampa di TPU con il Bowden devo fare un aggiornamento, @Davide87, @Alep, @gregorio56sm, ho avuto un grosso problema con la doppia ruota godronata. nella prima foto vedete che cosa è successo la seconda ruota godronata ha limato il suo supporto di alluminio, nella seconda foto ho iniziato a risolvere il problema levigando col dremel la parte in alluminio scavata, nella terza foto ho appiattito una rondella spezzata (non mi ricordo come si chiama esattamente) perchè ha l'esatto diametro che serve (fa da supporto alla ruota godronata ma non va ad infastidire la parte dei denti) e nella quarta foto vedete il problema risolto. Mi è successo verso la metà di dicembre e da allora, con la modifica fatta, ha stampato parecchie decine di ore senza dare più problemi. Mi sembrava doveroso dirvelo casomai voleste prendere il doppio ingranaggio

-
La mia prima stampante 3D - Quale? (budget 300-350 euro)
Killrob ha risposto a VonDomenic nella discussione La mia prima stampante 3D
la Prusa i3 non la conosco bene, la Anet A8 arriva, di solito, con il telaio in acrilico, meglio la Ender 3 almeno ha il telaio in alluminio estruso ed è meno rognosa da montare. -
GT 2560 V3.0 secondo tempo
Killrob ha risposto a gregorio56sm nella discussione Hardware e componenti
beh.... per lo meno non devi aspettare a stampante ferma -
stampa dove non deve
Killrob ha risposto a Matteo Anycubic nella discussione Problemi generici o di qualità di stampa
mi accodo -
ruota godronata a scatti
Killrob ha risposto a giannipe nella discussione Problemi generici o di qualità di stampa
hmmm più che diminuire la retrazione e la velocità tu dovresti innanzitutto ricalibrare gli stepmm dell'asse E. Il cambio che hai fatto non è di poco conto -
La mia prima stampante 3D - Quale? (budget 300-350 euro)
Killrob ha risposto a VonDomenic nella discussione La mia prima stampante 3D
direi che per iniziare va più che bene -
Settings simplify 3d con Anycubic 4max pro
Killrob ha risposto a rarinantes1 nella discussione Anycubic
Prego -
Mi sa che è una cartesiana a cubo Confermo
-
Consiglio stampante sui 500 euro
Killrob ha risposto a dejawho nella discussione La mia prima stampante 3D
Potresti provare con le tronxy -
OK ci proverò sperando che funzioni anche con il pla plus, grazie della dritta
-
no in questo particolare caso non volevo dipingere, vorrei lasciarlo come l'ho stampato
-
PROBLEMI STAMPA
Killrob ha risposto a Gabro9926 nella discussione Problemi generici o di qualità di stampa
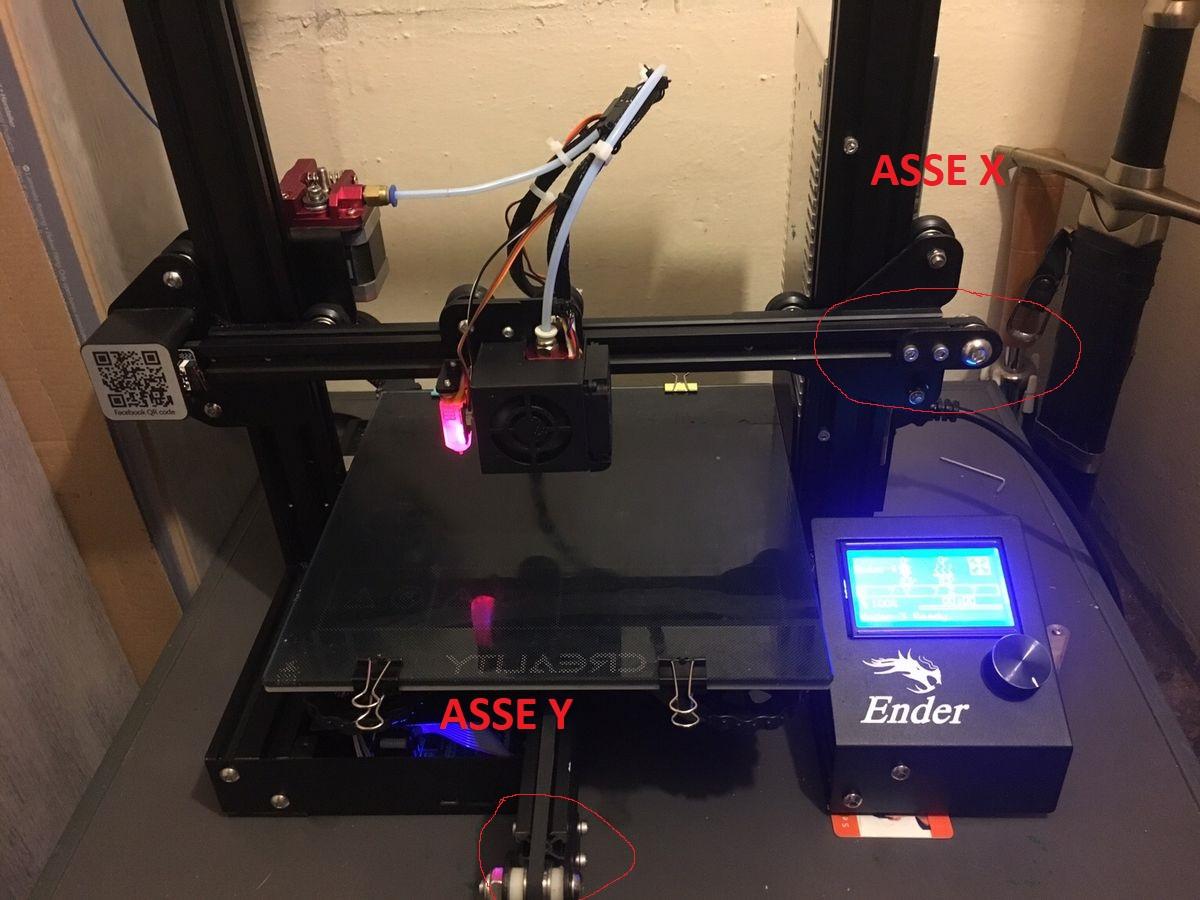
se hai una ender 3, come mi par di ricordare le cinghie si tendono agendo, per X ed Y, sulle parti opposte al motore come da foto
-
TPU SainSmart impossibile stampare il 2° strato. devo rinunciare ?
Killrob ha risposto a marcottt nella discussione Problemi generici o di qualità di stampa
no non avevo visto, grazie ora mi ci iscrivo. Il formato l'ho scaricato e va benissimo. -
il mio problema è che devo incollare un ala di un drago al suo corpo... la superfice da incollare è minima ed anche la posizione non è semplice, a me servirebbe qualcosa che abbia forte tenuta ma che si solidifichi in fretta. ho provato con la colla a caldo ma l'ala si è staccata dopo nemmeno un giorno. se vi va di pensarci e darmi una mano a capire come fare il progetto è questo: https://www.thingiverse.com/thing:3648004
-
con la colla a caldo ogni tanto ti si deformano i pezzi quindi fare molta attenzione. @marcottt mi metti il link della colla bicomponente che usi? attack non lo uso mai che mi lascia sempre residui bianchi sui bordi perchè esagero con la quantità
-
TPU SainSmart impossibile stampare il 2° strato. devo rinunciare ?
Killrob ha risposto a marcottt nella discussione Problemi generici o di qualità di stampa
porca miseria.... mi piace proprio il lavoro che hai fatto, spero di essere alla tua altezza con fusion 🙂 -
TPU SainSmart impossibile stampare il 2° strato. devo rinunciare ?
Killrob ha risposto a marcottt nella discussione Problemi generici o di qualità di stampa
una domanda Davide, quanto tempo ci hai messo a progettare la cover e come hai fatto a fargli il bordo che avvolge i lati del cellulare e tornano sul display (non so se mi sono spiegato come volevo). Anche io uso fusion360 e vorrei cimentarmi con la cover del mio telefono, ma temo di non essere ancora abbastanza esperto con fusion per imbarcarmi in simile impresa. Però senza dubbio ci proverò p.s.: esagero se ti chiedo di passarmi il progetto fusion360 così lo studio? p.p.s.: per la foratura, non la fare dal lato dove ci sono le ruote godronate, togli il connettore pneumatico e passa da li con una punta del 4, così sei sicuro che ti viene centrato, poi con una coda di topo togli tutte le bavette dal lato ruote godronate. -
Questo è strano, dici che se metti il nuovo filo non ti funziona la retrazione. Ti succede questo?
-
STAMPANTE 3D, I MOTORI FISCHIANO MA NON GIRANO
Killrob ha risposto a brio67 nella discussione Problemi generici o di qualità di stampa
Fai una foto alla modifica? -
stampa dove non deve
Killrob ha risposto a Matteo Anycubic nella discussione Problemi generici o di qualità di stampa
Posta il gcode e l'stl -
anche io sono contento che la situazione si sia risolta, i cavi sono proprio l'ultima cosa e non ci ho proprio pensato, quando in realtà dovrebbe essere la prima, un maledetto falso contatto. Beh... tutto è bene ciò che finisce meglio 😄
-
STAMPANTE 3D, I MOTORI FISCHIANO MA NON GIRANO
Killrob ha risposto a brio67 nella discussione Problemi generici o di qualità di stampa
Per i normali nema 17 che vengono usati su tutte le stampanti la vref va a 0.7 tranne che per Z se ha un solo driver per 2 motori, allora puoi portarla a 1.4 @FoNzY mi correggera' se dico una cavolata 😉 -
TPU SainSmart impossibile stampare il 2° strato. devo rinunciare ?
Killrob ha risposto a marcottt nella discussione Problemi generici o di qualità di stampa
Ottimo. Bella resa quel tpu, e se ci riesci tu con 700mm di tubo, dovrei riuscirci anche io con circa 200mm. Mi devo ricordare ventola accesa, come il pla