Killrob
-
Numero contenuti
13.795 -
Iscritto
-
Ultima visita
-
Giorni Vinti
413
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-
Hmmm ci avevo provato. Ho fatto il calcolo e la prova anche in base agli stepmm che avevo impostato al primo cambio e non ha funzionato. Estrudeva meno dei 100mm richiesti. Per questo l'ho rifatto con gli stepmm originali.
-
La situazione è la seguente. Sulla mia Ender 3 avevo cambiato l'estrusore in plastica con uno in alluminio ed avevo fatto il calcolo degli stepmm in base alla formula valore teorico/valore misurato*stepmm originali, e mi veniva un valore che ho impostato nella stampante ed estrudeva i giusti 100mm. Ora ho cambiato nuovamente estrusore togliendo quello in alluminio con la singola ruota godronata ed il cuscinetto a favore di un estrusore con la doppia ruota godronata. Quindi la domanda mi sorge spontanea, per settare nuovamente gli stepmm che mi facciano estrudere la giusta quantità come mi devo comportare? Io ho fatto i seguenti passi: nella Ender 3 (almeno la mia) gli stepmm originali di fabbrica erano 93, li ho quindi reimpostati ed ho fatto la prova di estrusione dei 100mm, risultato, ne estrudeva 73 mm quindi ho fatto 100/73*93=127.39 quest'ultimo è il valore che ho impostato nei nuovi stepmm, rifatta la prova ed estrude effettivamente 100mm. Devo quindi dedurre che le azioni intraprese siano corrette. Siete dello stesso avviso? che cambiando estrusore ci si debba comunque riferire agli stepmm originali di quando la stampante è uscita di fabbrica? e che quindi quel valore bisogna scriverselo da qualche parte per non scordalo mai? Grazie
-
dova l'hai presa? su amazon o dalla creality direttamente? ok ho visto l'hai presa da Bangggod. prendi la silenziosa su Amazon e anche questo https://www.amazon.it/gp/product/B07GR2HT32/ref=ppx_yo_dt_b_asin_title_o06_s00?ie=UTF8&psc=1
-
Dalla cina col furgone 🤣 e arriva dalla cina si, ma meglio tardi che mai
-
in Italia vendono questa se ti interessa https://www.amazon.it/Aibecy-stampante-Bottiglia-Compatibile-Sparkmaker/dp/B07ZJMBDK1/ref=sr_1_1?__mk_it_IT=ÅMÅŽÕÑ&keywords=resina+lavabile+elegoo&qid=1574364652&sr=8-1 eSun resina lavabile in acqua
-

Arricciamento primo layer
Killrob ha risposto a Killrob nella discussione Problemi generici o di qualità di stampa
io ogni caso ho cambiato il piatto e adesso va che è uno spettacolo -
Arricciamento primo layer
Killrob ha risposto a Killrob nella discussione Problemi generici o di qualità di stampa
ok le temperature c'entrano.... poco è la parte bassa del piatto che sembra abbia problemi, mentre scrivo sta cominciando a stampare slla parte centrale ed alta ed il problema è sparito. -
Arricciamento primo layer
Killrob ha risposto a Killrob nella discussione Problemi generici o di qualità di stampa
ok sto provando il primo layer a 75 e se possibile la situazione è peggiorata notevolmente
-
Arricciamento primo layer
Killrob ha risposto a Killrob nella discussione Problemi generici o di qualità di stampa
infatti... vorrei provare se quel fetente di octoprint riprendesse vita -
Arricciamento primo layer
Killrob ha risposto a Killrob nella discussione Problemi generici o di qualità di stampa
si sono a 50 ma il produttore come specifiche per il suo petg sulla targhetta in bobina ha scritto nozzle da 220 a 240 e piatto da 90 a 100 -
Arricciamento primo layer
Killrob ha pubblicato una discussione in Problemi generici o di qualità di stampa
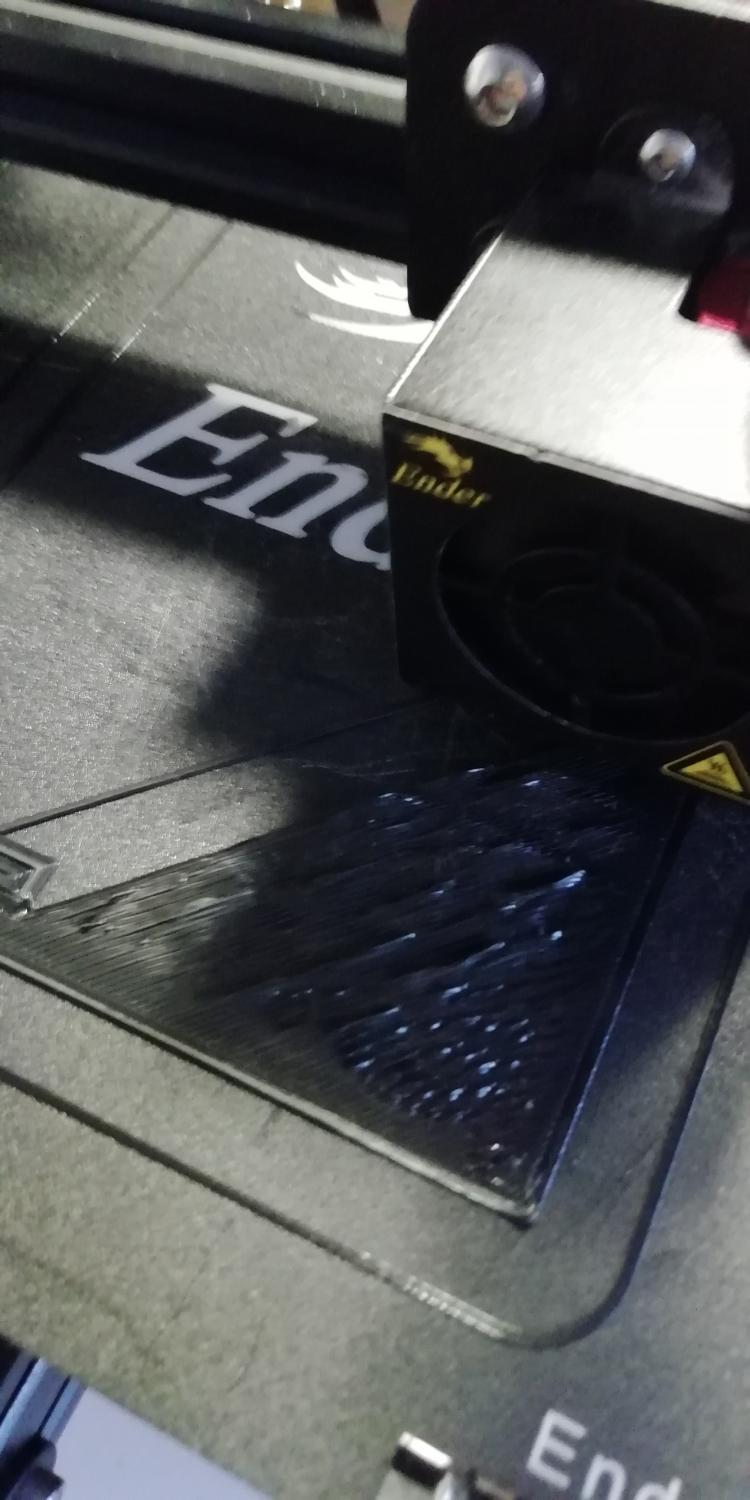
Quando durante il primo layer fa questo lavoro che vuol dire? Sto stampando petg di Tomas3d nozzle a 235 piatto a 100 dal secondo layer in poi scendo a 230 95
-
Ender 3 Pro col vetro: HELP !
Killrob ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
E compra queste molle Molle a compressione 3D Molle a... https://www.amazon.it/dp/B07PLQCKBF?ref=ppx_pop_mob_ap_share -
Capito
-
Ma non ti funziona l'hotend della Ender 3 che lo vuoi cambiare?
-
Ender 3 Pro col vetro: HELP !
Killrob ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Le molle quale usi? E perché sei passato al vetro? Il magnetico è ottimo e non ti serve lacca o colla o altro. E comunque il nozzle alto ti dà proprio quell'effetto oltre al fatto che il materiale ti si attacca al nozzle e se lo porta dietro. -
ogni tanto lo fa anche a me, ma mai durante le stampe, ieri ho fatto 4 stampe consecutive da 4 ore l'una con cambio di filamento e non un problema. L'ultima volta che me lo ha fatto è perchè gli avevo dato il cooldown e poi subito portata la temp del nozzle a 220 per cambio filamento.
-
Ideamaker Slicer software
Killrob ha risposto a invernomuto nella discussione Software di slicing, firmware e GCode
la funzione che mi piace di più, e che cura non ha, è la possibilità di riparare gli stl -
Ideamaker Slicer software
Killrob ha risposto a invernomuto nella discussione Software di slicing, firmware e GCode
io lo uso ogni tanto e va bene -
Problema layer iniziali
Killrob ha risposto a Danchicco nella discussione Problemi generici o di qualità di stampa
In realtà si dovrebbe, potresti provare a fare un preheat più lungo lascia 5 minuti il nozzle caldo e poi prova a stampare. -
Problema layer iniziali
Killrob ha risposto a Danchicco nella discussione Problemi generici o di qualità di stampa
Hmm nozzle difettoso? Prova a cambiarlo -
non posso che essere d'accordo con te 😉 per il mobiletto pensavo a questa soluzione
-
Problema layer iniziali
Killrob ha risposto a Danchicco nella discussione Problemi generici o di qualità di stampa
la larghezza linea strato iniziale che è l'ultima voce in qualità, a quanto sta? -
Del tipo che mi fa warping, ma parecchio, ed essendo una 12v il piatto non riesce a mantenere la temperatura costante, poi nel mio garage ci sono parecchi spifferi che rovinano il materiale. Quando avrò fatto posto la porto in casa e poi faccio altre prove, ma sono sicuro che la temperatura, ma sopratutto gli spifferi che arrivano sul piatto sono la causa di tutto
-
io al momento quella in garage la uso per stampare solo pla, quindi con temperature abbastanza basse
-
Problema layer iniziali
Killrob ha risposto a Danchicco nella discussione Problemi generici o di qualità di stampa
se usi cura abbassa l'estrusione del primo strato lo trovi in materiale come "flusso dello strato iniziale"