Killrob
-
Numero contenuti
13.794 -
Iscritto
-
Ultima visita
-
Giorni Vinti
413
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

Stampante 3D con poca manutenzione e grande zona di lavoro
Killrob ha risposto a Zenath88 nella discussione La mia prima stampante 3D
È esattamente quello che uso io nella Ender 3, prova, male non farà se sei abbastanza sicuro che il tuo hotend sia ostruito senza possibilità di liberarlo. -
Stampante 3D con poca manutenzione e grande zona di lavoro
Killrob ha risposto a Zenath88 nella discussione La mia prima stampante 3D
Prova a 240 -
Stampante 3D con poca manutenzione e grande zona di lavoro
Killrob ha risposto a Zenath88 nella discussione La mia prima stampante 3D
non hai modo di verificare che i 230 del nozzle siano effettivamente 230? -
Stampante 3D con poca manutenzione e grande zona di lavoro
Killrob ha risposto a Zenath88 nella discussione La mia prima stampante 3D
Con tutti quei pallini a me sembra un problema di temperatura bassa. Che filamento è e a che temperatura? Che faccia uscire ancora materiale a stampa finita è abbastanza normale lo fa perché scarica la pressione dalla camera dell'ugello. -
Problema caricamento firmware Bigtreetech SKP PRO
Killrob ha risposto a Franchetto nella discussione Software di slicing, firmware e GCode
da quel che vedo visual studio ti dice che devi installate il client GIT e sublime non ti dice niente -
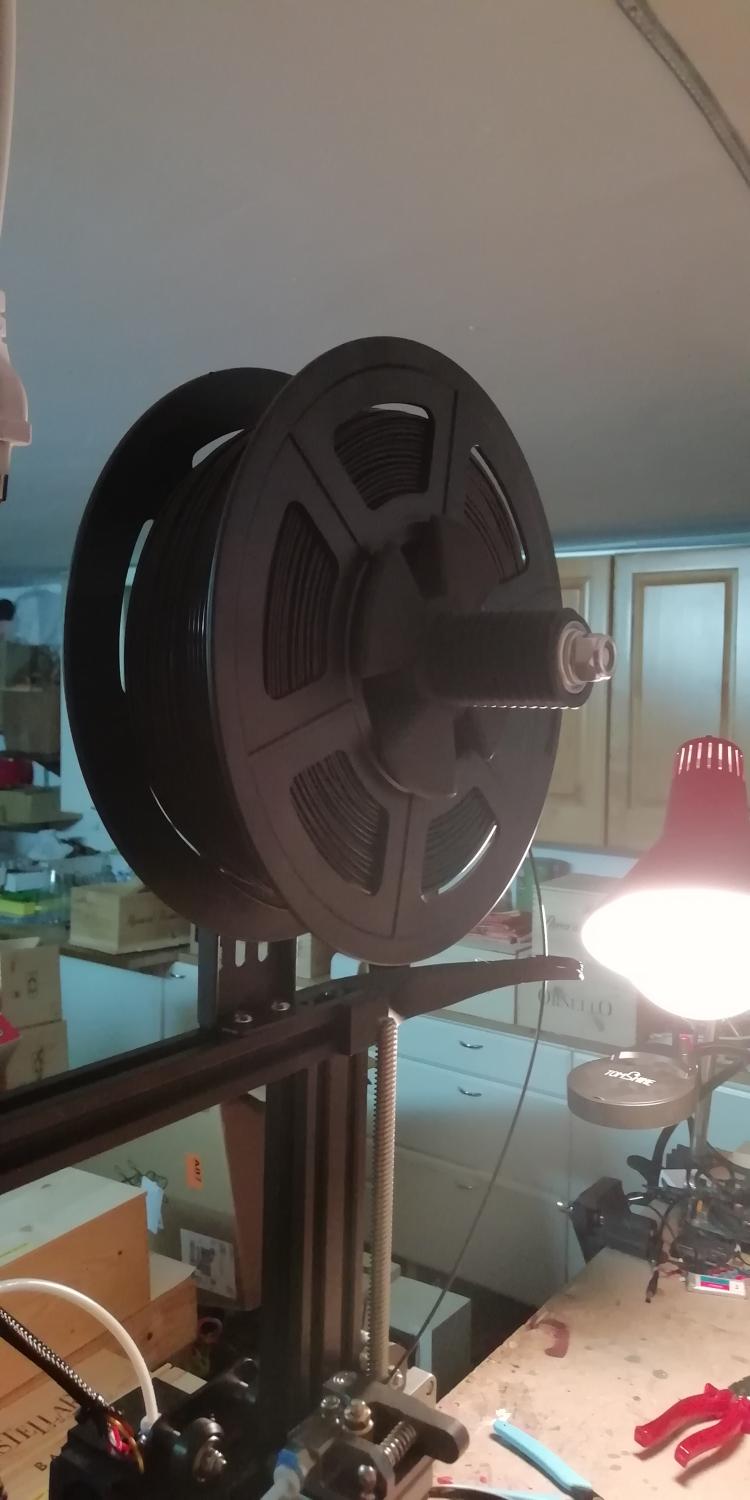
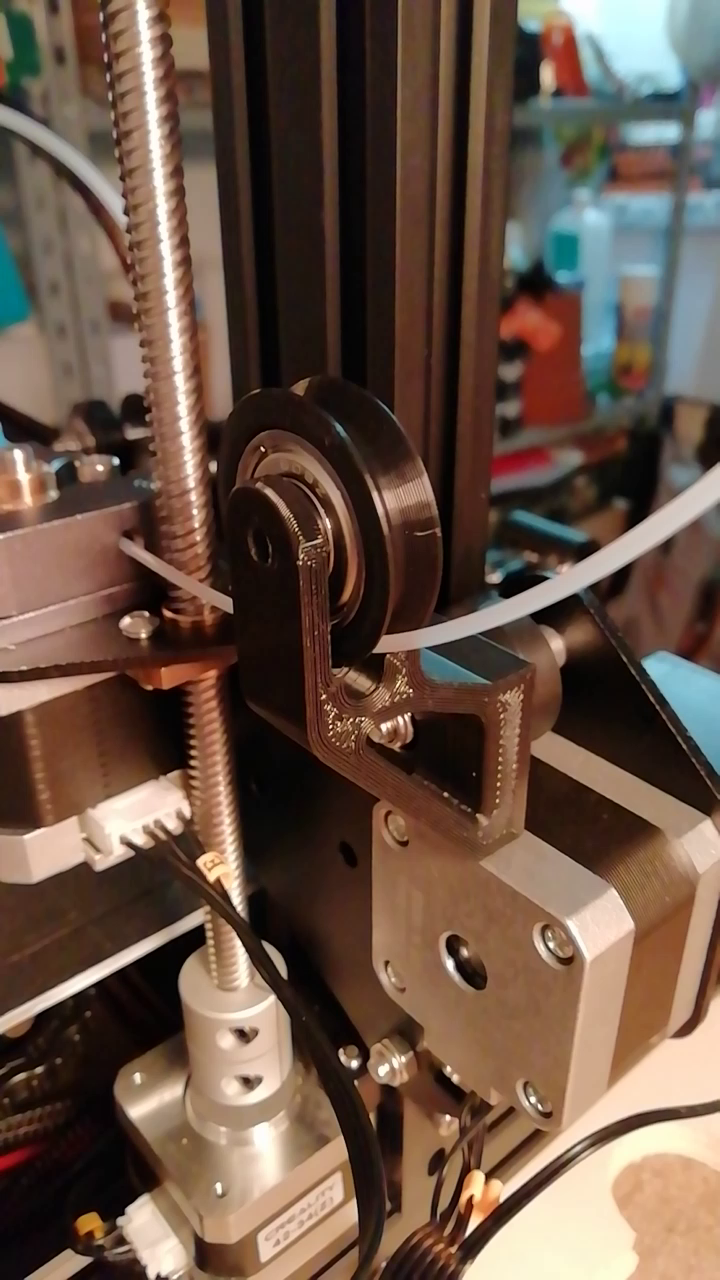
Il porta bobina ha 2 cuscinetti, scorre liscio senza vibrazioni e lo devi stringere se no balla. Il primo guidafilo evita che si tenda ed il terzo evita che il filo sbatta sulla vite dell'asse z. E si il terzo è ad incastro.
-
Video interessante sulla extrusion width (anche solo per capire cosa è)
Killrob ha risposto a marcottt nella discussione Software di slicing, firmware e GCode
chiedevo come mia curiosità personale e perchè pensavo che se non aumenti la velocità si crea un malloppetto di plastica sotto al nozzle, sbaglio? Io sto stampando un pezzo di 70X30X6mm con flusso a 130% e mi scatta il motore di E, mi chiedo quindi, quale altro parametro si deve modificare? Sto stampando petg nero della sunlu a 200 e 65 di piatto senza ventola con nozzle da 0.3 e layer da 0.2, velocità 40mm/s retrazione a 4.5 mm/s con velocità a 45mm/s, riempimento 100%. Servono altri parametri? -
eccomi qui, allora, questa è la mia soluzione trovata su thingiverse: il portabobina è questo: https://www.thingiverse.com/thing:3114139 il guidafilamento è questo (lo vedi vicino alla bobina): https://www.thingiverse.com/thing:3223697 e l'altro guida filamento è questo: https://www.thingiverse.com/thing:3052488 sia per il primo che per l'ultimo c'è un po' da lavorarci ma sulle pagine thingiverse è tutto spiegato nel dettaglio.

-
Video interessante sulla extrusion width (anche solo per capire cosa è)
Killrob ha risposto a marcottt nella discussione Software di slicing, firmware e GCode
Decisamente interessante, l'unica cosa che non ho capito è se si aumenta l'estrusione si deve aumentare la velocità? -
Stasera ti faccio vedere come ho risolto io lasciando la bobina lì dove sta.
-
Stampante 3D con poca manutenzione e grande zona di lavoro
Killrob ha risposto a Zenath88 nella discussione La mia prima stampante 3D
Beh... Io ho fatto prendere ad un mio amico a Milano la cr-10 base direttamente sul sito creality e si trova molto bene. -
Stampante 3D per iniziare ......
Killrob ha risposto a antonio60 nella discussione La mia prima stampante 3D
https://www.amazon.it/H000187-Hephestos-Stampante-Grigio-Giallo/dp/B0196V84UG/ref=sr_1_110?__mk_it_IT=ÅMÅŽÕÑ&keywords=stampanti+3d&m=A11IL2PNWYJU7H&qid=1571431105&refinements=p_6%3AA11IL2PNWYJU7H&rnid=490203031&s=pc&sr=1-110 ho trovato questa che è una derivata dalla Prusa i3. Parrebbe buona, anche cercando recensioni in rete. Vedi se può fare al caso tuo. -
Stampante 3D per iniziare ......
Killrob ha risposto a antonio60 nella discussione La mia prima stampante 3D
ok mi sloggo e riprovo -
Stampante 3D per iniziare ......
Killrob ha risposto a antonio60 nella discussione La mia prima stampante 3D
Ok io quel simblolo non lo vedo con il mio account da semplice privato. In questo caso non so come aiutarti. -
E allora armati di pazienza e fai come abbiamo fatto tutti in questo forum, vai di gavetta e non ti lasciare deprimere dagli insuccessi (che ci saranno). E poi noi siamo sempre qui per aiutare, basta che fornisci tutte le informazioni che ti hanno diretto verso quel risultato. E ricorda, impara a conoscere la tua stampante ed il tuo slicer, e lo puoi fare solo facendo prove e ottenendo risultati sub ottimali. Io ne ho provati 3 di slicer prima di decidere quale fosse il più idoneo (a mio parere) per me. Uso l'ultima versione di Cura.
-
Stampante 3D per iniziare ......
Killrob ha risposto a antonio60 nella discussione La mia prima stampante 3D
io avrei trovato questa https://www.amazon.it/GIANTARM-Geeetech-versione-stampante-formato/dp/B07MKSZ3SY/ref=sr_1_28?fst=as%3Aoff&keywords=stampanti+3d&m=A1TMZHY2SHKLH2&qid=1571428150&refinements=p_6%3AA1TMZHY2SHKLH2&rnid=490203031&s=pc&sr=1-28 venduta e spedita da amazon se non sbaglio, è una Geeetech A30 che mi pare abbiano anche altri utenti di questo forum, quindi lascio la parola a loro. -
Stampante 3D per iniziare ......
Killrob ha risposto a antonio60 nella discussione La mia prima stampante 3D
Ok adesso che ho capito posso provare a darti una mano nella ricerca -
Bolle nell'estrusione
Killrob ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Visto che hai smontato l'hotend, se lo hai ancora smontato prendi un calibro e misura il tubo in ptfe e poi quel restringimento della gola. Vedrai che hanno la stessa dimensione. Questo vuol dire che il tubo NON arriva al nozzle, ma si ferma, in pratica, all'altezza della parte in metallo che si allarga, quella dove si riposiziona il radiatore. Quello che hai notato sul pezzo di tubo che hai tagliato non è neoprene, sono i residui di tutti i materiali che hai stampato fino a quel momento. Non credo che sia ripristinabile allo stato precedente stampa ABS. Se tiri più su il tubo fai solo danni, rischi un intasamento generale della gola. Il tubo lo devi infilare dentro fino a quando senti che non può andare oltre. Ti avevo linkato, mi pare, tutto il blocco hotend della Ender3, prendi quello e sostituisci in toto. -
Questa tua richiesta, Giuseppe22, non ha un gran senso, scusa se te lo dico con questa franchezza, ma avendo tutti noi stampanti cinesi ognuno deve trovare da solo lo slicer di preferenza. Per quanto riguarda invece le impostazioni... semplicemente non esistono. In base al filamento che usi, sia come materiale che come produttore, ti devi adattare (ed intendo impostare i valori sul tuo slicer preferito che sia Cura o kisslicer o S3D o altri). e cercare da solo le tue impostazioni, che non dipendono solo dalla stampante o dallo slicer, ma anche dall'ambiente in cui la stampante medesima è stata posizionata. Ed è per questo che esistono in rete dei file STL come le temp tower che stampano delle torri a diverse temperature, sarai poi tu ad occhio che deciderai qual'è la temperatura migliore per quel tipo di filamento. E ti dirò di più, la buona riuscita di una stampa dipende anche da cosa stai stampando, se è un pezzo semplice o complesso se ha più o meno spigoli, angoli, zone piatte, sbalzi. Le impostazioni che vanno bene sulla mia stampante possono non dare i medesimi risultati sulla tua. Per esempio io ho una Ender3 e la mia stampante è in garage, un mio amico ha la stessa mia stampante ma la tiene in casa. Stesso filamento dello stesso produttore, lui stampa con temperature più alte delle mie, io ho provato i suoi parametri e non ho avuto gli stessi suoi risultati. Come vedi le variabili per una stampa, nemmeno di qualità, ma quanto meno buona, sono troppe per poterti o volerti consigliare. Se vuoi stampe davvero di qualità allora devi andare verso stampanti di qualità e non rivolgerti alle cinesi da 200/500€.
-
Stampante 3D per iniziare ......
Killrob ha risposto a antonio60 nella discussione La mia prima stampante 3D
Mi spiace per te la CR-10 è veramente una buona stampante. Non ho idea di cosa comporti il pagamento con carta docente, Amazon la accetta? -
Bolle nell'estrusione
Killrob ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Si sei stato chiarissimo, io ti ho solo detto cosa ho fatto io quando mi sono trovato nella tua situazione con la mia Ender 3. Ho Madonna to non poco per svitarla la gola, ma ci si riesce, con pazienza tanta. -
Bolle nell'estrusione
Killrob ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Allora facciamo chiarezza. Il tubo PTFE arriva fino in fondo alla strozzatua della gola. Nella parte "strozzata" non c'è il tubo in teflon quando riavviti la gola nel porta cartuccia/nozzle/termistore cerca di avvitarla molto bene perchè dalla parte opposta, quando avviti il nozzle, il medesimo DEVE andare a contatto con la filettatura della gola, se non lo fai rischi intasamenti. Sara pulita la parte dove entra il tubo ma sei sicuro che sia pulita anche la parte dove si restringe e la parte filettata? e il blocchetto dove avviti la gola,il nozzle, la cartuccia, quella l'hai controllata se è pulita? -
Stampante 3D per iniziare ......
Killrob ha risposto a antonio60 nella discussione La mia prima stampante 3D
quella stampante non la conosco, conosco un po' le sue sorelle ma stampano in resina non FDM. Puoi provare a vedere una Creality CR-10, l'area di stampa è grande 300x300x400 ed anche la semplicità d'uso e la manutenzione sono punti di forza. Dacci un occhiata, male non ti può fare 😁😉 -
Bolle nell'estrusione
Killrob ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
prenditi il ricambio originale completo, su amazon lo trovi . Io l'ho preso per ogni evenienza. https://www.amazon.it/gp/product/B07G95LX7N/ref=ppx_yo_dt_b_asin_title_o08_s00?ie=UTF8&psc=1 La gola filettata si svita ma se non riesci vuol dire che hai blocchi di materiale che la inchiodano li e non viene neanche riscaldando. Sono stato quasi nelle tue condizioni grazie ad un ugello da 0.4 di acciaio che era deformato dentro, io non me ne sono accorto e dopo 2 stampe non si attaccava più niente al piatto. Ho dovuto usa moooooolta pazienza per togliere la gola con pinze, tenaglie e riscaldandola dall'esterno con la pistola termica. Ci ho messo 25 minuti di forzi continui prima di avere il pezzo il mano, poi con punta da trapano e tanta, ma tanta accortezza l'ho pulito e ora stampa una bellezza. -
Geeetech Prusa i3 Pro W - migliorare la qualità di stampa
Killrob ha risposto a debiru nella discussione Problemi generici o di qualità di stampa
Su thingiverse ce ne sono una vagonata fra cui scegliere. Debiru tu hai il j head come hotend?