Mat Solo
-
Numero contenuti
75 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Mat Solo
-
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
L' altezza é giusta, problema rimasto. Però adesso son sicuro al 100% che i parametri sono quelli standard, quindi posso andare a modificarli da zero se avete qualche idea
-
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Ho provato vari filamenti, risultato medesimo. Ripeto che il problema non è la robustezza in se, posso stampare anche 20 pareti, se il problema sono i layer che si sfogliano sul piano orizzontale, non mi cambia il numero di perimetri. Semmai, una volta risolto il problema di sfogliamento, posso intervenire sulla robustezza generale, se dovessi vedere altri problemi. Visto i video. Gli assi sono a posto, come dicevo esteticamente la stampa è perfetta (appena finisco il nuovo test mando la foto prima e dopo lo sfogliamento, sperando che stavolta non succeda XD), il flusso mi è stato detto di lasciarlo a 100 qualche commento più in su. -
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
provo subito -
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
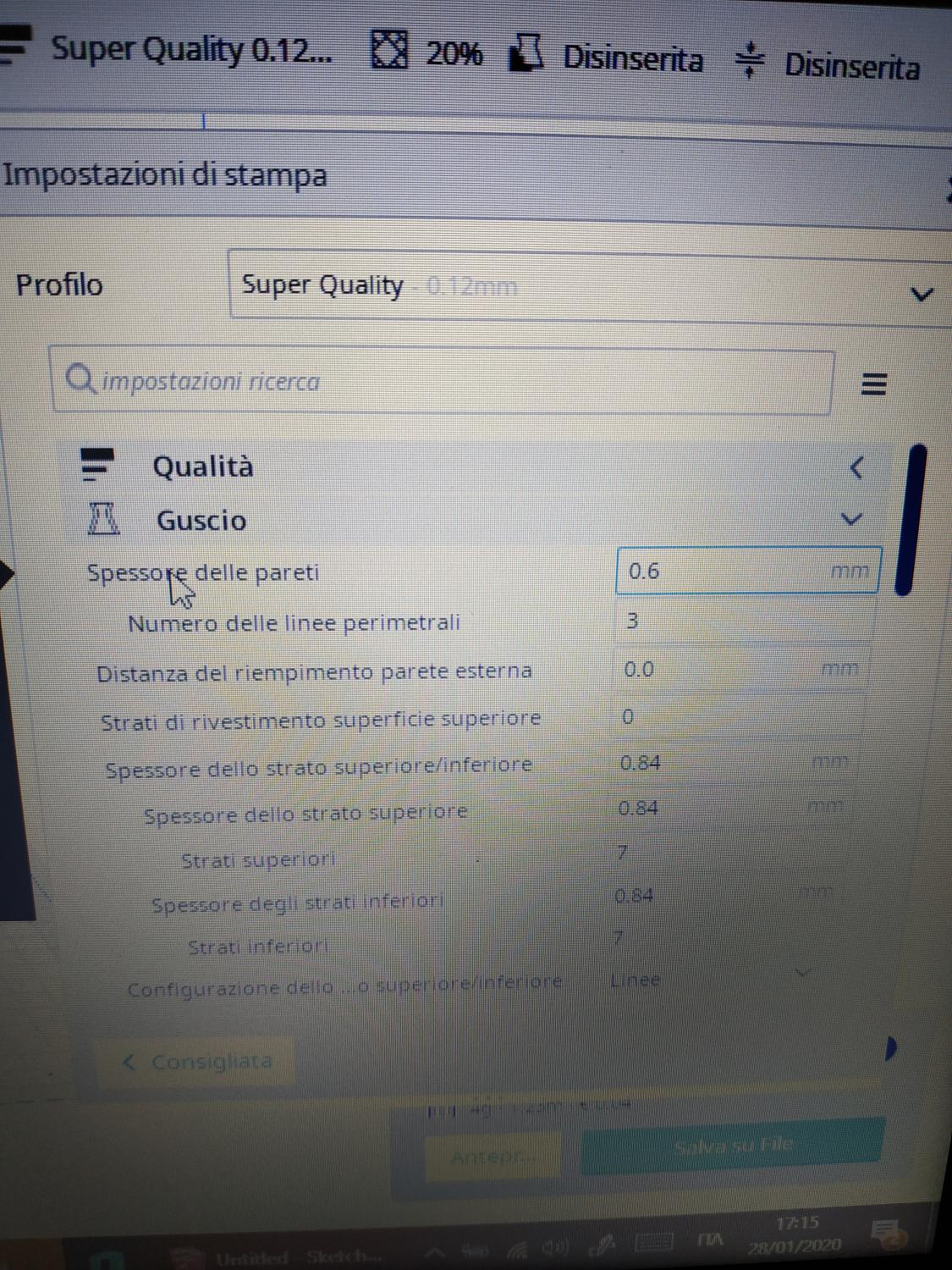
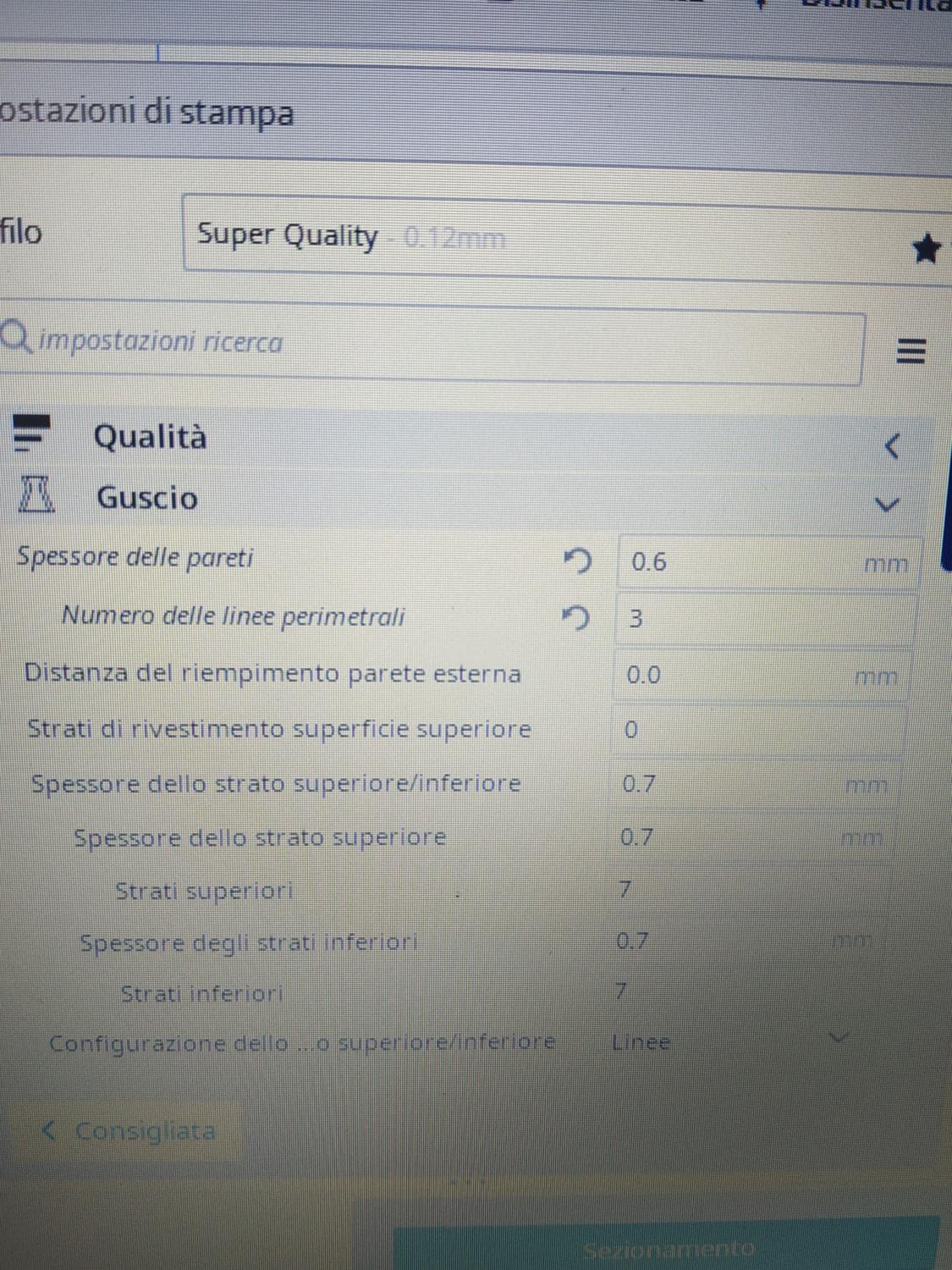
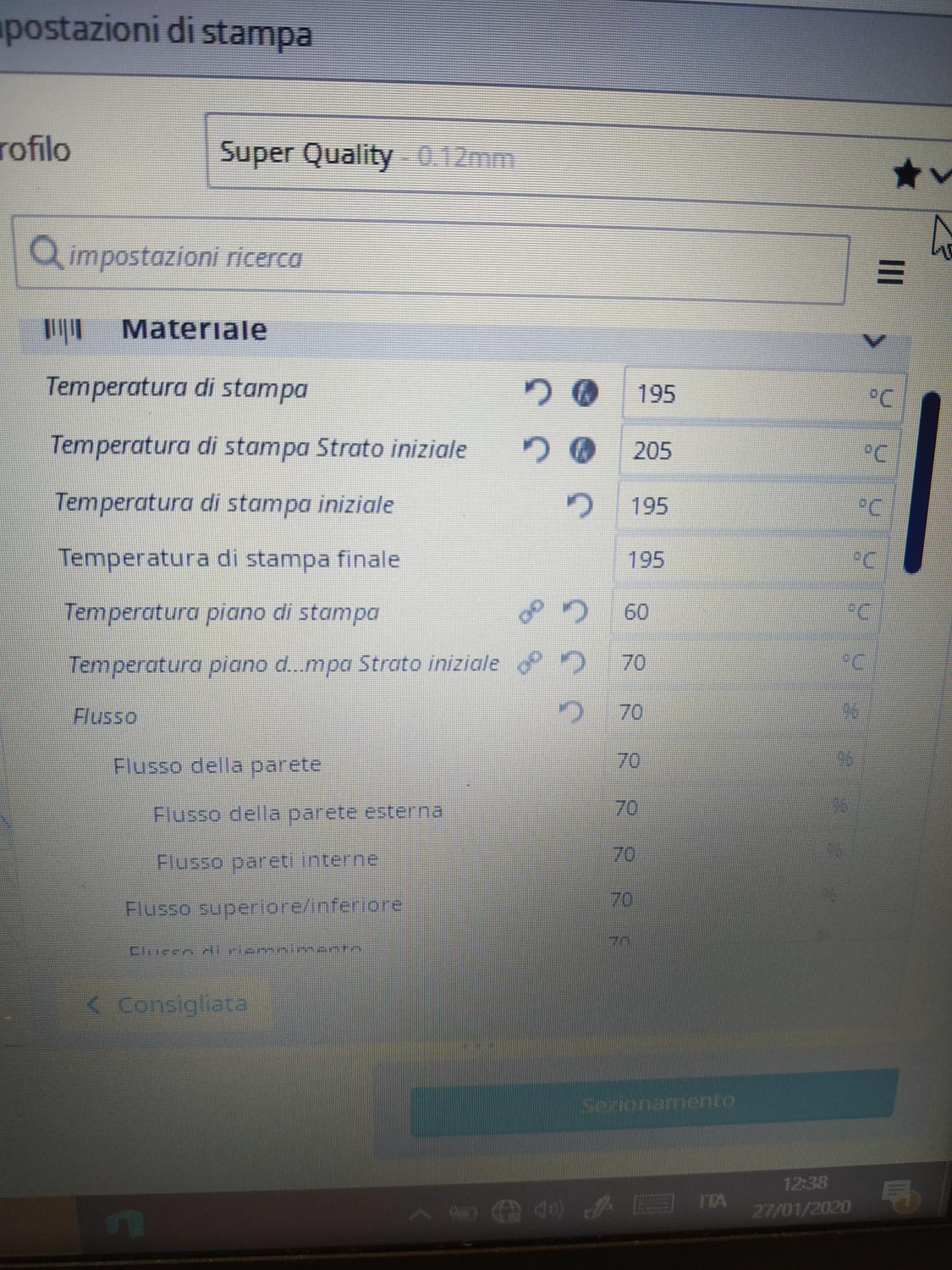
Ho azzerato tutti i parametri e messo solo la dimensione del nozzle, nessuna altra modifica. Se fosse solo un problema di durezza concordo sulle linee perimetrali (che sono 3 da 0.6, calcolate da Cura). Ma qui si tratta di layer che non si fondono tra loro. Materiale PLA, Cura tra i parametri consigliati ha inserito 200 (ma mi dava medesimi risultati sia stampato a 190 che a 195 che a 210)
-
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
nessun miglioramento. Esteticamente perfetto, appena toccato si sfoglia tutto. Ho usato le impostazioni standard del nozzle 0.2 su Cura, nessun parametro modificato
-
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
ok grazie, provo e vi faccio sapere -
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
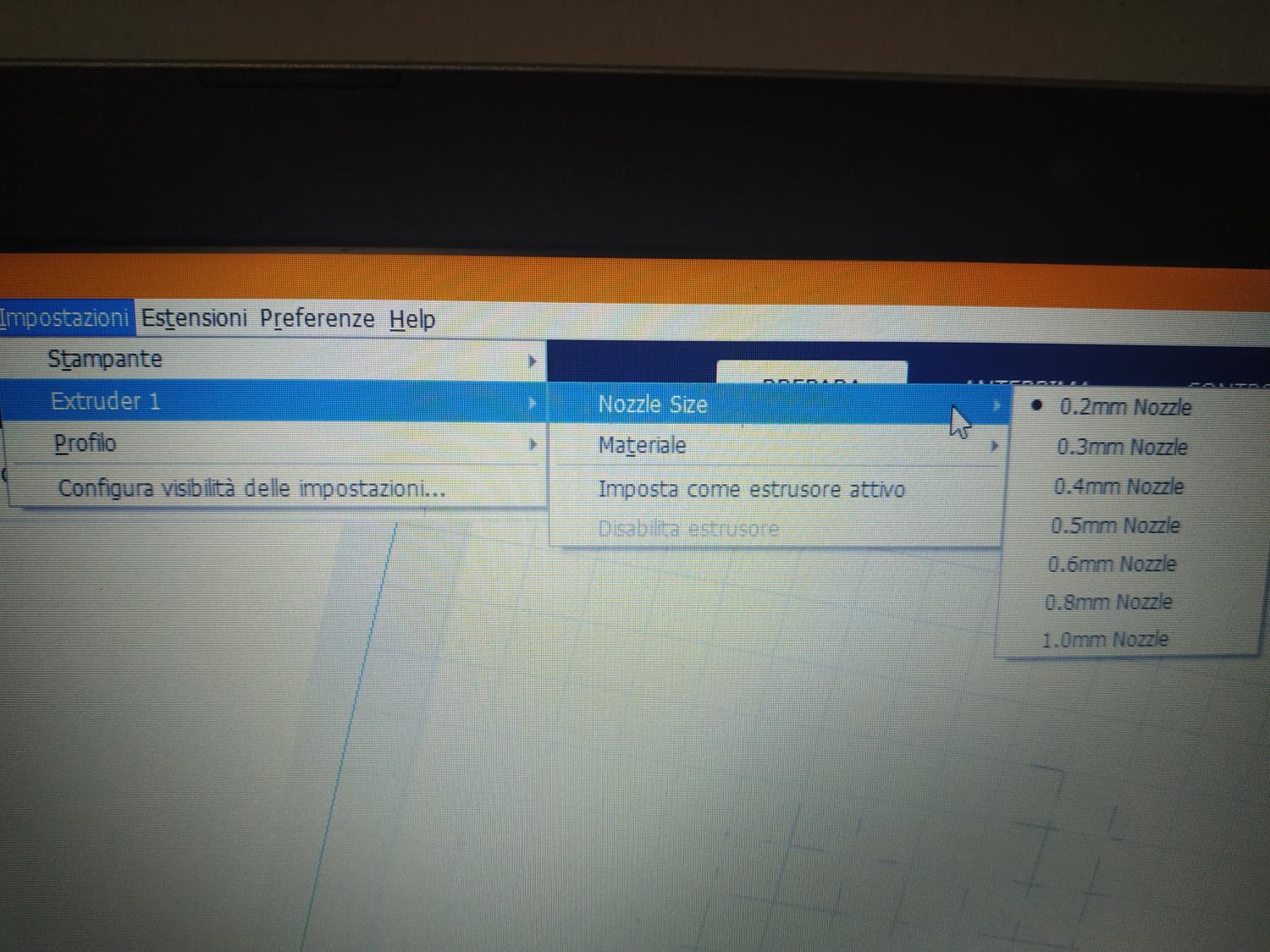
Mi sembra di averlo impostato a 0.2....
-
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
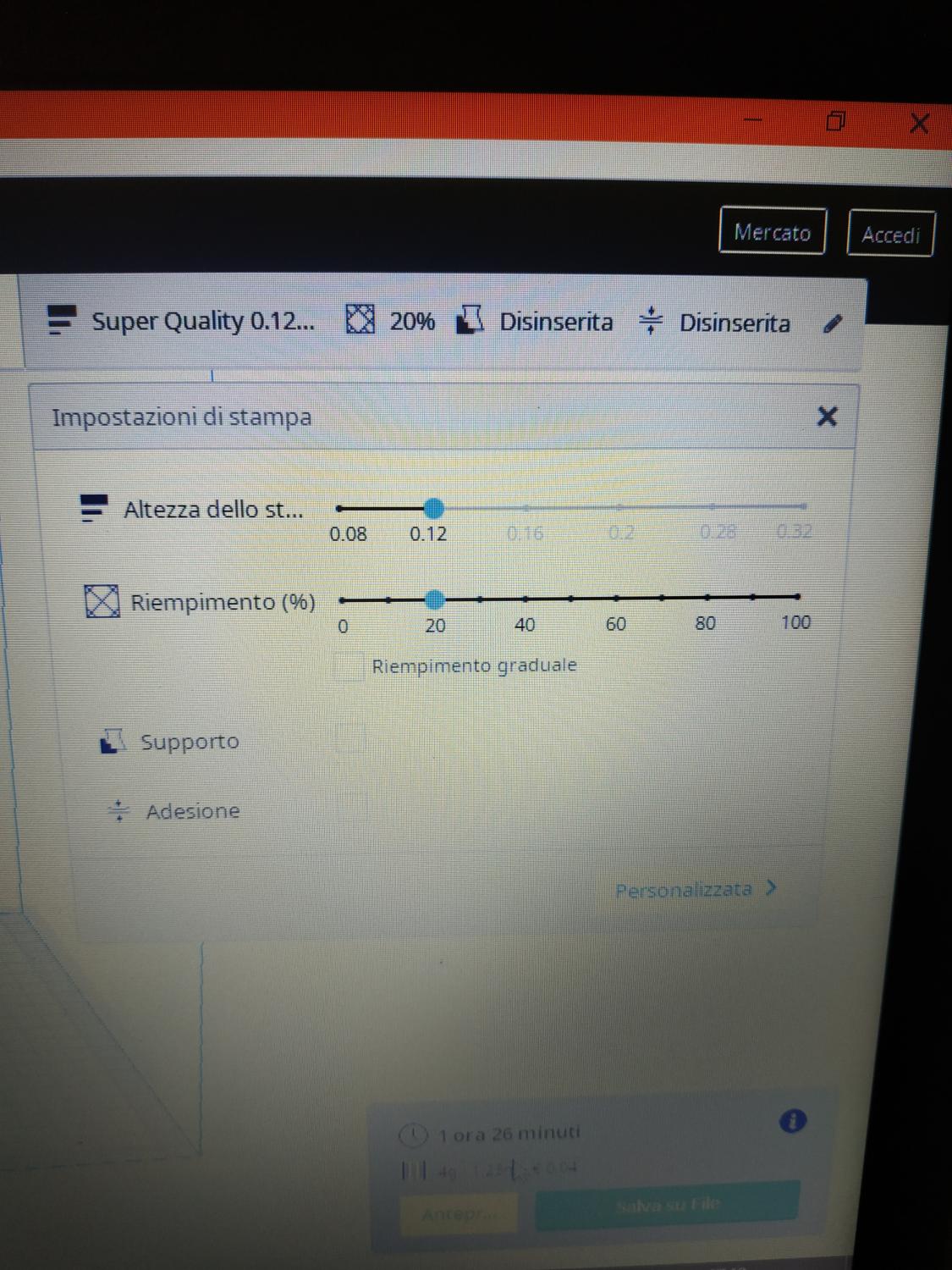
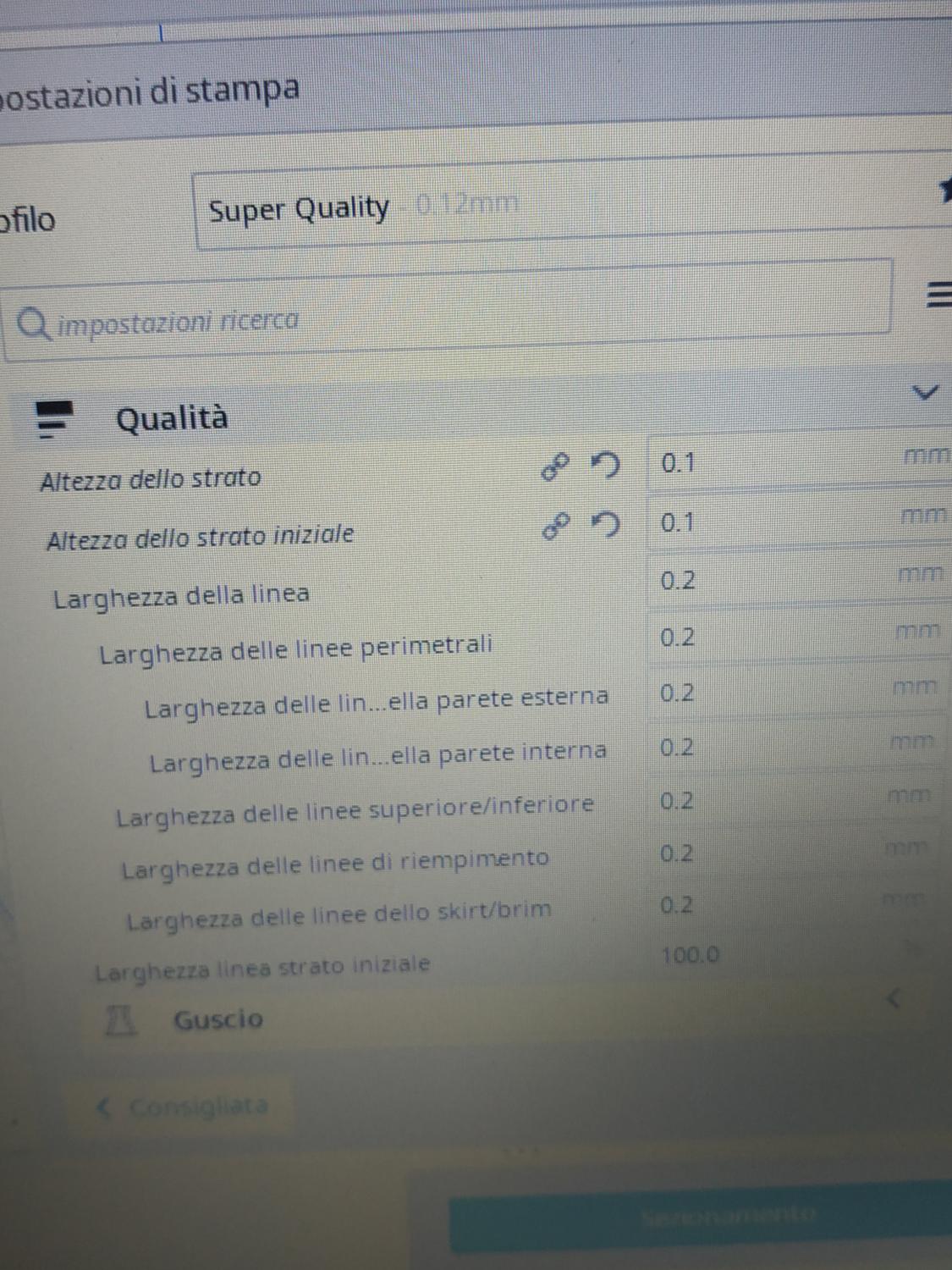
Impostando il nozzle da 0.2 su cura, posso scegliere solo ed esclusivamente due profili: o Super Quality da 0,12, o Ultra Quality da 0.08. Il flusso l'ho abbassato io a 70 perchè temevo di mandare troppo materiale all'estrusore. Lo strato iniziale non l'ho impostato io, è quello standard del profilo. Devo modificare tutti i parametri dello slicer a 0.2? Ho cambiato appositamente il nozzle per stampare a precisione più alta, non ha più senso che faccia i test in quell'ottica? -
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
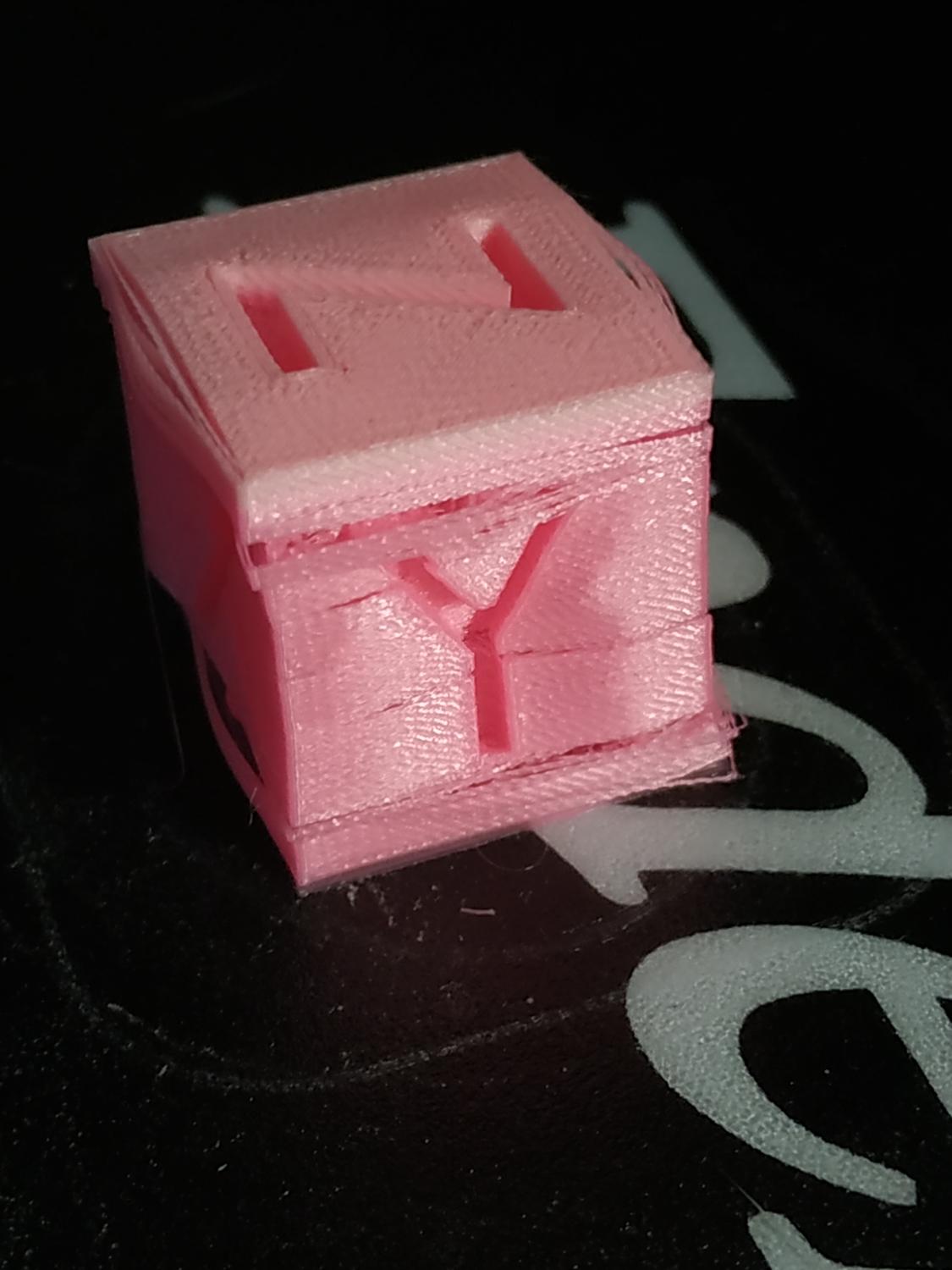
Ecco una foto del problema. Si sfoglia con una leggera pressione
-
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Grazie mille, sei stato chiarissimo. Ora riazzero i parametri come consigliatomi e provo con questi accorgimenti. Testo e vi faccio sapere, grazie a tutti -
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
i problemi sono nati dal cambio, prima avevo un classico 0.4, ma volevo sperimentare. Quindi voglio capire che impostazioni devo modificare. La stampa viene esteticamente perfetta, la qualità dei dettagli é molto superiore. Unico problema sono i layer che non si fondono bene tra loro, con una minima pressione il pezzo si sfoglia -
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
appena riesto stampo una Benchy. Mi é venuto un dubbio ora: l'altezza del layer a 0.16 é troppo per un nozzle da 0.2? Io ho tenuto l'impostazione a 3/4 del nozzle -
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Nessun riaultato. Ho provato a seguire i vostri consigli (abbassata temperatura e velocità, ricontrollato le varie impostazioni, cambiato slicer) ma la stampa, di ottima qualità esteticamente, ha i layer che si sfogliano alla minima pressione... -
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
si, ho modificato i parametri, ma credo di aver fatto qualche errore. Non essendo esperto non so bene cosa andare a guardare. Ora sto provando con la temperatura come suggeritomi da Killrob -
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Grazie mille, proverò -
Problemi di fragilità
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Uso il PLA, stampato a 210°. Il produttore consiglia dai 190 ai 220, fino ad ora non mi ha dato problemi a 210 con estrusore da 0.4. Devo provare alzarla o abbassarla la temperatura? -
Problemi di fragilità
Mat Solo ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti. Per fare delle prove di qualità di stampa, ho provato a sostiruire l'estrusore della mia Ender 3 con uno da 0.2. La stampa é uscita molto bene, i layer quasi non si vedono, unico problema é la fragilità: la stampa si spezza tra un layer e l'altro con una lieve pressione delle dita, come se non si saldassero. C'é qualche impostazione che posso provare regolare (uso Cura)? O é semplicemente una cosa derivata dall'estrusore? Grazie a tutti in anticipo -
Creality Ender 3 - Problemi di qualità di stampa
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
queste sono le foto di altri che hanno stampato lo stesso modello. Effettivamente la zigrinatura c'è -
Creality Ender 3 - Problemi di qualità di stampa
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
ho preso il primo modello che ho trovato su Thingiverse e si, i supporti erano attivi. La ritrazione è a 7, la velocità a 50 mm/s, li avevo aumentati un po' per vedere se risolvevo. Comunque il problema che mi da più fastidio è la zigrinatura sulle parti orizzontali o semiorizzontali
-
Creality Ender 3 - Problemi di qualità di stampa
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Ho provato a stampare la benchy con le impostazioni consigliate. E' stampata a 0.2 mm
-
Creality Ender 3 - Problemi di qualità di stampa
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Sono a 60 mm/s, 20 per lo strato iniziale e 30 per le pareti -
Creality Ender 3 - Problemi di qualità di stampa
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
I Top layer erano già a sei, ho provveduto a modificare riempimento e temperatura e ad attivare il combing. Ora do un occhio al thread e faccio qualche test. Intanto grazie Ora faccio dei test, grazie -
Creality Ender 3 - Problemi di qualità di stampa
Mat Solo ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Scusate XD Si, è PLA+ 1,75 stampato a 220° (il produttore consiglia tra i 205 e i 230°) su piano a 60°. La ventola funziona e l'ho stampato a 0.12mm -
Creality Ender 3 - Problemi di qualità di stampa
Mat Solo ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti. Ho qualche problema nell'impostare i giusti parametri per la stampa (o almeno credo sia quello il problema). Le foto allegate mostrano 2 oggetti stampati alla massima qualità, ma di qualità ne vedo poca... Per intenderci, la prima immagine dovrebbe avere la superficie liscia. Ho provato ad aumentare la retrazione per evitare lo stringing, ma non ho risolto molto. Ho usato Cura, se possono essere utili i parametri usati posso riportarli P.s. Se non fosse chiaro sono un nabbo della stampa 3D 🙂
-
Salve a tutti! Sono un neofita della stampa 3D, anche se seguo questo mondo da un po'. Ho una Creality Ender 3.
-
- 1
-