Carsco
-
Numero contenuti
1.466 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-

Heating failed - PRINTER HALTED
Carsco ha risposto a Mimmo82 nella discussione Problemi generici o di qualità di stampa
Da Cura basta andare in Impostazioni > Stampante > Aggiungi stampante. Poi selezionare marca e modello, nel tuo caso Creality3D Ender 3. Non puoi non trovarla. -
Heating failed - PRINTER HALTED
Carsco ha risposto a Mimmo82 nella discussione Problemi generici o di qualità di stampa
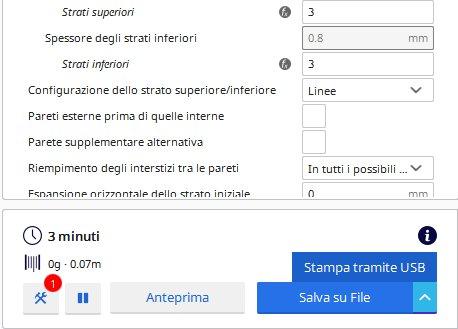
Se colleghi la stampante e fai il wizard (in cui ti chiede che stampante hai, marca e modello) troverai un menu in basso a destra con cui poter stampare. Se non ce l'hai allora credo che hai installato Cura alla P.D.S. e quindi anche il GCODE generato potrebbe non essere digerito dalla tua stampante nemmeno se lo metti su SD. Quale "interfaccia di connessione"? Devo solo aprire il GCODE e cliccare su Stampa. Ovviamente se non ha configurato Cura al primo avvio allora non potra' stampare ne' il CGODE andra' bene esportandolo su SD.
-
Heating failed - PRINTER HALTED
Carsco ha risposto a Mimmo82 nella discussione Problemi generici o di qualità di stampa
Ma usare Cura, nella piu' semplice delle maniere? Fra l'altro l'esportazione di questo GCODE e' di Cura. -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Quando si dice "e' la morte sua".
-
Modificare con blender
Carsco ha risposto a Lorenzo M nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
A resina e' un altro discorso. Infatti io ho parlato di FDM. A questo non punto rimane che un bel corso di Blender 🙂 -
Modificare con blender
Carsco ha risposto a Lorenzo M nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Per esperienza personale: lèvati dalla testa di fare le action figures con la stampante 3D. E' la soluzione piu' inadatta. La peggiore delle peggiori schifezze che trovi nelle bustine di personaggi nei negozi di modellismo e' fatta meglio di qualcosa in scala 1:72 uscita fuori da una stampante FDM. Se poi vuoi anche modificarle ti stai ficcando in un bel pasticcio perche' non e' che siccome devi "solo" aggiungere un particolare "allora" e' cosa banale. Devi comunque partire da zero e diventare maestro ZEN della modellazione come se tu volessi disegnare un intero personaggio. Fra l'altro partiresti dal prodotto finito (l'STL) e non dal progetto originale in se'. Un po' come voler fare fotoritocco su un JPG e pure a bassa risoluzione invece che sul RAW. Scusa la franchezza, ma volevo solo metterti a tuo agio 🙂 -
sono improvvisamente diventato incapace?
Carsco ha risposto a Killrob nella discussione Problemi generici o di qualità di stampa
Sono sempre stato preso in giro per usare quel carrozzone di FreeCad al posto di F360... 🙂 -
Strana differenza fra un PLA e l'altro
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Alt: chi comanda il moto? E' la puleggia dentata. Anche se allunghi la cinghia (elastica) come puoi fare un movimento piu' lungo? Comandano i denti, mica la lunghezza della cinghia che varia (seppur di poco). Se poi allunghi a dismisura la cinghia e quindi allarghi anche i denti allora ti trovi nella posizione di quello che fa la curva a 130 con la gomma a 0.5. D'altronde, tutte le cinghie sono elastiche: l'importante e' farle lavorare alla giusta tensione. Se poi usiamo cinghie cinesi consumer dove non c'e' alcun parametro non significa che sia difficile trovare il giusto compromesso. Aggiungo (ma lo sai) che le cinghie sono telate proprio per evitare questo. Fra l'altro non e' che sulle nostre stampanti (per lo meno sulla mia) abbiamo cinghie di qualita': sono sottili, sono strette, con denti a profilo quadrato. E' quasi un miracolo che funzioni tutto 🙂 Si ma la cinghia di un motore e' lunga spesso piu' di 2 metri. E' tutto rapportato, ma no ho mai sentito parlare di una valvola saltata perche' la cinghia si allenta. Sai cosa penso? Che potresti avere un problema di ripetibilita' e non di precisione, ossia dovuto all'andare avanti e indietro, non un errore di posizione (leggi: gioco). Spesso dovuto proprio alla forma dei denti o alla cinghia deformata o troppo elastica al punto da allargare lo spazio fra i denti che non ti cambiera' la distanza percorsa (non potrebbe!) ma potrebbe invece farti fermare quei 2-3 decimi prima o dopo il punto di partenza. Un po' come la manetta di un tornio che ha gioco: se giri sempre in un verso e' perfetta al centesimo ma se inverti la rotazione hai mezzo di giro di vuoto e questo mezzo giro te lo porti su tutta la corsa finche' non l'inverti. Ho fatto un meme per i miei amici su FB almeno 10 anni fa. Eccolo: Ps: ho semplificato dicendo che sono i denti che comandano il moto. In realta' sono i diametri delle pulegge che comandano indipendentemente dal tipo di cinghia (se non scivola) ma intendevo parlare della posizione esatta della cinghia. In quel caso, comandano i denti se attacchi qualcosa alla cinghia come nel caso delle nostre stampanti.
-
Strana differenza fra un PLA e l'altro
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Suvvia, siamo critici: se la cinghia e' lenta e' lenta ed e' un errore, non c'entrano gli step/mm. Una cinghia lenta e' come un copertone sgonfio: semplicemente non funziona bene. Non e' che una cinghia varia il suo funzionamento in funzione di quanto la tiri: dentro il suo (ampio) range e' una roccia. Anche con un'auto con le gomme a 0.5bar puoi camminarci perfettamente sul dritto ma alla prima vera curva a 130km/h non tiene piu' e devi controsterzare. Pero' non vuol dire che devi controsterzare sempre perche' hai le ruote sgonfie. Controsterzare (cosi' come variare gli step/mm) non risolve il problema e ne introduce altri. Il sistema di cinghia e puleggia dentata funziona come se fossero ingranaggi, ne' piu' ne' meno, ma se sono lenti o la cinghia e' logora o sfilacciata c'e' un problema che sembra apparentemente risolto variando gli step/mm. Ma se la cinghia e' ben trazionata tutto cio' e' impossibile come in una cascata di ingranaggi. Se gli step/mm sono matematicamente quelli e' assolutamente controproducente variarli. Su questo possiamo metterci anche il punto. Un motore passo passo non e' un motore che va dove vuole, non sceglie da se' i passi, ed e' esattamente come un pignone o una cremagliera. Puo' saltare un passo, e' vero, ma a quel punto hai mandato all'aria tutta la stampa e il problema non e' il passo perduto ma cio' che lo ha generato. In ogni caso, nella mia vecchia auto c'e' la catena e non mi pongo il problema, ma oggi tutti voi avete la cinghia dentata e non mi pare che le valvole saltino come popcorn. Eppure se ci fosse solo qualche decimo di spostamento succederebbe il patatrack. Certo, c'e' il tendicinghia che fa il suo lavoro e anche noi dovremmo tendere le bene le cinghie e ricordarci (voi, non io che ho la catena da 31 anni 🙂) di sostituirla. Non credi? -
Strana differenza fra un PLA e l'altro
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Appunto: non c'e' nulla da calibrare in qualcosa che ha motori a passo stabilito, pulegge e cinghie dentate. E' come dire che devo tarare gli step della distribuzione di un'auto: anche dopo 30 anni la cinghia stara' sempre nello stesso posto e fara' gli stessi giri che fanno tutti gli altri ingranaggi della distribuzione. Puo' slittare la pompa dell'acqua, l'alternatore, ma non una valvola! Se non vari il diametro delle pulegge, quello delle cinghie e usi motori con gli stessi passi (non per forza la stessa "marca" come dice qualcuno) e' letteralmente impossibile che dopo 400 passi la tua stampante si trovi a una distanza diversa dalla mia. Chi "tara" fli step/mm in una ender (che reputo abbastanza stabile) non sa quello che sta facendo. Persino Piraz ha dovuto correggere il tiro pubblicando un altro tutorial per l'occorenza. Gli step/mm sono praticamente meccanici, sono quelli. La prova e' questo stesso post. Pensa che ho tardato cosi' tanto a causa di questo problema che ho cenato con una ciotola di lenticchie e cotechino congelati a capodanno giusto per restare in tema 🙂. E le mie lenticchie so lenticchie! -
Strana differenza fra un PLA e l'altro
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Si, ma io ci ho perso un pomeriggio, due ore e mezza di stampa e un calendario nuovo nuovo. Come perdere un pomeriggio per una sciocchezza. Ma mica tanto sciocchezza: mi vergogno a dire di quanto ho ridotto il flusso per arrivare ad avere un pezzo della dimensione dell'altro filamento. Ovviamente possiamo parlare fino a domattina della misura del diametro del filamento: e' la misura piu' aleatoria del mondo presa con lo strumento meno adatto del mondo. Il filamento e' piegato, potrebbe essere estruso in maniera ovale, stiamo usando un calibro di cacca, il filo continua a muoversi, una volta segna 1.77, poi 1.73 nello stesso punto, cerchi di dare una spiegazione ma la spiegazione non c'e'. E ricordiamoci che entra un salsiccione da 1.75mm ed esce una salsiccetta di 0.4mm. Misurare il salsiccione con un calibro a corsoio e' proprio inutile. Accontentiamoci del risultato. -
Strana differenza fra un PLA e l'altro
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Allora, ditemi quale penitenza devo fare e la faro'. Avete ragione. Ho ridotto il flusso fino ad avere le stesse pareti del TWT del filamento Amazon (geometricamente perfetto) e ho stampato 10mm del cilindro di cui sopra col filamento Elegoo. Entra esattamente come quello Amazon. Aggiungiamo anche questa cosa a chi dice "le stampanti vanno calibrate negli step in X Y e Z". E' una sciochezza! Io ho la stampante con i passi originali ed e' IMPOSSIBILE che la mia sia diversa da una delle milioni di altre Ender perche' si tratta di motori passo passo e cinghie dentate. E' vero, pero', tutto quello che dite: si deve partire dal TWT per avere stampe dimensionalmente precise, e poi indagare oltre. Caso chiuso. -
Strana differenza fra un PLA e l'altro
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Si pero' una cosa e' il risultato estetico, un'altra cosa e' proprio quello dimensionale. Parliamo di DUE decimi, mica cotica... Ho fatto il TWT ed effettivamente il filamento nuovo fa pareti di 0.02 (due centesimi!) piu' spesse su una larghezza di 0.50. Adesso sto facendo appattare le cose abbassando il flusso per vedere, a parita' di larghezza linea, se le dimensioni tornano corrette. Io ne dubito. -
Strana differenza fra un PLA e l'altro
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
E facciamolo, questo thin wall test... Quello che tengo fuori dalla scatola ormai da 6 mesi, per i test, e' un Amazon basic comprato usato su Amazon Warehouse, aperto dal precedente proprietario e mai richiuso. Comprato a 7 euro. Quello che mi da' problemi e' un Elegoo. -
Strana differenza fra un PLA e l'altro
Carsco ha pubblicato una discussione in Problemi generici o di qualità di stampa
Dovevo stampare un cilindro di 11mm alto circa 40mm che poi doveva entrare in un foro di acciaio di diametro molto molto molto netto e preciso. Per essere sicuro delle dimensioni del pezzo, lo stampo dapprima con un PLA che uso per le prove e che lascio sempre montato in macchina. lo maltratto spesso, non lo chiudo mai, e' sempre esposto. Ne stampo un pezzo alto 10mm, fermo tutto e faccio una prova go/no-go. Il pezzo entra perfettamente con la giusta tolleranza che avevo scelto. Non striscia ma cade dentro perfetto. A occhio 1-2 decimi in meno del foro. Allora mi fido di tutto cio', carico il filamento buono (sempre normale PLA, di marca, solo diverso colore) duplico il pezzo su Cura per ottenere 6 pezzi e inizio a stampare. Dopo 2 ore e mezza escono fuori i pezzi e... non entrano nella sede!!! Mi scervello, calibro alla mano... DUE DECIMI piu' grossi su 11mm, tutti e 6 i pezzi. Ma come diavolo e' possibile? Ho la stampante che stampa come la seta, perfetta. Magari Cura ha fatto pastrocchi stampando piu' pezzi? Ok, tolgo gli altri 5 e riprovo col vecchio filamento: perfetto. Bene, rimetto quello buono, stampo lo stesso file e... non entra! Come diavolo ve lo spiegate? Sappiate che la seconda bobina e' perfettamente asciutta, non scoppietta, non fila, esce una superficie assolutamente liscia persino al microscopio e il filamento e' cosi' flessibile che non si spezza nemmeno con diverse pieghe a 180. Esattamente come quello che tengo per le prove. A questo punto mi chiedo che senso abbiano le prove dimensionali che facciamo e che ho giudicato a suo tempo (a ragione) inutili in quanto la meccanica della Ender e' 10 volte piu' precisa della risoluzione ottenibile da un filamento stampato. Aggiungiamo che poi ogni filamento da' un risultato dimensionale diverso, e siamo a posto. Ok, magari e' la stampante, vi voglio credere, ma so che non e' cosi': facciamo una prova. Stampo un cubo 10x10x10 (ostico, piu' del 20x20x20 che stampano tutti). Risultato: filamento vecchio X=10.00 e Y=10.03 filamento buono X=10.15 e Y=10.22 Idee? Edit: a riprova che la stampante e' perfetta, il pezzo "sbagliato" e' alto esattamente 40.0x (con x che non supera 5). Semplicemente il pezzo viene piu' "ciccio" su X e Y di 1-2 decimi per qualche assurdo motivo che non mi spiego. -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
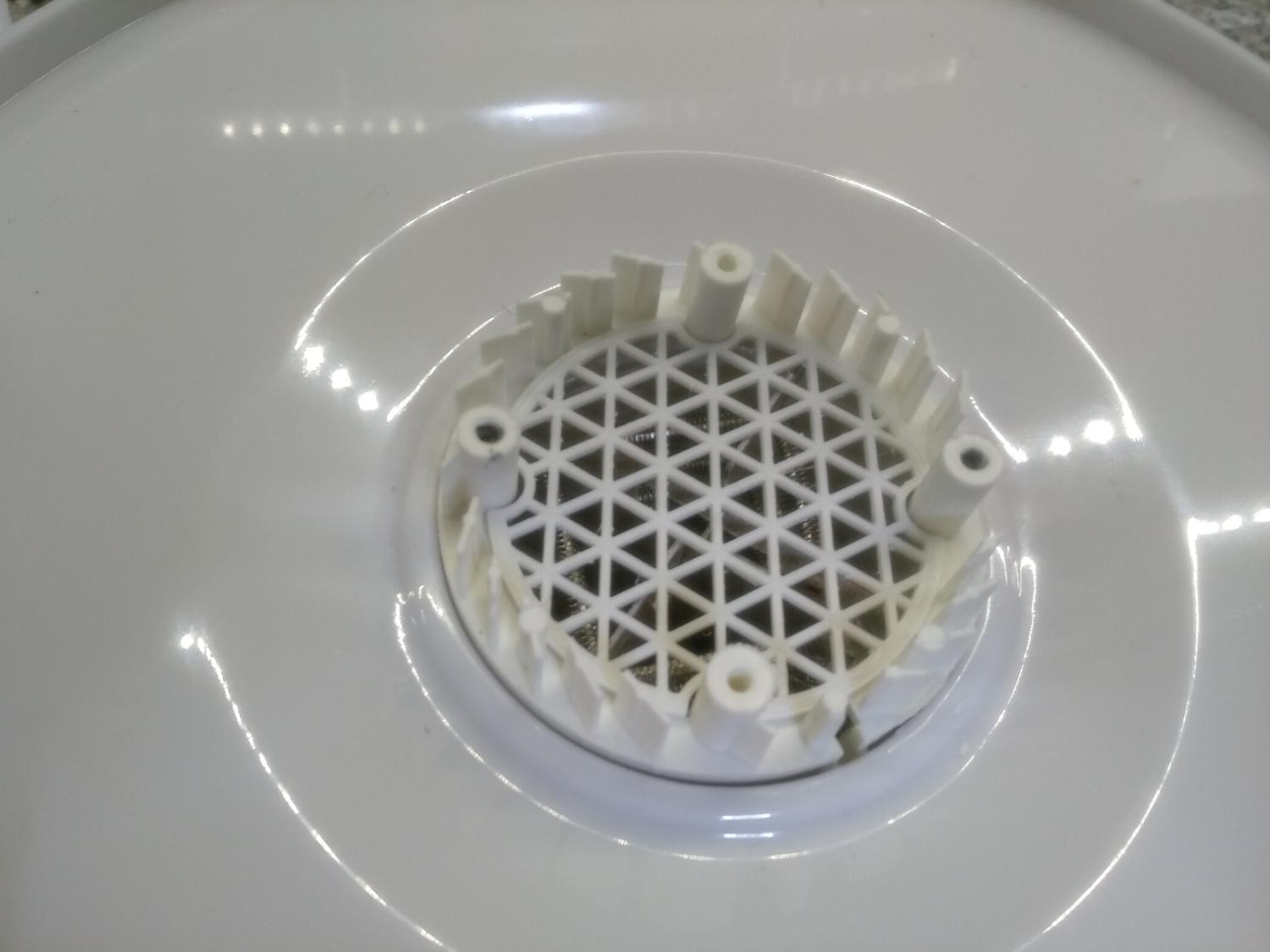
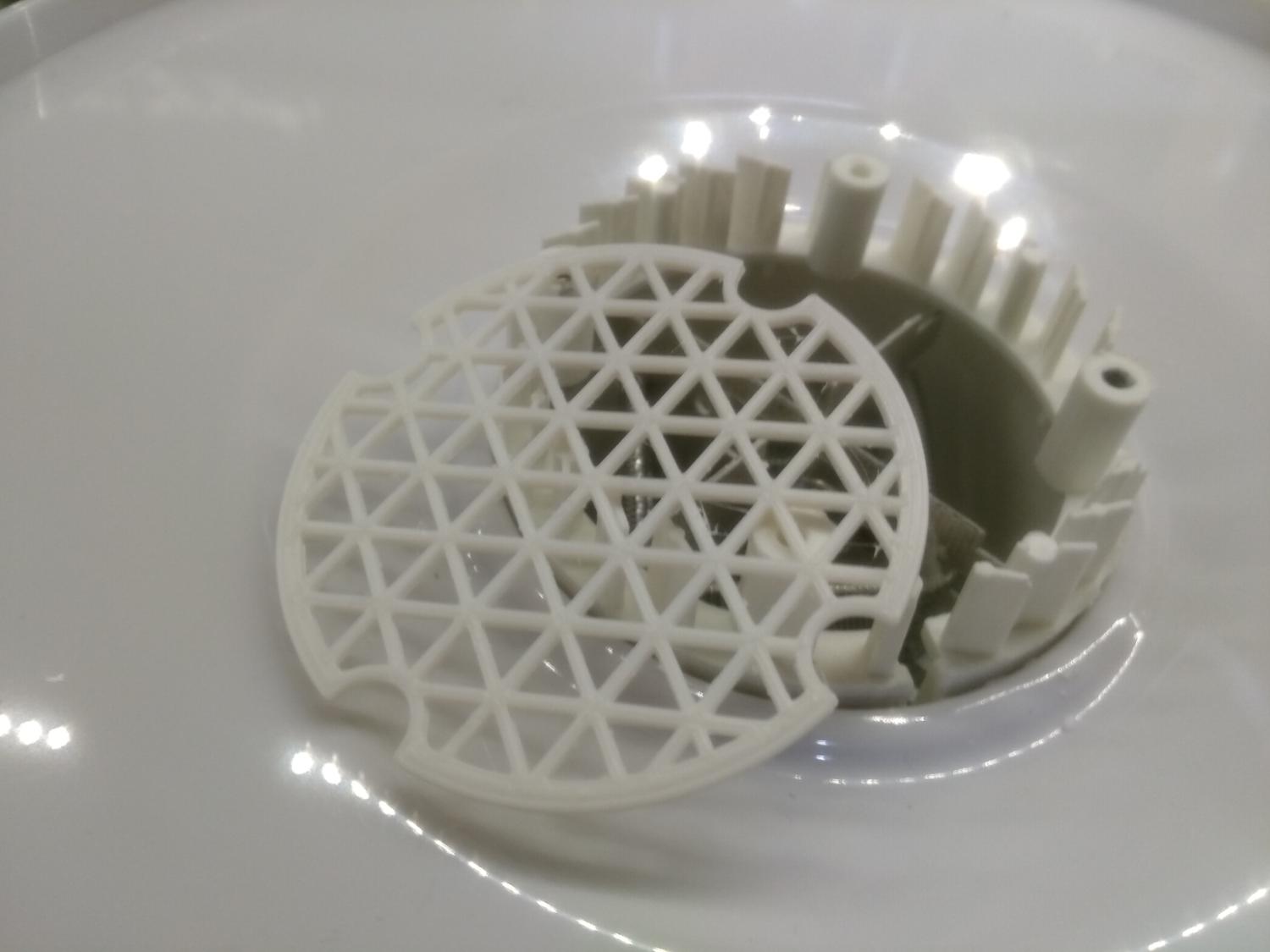
E che non lo so? 🙂 Allora, se l'hai smontato (io l'ho fatto perche' la ventola faceva defecare perche' strisciava sui condotti) ti sarai accorto che la ventola e' montata da tutt'altra parte e il flusso arriva tramite una cavita'. E' una specie di intubata tipo quella del filamento della Ender ma l'uscita e' molto larga quindi il flusso e' lento e disomogeneo perche' sbatte dappertutto nel suo percorso. La griglia funziona come il rompigetto dei rubinetti, hai presente? Se lo togli l'acqua esce a come je pare. Ora, non dico di aver risolto al 100% perche' sarebbe necessaria una bella griglia fitta e metallica (e una velocita' maggiore) ma sto testando tutto e le temperature sono molto piu' omogenee in tutte le direzioni. Uno dei complici (ma di facciata) e' anche il coperchio che e' tenuto da due sole viti e col calore si deforma inarcandosi e rendendo il flusso ancora piu' disomogeneo perche' scoperchia la parte superiore e il flusso trafila da li'. Io ho fatto altri due fori nel coperchio e ho messo altre due viti autofiletanti. Fatelo. Cmq non e' detto che tutti sti essiccatori debbano essere come il mio, anche se temo proprio che sia un problema di "progettazione" (capirai che progetto e quanto tempo hanno perso ai simulatori...). In ogni caso, per testare la situazione, togliete i cestelli e misurate con una termocoppia proprio all'uscita delle alette. In quel punto la temperatura sale e scende immediatamente (senza che si debba scaldare niente) a ritmo dell'isteresi del termostato. Provate in tutte le direzioni: avrete una temperatura massima e una minima. Confrontatele in ogni direzione. -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Ho inspessito la griglia raddoppiandone lo spessore. L'ASA regge a stento in qualche punto. Ecco il file: Griglia essiccatore V3.stl Mi piacerebbe che qualcuno lo provasse in ABS per sapere se regge meglio il calore. -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Eccolo: Griglia essiccatore V2.stl Occhio: entra al decimo di mm, quindi se fate i cerchi piu' stretti, piu' larghi o avete altri problemi... non e' colpa mia. Fatevi aiutare in un buon forum di stampa 🙂
-
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Ah rega', bingo! Funziona. L'ASA regge e il flusso e' davvero molto piu' uniforme. Dopo almeno 15 minuti il pezzo si e' ammorbidito ma non al punto da deformarsi. Purtroppo si solleva da un lato come un foglio di carta per via della ventola, quindi adesso modifico il file per far stare giu' la griglia quando viene montatao sopra il coperchio. Dopodiche lo pubblico su Thingiverse, ma prima ve lo passo qui. -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Riaggiorno: "la strada non spunta" (modo di dire africano). Ho messo la termocoppia proprio all'uscita di ogni feritoia mi sono accorto che il problema e' nel flusso d'aria completamente non omogeneo che arriva dalla ventola. A "NW" arriva a superare i 100° mentre a "SE" non arriva a 70°. Infatti nella prima posizione mi sono quasi scottato il dito e sentivo perfettamente soffiare. Dalla parte opposta invece non arrivava quasi nulla, come se non soffiasse nemmeno. Allora ho tolto il coperchietto (quello stile cassetta di derivazione) e ho preso le giuste misure per fare una sorta di griglia "frangivento". In realta' avevo provato a farla con la stessa griglia di risulta dei cestelli (una l'ho sacrificata) sagomandola col Dremel. FUNZIONA, per quei 10 minuti che e' durata prima di smollarsi per la temperatura. Il flusso di aria era pressoche' costante in ogni direzione e la temperatura era omogenea. Ora ho appena finito di disegnare al CAD una griglia che si adatta perfettamente. L'ho stampata in PLA per vedere se va bene ed e' magnificamente precisa. In questo momento la sto stampando in ASA nella speranza che regga i 100°-110° che ci sono in quel punto. Mi scoccia sprecare ABS perche' ne ho molto poco ma non credo che sostanza cambi da ASA ad ABS. Per chi volesse cimentarsi, ecco l'STL. Griglia essiccatore V1.stl Non ci provate nemmeno a stamparlo il PLA, per ovvi motivi. Se non dovesse reggere il calore allora l'unico rimedio e' un pezzo di zanzariera in vetroresina/fibra o una rete elettrosaldata a maglia fine. -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Aggiorno. Visto che non va bene avere 5-6-7 gradi di differenza fra una direzione e l'altra ho tappato con del nastro-carta un po' di feritoie nella direzione in cui la temperatura e' piu' alta. Funziona. Ovviamente va tarato per benino con un buon termometro. Ci si accorge del problema anche perche' persino le pareti sono piu' calde al tatto. Col termometro pero' si ci toglie il dubbio. Aggiungo: questo termometro entra perfettamente nel coperchio dopo averlo forato col Dremel. Non sara' il massimo, ovviamente, ma si puo' avere una indicazione di massima dopo aver tarato quel maledetto termostato a lamella. https://www.amazon.it/dp/B088NN6WY6/?coliid=I2KAY2SO6NYK8B&colid=3F8T1GDZVSGYV&psc=1&ref_=lv_ov_lig_dp_it -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Per carita', ma ti ricordo che ad appena 55° il PLA si ammoscia che nemmeno il viagra puo' far nulla 🙂. Se imposti 55° e in alcuni punti ne hai 60°, avrai la bobina di Salvador Dali. -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Mi allaccio qui. I classici essiccatori per alimenti hanno un banale termostato a lamella che e' posto in una zona che non c'entra nulla. Questo termostato non ha alcuna indicazione, non ha posizioni delimitate da "scatti" e non c'e' modo di sapere con precisione quale sara' la temperatura. L'isteresi del termostato e' di almeno 3 gradi. Inoltre la temperatura all'interno dei cestelli non e' uniforme e puo' variare anche di 10° a seconda della posizione in cui si misura. Quindi chiedo: usate un termometro digitale? E dove avete piazzato la sonda? Sonda a termocoppia o NTC/PTC? -
Signori vi presento, con non poco orgoglio...
Carsco ha risposto a Killrob nella discussione La mia stampante 3D e il mio laboratorio
Gli daremo una bella medaglia 🙂 Cmq tutto quel fucsia e' PLA? Hai gia' misurato le temeperature in quei punti? Il PLA e' bastardo, lo sai... ti molla di botto. -
Signori vi presento, con non poco orgoglio...
Carsco ha risposto a Killrob nella discussione La mia stampante 3D e il mio laboratorio
E chi ti vieta di incollare delle teste di brugole sui magneti? 🙂 🙂 Cmq non pensare di dover smontare solo per risolvere un problema. A volte fa proprio comodo l'accessibilita'. Io per esempio ho solo la parte anteriore della stampante accessibile. OGNI intervento anche di spolvero e' una vera rogna. Per le altre chiusure non so aiutarti perche' le foto non rendono bene la disposizione e sono molto confuse. Non manchera' a te di far un ottimo lavoro. Per quanto riguarda il materiale, io oggi sono tornato dal Leroy con una fascia paramuro in polistirene estruso da 1000x100. Ottimo materiale: ci faro' i bordi dell'essiccatore. Tu non hai un posto che rivenda polistirene o policarbonato in zona e che faccia tagli al laser? Specie lassu' sono molto comuni...