Carsco
-
Numero contenuti
1.466 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-
Aggiungi altre info appena puoi, foto etc 🙂
-

STRATI NON ADESI
Carsco ha risposto a Maurizio Cris nella discussione Problemi generici o di qualità di stampa
La velocita' qual e'? Ce ne sono tante: fai una foto della sezione in cui sono elencate. -
Errori di gioventu': il percorso del filamento
Carsco ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Te lo do solo se usi il mio sistema per sbobinare e imbobinare 🙂 Almeno ti levi il dubbio! 🙂 -
Errori di gioventu': il percorso del filamento
Carsco ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Per "cinesi" intendo "economici" 🙂 L'aggrovigliamento in fase di produzione, se ci rifletti, e' impossibile. Sarebbe possibile solo se il filo fosse interrotto, fatto un nodo, e poi reincollato e proseguito. Si potrebbe anche fare il nodo usando la bobina, ossia toglierla dal supporto, farla entrare in una spira e poi rimetterla nel supporto. Alquanto improbabile che avvenga in una produzione in serie. Puo' succedere magari dopo che la bobina e' stata avvolta, prima di fissare il capo, ma se cosi' fosse all'atto della stampa ce ne accorgeremmo dopo poche spire, non di certo a meta' bobina. Il groviglio e' sempre dovuto al fatto che il capo del filo entra in una spira e non ci sono teorie che tengano. Per quello che riguarda la bonta' dell'avvolgimento ti lascio una foto della bobina Elegoo e una di quella Basicfil (il cui nome lo scambio sempre con Amazonbasics). Con nessuna delle due ho avuto problemi (in realta' mai avuto problemi con nessuna) pero' se con l'Elegoo mi scappa il capo della bobina mi basta svolgere 3 spire per essere sicuro che non ci siano nodi. Con le altre non posso esserne sicuro perche' sono avvolte a casaccio, ma sempre e comunque senza nodi. Puo' benissimo essere stato un solo tuo errore che ha causato l'ingresso del capo sotto 3 spire, e te ne sei accorto in 3 momenti diversi. Difficilmente se càpita, càpita di passare sotto solo una. Al minimo dubbio o si svolgono almeno 5-10 metri di filamento oppure, se uno vuole togliersi il dubbio, si trasferisce il filamento su un'altra bobina vuota. Il sistema che ho postato permette di sbobinare in meno di 2 minuti una intera bobina con l'uso di un buon trapano a batteria.
-
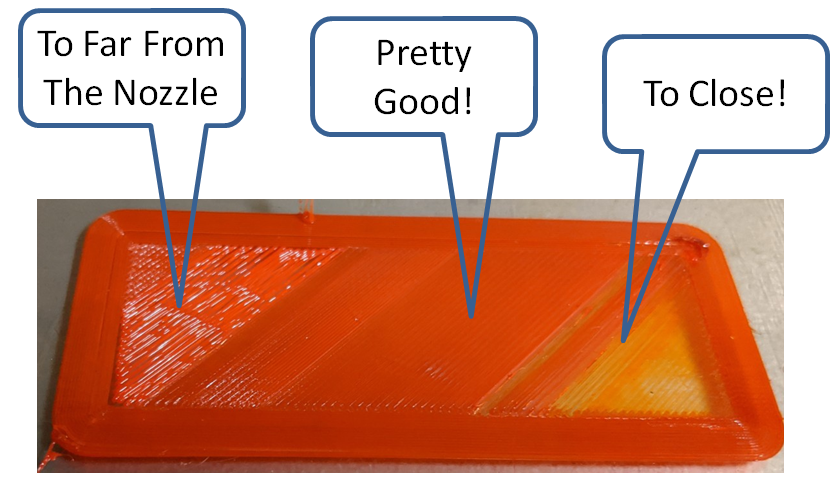
Problema di aderenza con la punta dei "triangoli"
Carsco ha risposto a Void nella discussione Problemi generici o di qualità di stampa
Se intendi usare la lacca per capelli e non i prodotti professionali nati apposta, la piu' gettonata e' la "Splend'or forte" che trovi su Amazon a buon prezzo. E' quella marrone nella bomboletta da 400ml. I prodotti professionali sono molto piu' costosi ma la lacca per capelli e' ottima.
-
Errori di gioventu': il percorso del filamento
Carsco ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Se cerchi nello stesso profilo Thingiverse ci sono le clip per molte marche e che spesso usano la stessa bobina. Queste clip sono fatte meglio perche' sono piu' rigide e meno inclini alla deformazione dopo diverso tempo nell'armadio. Ecco quella per Basicfil https://www.thingiverse.com/thing:4369581 Io ne uso due per sicurezza, dopo aver trovato la parte iniziale del filamento spezzata. -
Errori di gioventu': il percorso del filamento
Carsco ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Mi sembra improbabile (dovrei dire impossibile) che si formi un nodo nell'avvolgere un filamento sulla bobina direttamente alla produzione. Il nodo si forma perche' il capo, mentre si trovava libero durante un nostro cambio bobina, si e' infilato sotto una o due spire. Ogni passaggio sotto una spira e' un nodo. Ve lo dico con cognizione di causa: per lavoro srotoliamo centinaia di metri di cavo di segnale per strada. A volte i cavi sono su rulle ingabbiate (senza pericolo) ma molto spesso sono a matassa libera. La PRIMA cosa che insegnano e' che il capo deve stare quanto piu' lontano possibile dalla matassa finche' non e' fissato o legato. Se si trasporta una matassa con un capo (o tutti e due) non fissati significa perdere 1 ora a districare un cavo che pesa 100-150 chili, oltre alle frustate del capotecnico per il tempo perso. A me non e' mai successo di annodare il filamento perche' ho sempre avuto il terrore (per deformazione professionale) che cio' accada, e ho sempre tenuto il capo del filamento finche' non l'ho fissato. Spesso lo fisso su due giri in due fori diversi. Una volta pero' si e' spezzato proprio mentre era fissato (filamento umido): mi e' venuto il tremendo dubbio che si fosse annodato. E' impossibile capirlo se il filamento e' avvolto alla pene di segugio come fanno nelle bobine cinesi. Per levarmi il dubbio ho trasferito tutto il filamento du un'altra bobina tramite un aggeggio che permette l'uso del trapano come motore. Questo: https://www.thingiverse.com/thing:4651041 Per la leggi di Murphy, naturalmente, non c'era alcun nodo. Ci sarebbe stato se non avessi controllato. -
PETG - Infill irregolare e non adeso.
Carsco ha risposto a SKEP nella discussione Problemi generici o di qualità di stampa
Non e' che "hai sbagliato", ma in questo caso consiglio "griglia" e non "linee" perche' cosi' ogni riga sta sopra l'altra. Con "griglia" non e' cosi', e il PETG ne soffre. -
PETG - Infill irregolare e non adeso.
Carsco ha risposto a SKEP nella discussione Problemi generici o di qualità di stampa
Non ti sembra un po' esagerato quel riempimento? Abbassalo a valori umani, tipo 20-30% -
PETG - Infill irregolare e non adeso.
Carsco ha risposto a SKEP nella discussione Problemi generici o di qualità di stampa
Tranquillo, nemmeno io 🙂 -
PETG - Infill irregolare e non adeso.
Carsco ha risposto a SKEP nella discussione Problemi generici o di qualità di stampa
Fai lo slice di un cubetto 10x10mm e poi posta il gcode. Se stai usando i settaggi base e' normale che non lo trovi. Vai in "avanzate" e troverai centinaia di settaggi in piu', ma ovviamente non toccare quello che non conosci. -
Problema di aderenza con la punta dei "triangoli"
Carsco ha risposto a Void nella discussione Problemi generici o di qualità di stampa
Purtroppo quella e' una stampa che mette a dura prova il vetro senza nulla che l'aiuti. 70° comunque sono troppissimi per il PLA che solitamente non gradisce temperature oltre i 50-55°. Prova prima a 55°, poi puoi provare ad avvicinarti un po' col piatto ma poi avrai il piede di elefante. Almeno pero' avrai qualche chance di restare attaccato al piatto. -
PETG - Infill irregolare e non adeso.
Carsco ha risposto a SKEP nella discussione Problemi generici o di qualità di stampa
Non usare questi comandi nello start code, non ha senso Metti una temperatura inferiore a quella ambiente: 20° Sei lontano dal piatto. Avvicinalo. E' sbagliato correggere un errore introducendone un altro ancora piu' grave. Il flusso deve regolarlo al valore che trovi con il thin wall test. Se per ora non sai cos'e', lascialo al 100%.
-
STRATI NON ADESI
Carsco ha risposto a Maurizio Cris nella discussione Problemi generici o di qualità di stampa
Attenzione: anche se il filamento e' dato per "uso alimentare" guàrdati bene dall'usarlo perche' il pericolo nasce dal fatto che, essendo poroso e ruvido, trattiene particelle di cibo che non riuscirai mai a rimuovere con una comune lavata. Il problema maggiore e' con la carne. Personalmente ho creato degli stampi per hamburger in PLA ma rivesto sempre le formine con la pellicola in modo da non far mai venire in contatto PLA e carne tritata. Per quanto riguarda il tuo problema, se i layer non si legano sono pochi i motivi: 1) temperatura bassa 2) velocita' alta 3) layer troppo alti per quel diamtro di nozzle (tipo layer 0.35 con nozzle 0.4) 4) dimensione del nozzle impostato erroneamente nello slicer Controlla e comunque io partirei da altre stampe piu semplici per mettere a punto la stampante, e poi stamperei cose piu' complesse. -
PETG - Infill irregolare e non adeso.
Carsco ha risposto a SKEP nella discussione Problemi generici o di qualità di stampa
Sembra un problema di stringing e oozing in generale. Intanto inizia a usare una temp di piatto piu' bassa come dice marcott: 90° sono troppissimi. 60° e' un buon inizio per i primi layer, poi dopo il 3-4 lo puoi anche spegnere. Fermo restando che non c'entra nulla col problema che hai. Se il riempimento non aderisce prova a passare da quello a linee a quello a griglia. Non so come si chiama nel tuo slicer ma invece di fare prima le linee inclinate in un senso e nel layer successivo nell'altro senso, devi fargli fare la "rete" ad ogni layer. Cmq noto un problema generale di di stringing: hai abilitato la retrazione di almeno 5-6mm? La velocita' della retrazione ho notato (coi miei filamenti) che deve essere molto bassa, fino a 15mm/sec, altrimenti cola materiale mentre cammina. La ventola io la tengo intorno al 40% ma questo dipende da materiale a materiale. Poi non capisco perche' usi il raft. Semmai devi usare lo skirt o se hai ancora problemi all'inizio della stampa puoi usare un brim di 2-3mm. Se ancora non aderisci, hai livellato male il piatto, ma questo c'entra poco col problema dell'impastamento dell'infill. Hai parecchi problemi nella stampa e che richideono parecchie soluzioni, non di certo una sola. -
Quale acquistare tra Creality Ender 3 e Anycubic Mega Pro (o altro stampante)?
Carsco ha risposto a El1 nella discussione La mia prima stampante 3D
Se hai scelto la Ender 3 V2 non hai da boxare nulla perche' non sentirai nulla a parte le ventole. Se e' la "vecchia" puoi sempre sostituire la scheda logica con la nuova per meno di 40 euro. -
Quale acquistare tra Creality Ender 3 e Anycubic Mega Pro (o altro stampante)?
Carsco ha risposto a El1 nella discussione La mia prima stampante 3D
Io ho cambiato il tubo l'altro ieri ma non lo cambiavo da MARZO e stampo ASA a 240° e ABS a 250°. E l'ho fatto solo perche' avevo smontato tutto per un altro motivo e lo avevo gia' sottomano. Il piatto l'ho livellato quando ho preso il PEI a MAGGIO e non lo tocco da allora. Oggi l'ho livellato perche' ho montato il sughero e ho dovuto smontarlo del tutto. L'ugello non l'ho mai intasato. Se l'ho fatto, forse i primi giorni per ignoranza nello stringere male il nozzle sul tubo. Una volta capito come fare (che poi e' scritto a chiare lettere sul manuale) non ho piu' intasato nulla da oltre 2 anni. Fra l'altro si era appurato che "l'utente le ossa se le è già fatte" e poi si tirano in ballo errori da pivello che credo nessuno utente maturo commette piu'. La Ender/Alfawise non portano a noie piu' delle stampanti cinesi in plastica. Se poi l'utente ha bisogno di qualcosa di piu' evoluto e' un altro discorso. -
Tappetino in sughero: differenze con e senza
Carsco ha risposto a Carsco nella discussione Hardware e componenti
Eventualmente le compariamo. -
Tappetino in sughero: differenze con e senza
Carsco ha pubblicato una discussione in Hardware e componenti
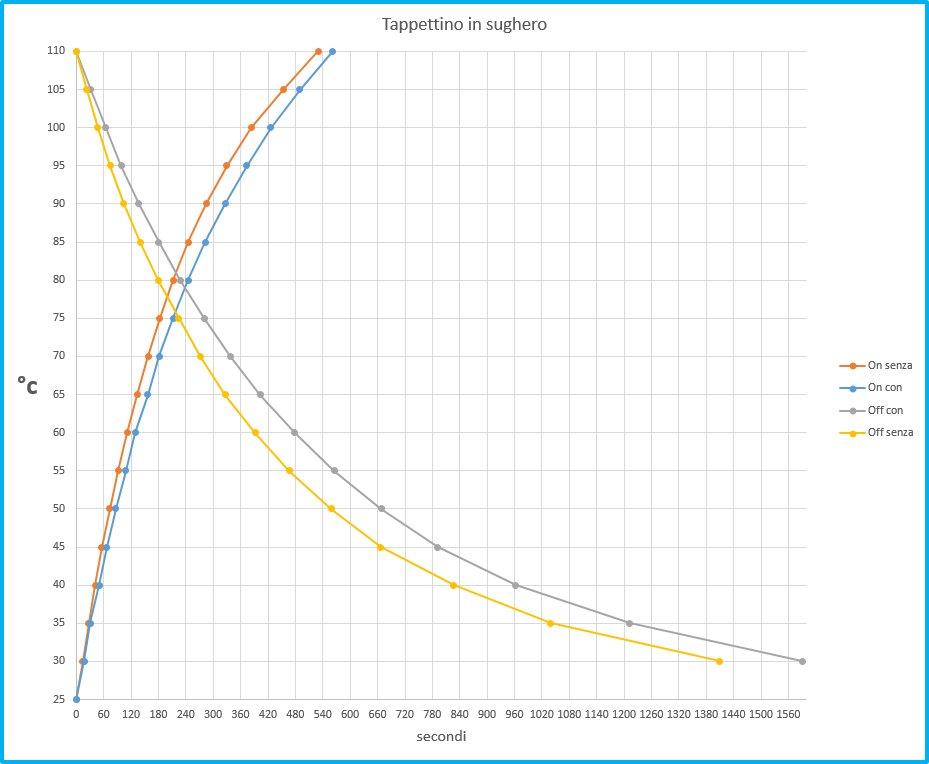
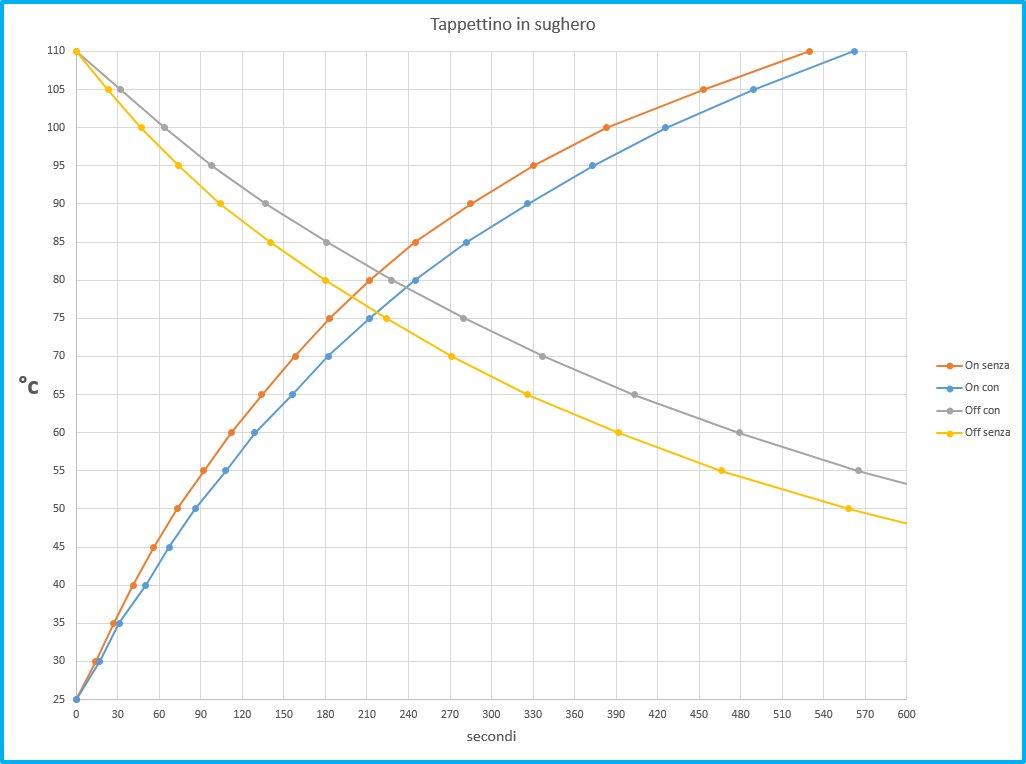
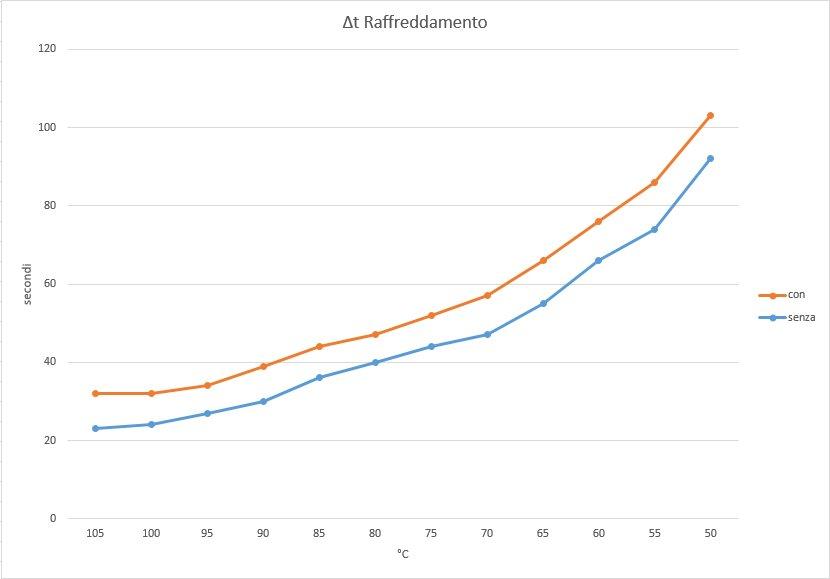
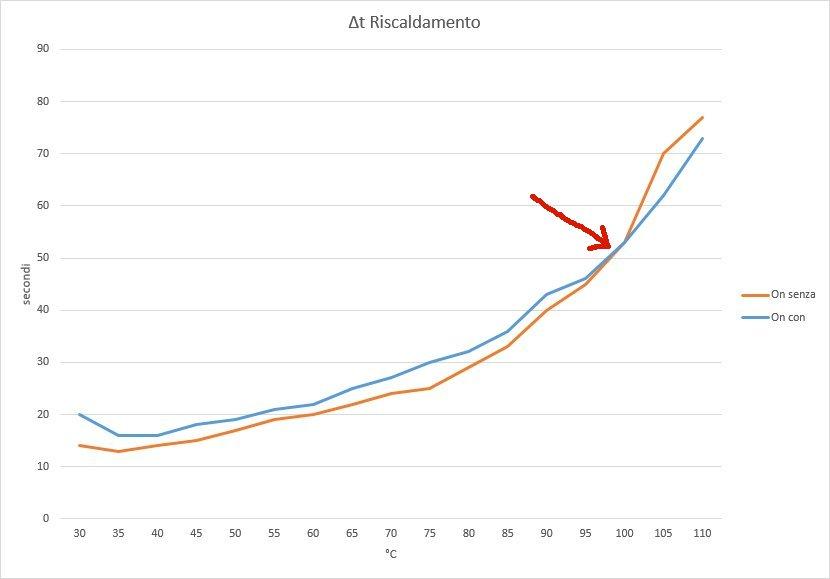
Ho comprato un tappetino isolante in sughero, il piu' economico di tutti, per la mia Ender 3 Pro (220x220mm). E' composto da solo sughero e con ottimo adesivo 3M da un lato. Niente buchi, ma e' stato meglio perche' ho delle modifiche al piatto e ho preferito sagomarlo da me. Volendo fare una tabella di comparazione prima/dopo, ho stabilito queste linee guida. Innalzamento di temperatura fino a 110°, standby per 5 minuti e poi raffreddamento fino a 25°. Tempi presi ogni 5 gradi di differenza. Temperatura ambiente 20°. Il risultato e' diverso da quello che gli utonti scrivono nelle loro recensioni ma e' conforme a quanto pensavo io: il tappetino non diminuisce i tempi di riscaldamento ma li aumenta perche' aumenta la massa da scaldare. Invece, l'effetto piu' interessante e' che rallenta la dispersione termica e quindi il raffreddamento. Praticamente aumenta l'isteresi della variazione di temperatura consentendo al piatto di lavorare nel suo range senza troppi sbalzi, un po' come fa la calza in silicone del nozzle. Inoltre, dati alla mano, tiene il piatto caldo piu' a lungo perche' minimizza la dispersione del calore verso il basso e lo sposta verso la parte alta dove effettivamente serve. Significa che il riscaldatore assorbira' meno energia (cioe' W/h) perche' stara' acceso per meno tempo (attenzione che non ho detto "meno corrente" ma "meno energia", ossia potenza nell'arco di tempo). L'effetto secondario molto piacevole (per me) e' che la parte inferiore del bed resta maneggiabile anche mentre il piatto si trova a 110°. A saperlo prima! Mi si era imbarcata la cassettiera che avevo stampato e messo sotto il piatto proprio da quando ho iniziato a stampare ASA con piatto oltre i 100°. Adesso, col sughero, tocco la superficie della cassettiera a pochi cm dal bed e non supera i 30°. Anche le coperture in PLA dei V-slot dell'asse Y mi si erano imbarcate terribilmente. Con questo sottotappetino non succedera' piu' perche' la temperatura in quel punto non superera' mai i 50° nemmeno in estate. Tutti i dati li ho inseriti in un foglio excell e ne ho estrapolato due grafici: riscaldamento e raffreddamento. Sono molto interessanti, a parer mio. Eccolo qui: Questa che segue e' la stessa analisi ma "tagliata" un pochino per zoomare di piu' sull'asse delle ascisse. Si nota anche come il gap fra le curve del raffreddamento sia piu' ampio di quello del riscaldamento, quindi dati alla mano il piatto resta spento per piu' tempo rispetto a prima. Tengo a precisare che sulla parte superiore del mio piatto riscaldato ho sia la base magnetica adesiva che il foglio di acciaio armonico rivestito col foglio in PEI. Aggiungo altri due grafici: rappresentano il "delta t" misurato ogni 5 gradi e comparato con e senza tappetino. In pratica, rappresentano il gap (in secondi) tra una temperatura e la precendente, misurato ogni 5 secondi. Si vedono benissimo altre cosucce: durante il riscaldalmento la variazione non e' costante. C'e' una sorta di inerzia all'inizio dovuta proprio alla massa superiore (il sughero). Arrivati a 100° diventa piu' preponderante la capacita' del sughero di conservare il calore, e quindi le cose si invertono e si passa piu' rapidamente da 100° a 110° rispetto al piatto senza sughero. Si vedono perfettamente le linee incrociarsi a 100°. Nel raffreddamento, invece, essendoci soltanto dispersione di calore e non entrando in gioco altro, ogni step e' sempre a favore del sughero che conserva sempre meglio il calore accumulato. Il gap e' sempre costante fra le due curve ma a favore del tappetino. Ho omesso i dati sotto i 50° perche' oltre a non essere utili rendono poco leggibile il grafico allungando inutilmente la scala delle ordinate. Spero sia utile a qualcuno.
-
Quale acquistare tra Creality Ender 3 e Anycubic Mega Pro (o altro stampante)?
Carsco ha risposto a El1 nella discussione La mia prima stampante 3D
Ho il sospetto che tu abbia gia' scelto. Il fatto e' che se vuoi una stampante che stampi bene appena uscita dalla scatola, di cui trovi tutti i ricambi e gli upgrade, su cui hai una assistenza via email tempestiva, su cui trovi intere enciclopedie su come risolvere eventuali problemi, di cui trovi centinaia di video su Youtube anche in Irtaliano e, soprattutto, che sia diffusa al punto che appena apri un thread su un forum quasi immediatamente ti rispondono, allora e' la Ender 3. Se vuoi qualcosa di piu', e' OVVIO che troverai pane per i tuoi denti, ma prima fatti le ossa seriamente su una immortale Fiat Uno 45 fire. -
Problema azzeramento del piano...sembra concavo
Carsco ha risposto a madfly75 nella discussione Problemi generici o di qualità di stampa
Io non ho mai avuto un BLtouch ma dalle informazioni che ho raccolto mi dicono che serva proprio per compensare alcuni decimi di dislivello senza impazzire. Ora, se non riesci a compensare lo spessore di UN foglio di carta, mi sa che c'e' qualcosa che non va. -
Il mio letto non RISCALDA!!
Carsco ha risposto a Luigi Di Matteo nella discussione La mia prima stampante 3D
Ovviamente si', ma non ti bastera' mai. -
Aggiungo: se in quella sessione modifico gli step/mm da menu, mi spara esattamente 100mm per tutta la sessione. Quindi escludo assolutamente un problema meccanico. Parliamo di passare da 93 a 97, mica cotica. Memorizzo 97, spengo, riaccendo: e mi stampa 5mm in piu'. La spaccherei.
-
Il mio letto non RISCALDA!!
Carsco ha risposto a Luigi Di Matteo nella discussione La mia prima stampante 3D
Dipende dai tuoi gusti, dalle tue competenze, da quel che vuoi fare/non fare, ci sono mille modi. Se hai solo il vetro e non vuoi spendere altro compra la lacca e gliela spruzzi sopra. Io non l'ho mai usata: ho sempre usato il piatto magnetico originale della Ender 3 Pro e adesso la lastra di acciaio armonico con il foglio di PEI sopra. Troverai 100 consigli tutti diversi, e ognuno sara' il migliore per chi lo usa. -
Spararmi 5mm di filamento in meno significa avere un diametro visivamente diverso, e non lo e'. L'estrusore e' quello originale e non slitta ne' perde passi ne' nulla. Nemmeno io ho "rogne" perche' e' la prima volta che lo misuro. E' la cosa che ho ignorato totalmente da quando stampo, e continuero' bellamente a farlo! 🙂