Carsco
-
Numero contenuti
1.466 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-
Ho iniziato da poco(issimo) a stampare in ABS e volevo provare la finitura ad acetone. Ho preso una stampa piatta e "liscia", l'ho legata ad uno spago e l'ho chiusa in sospensione in un barattolo con acetone per qualche minuto. Bene: prima che io vedessi qualche risultato sulla faccia superiore ha iniziato a WARPARE! Incredibile: WARPA! A questo punto credo sia inutile usare questo sistema per oggetti che gia' facciamo fatica a tenere diritti, no? Intendo delle parti che devono restare "piane", come le basi, i piedistalli etc. Poi ho fatto un'altra prova: l'ASA Se l'oggetto ha la parte inferiore in ASA e la superiore in ABS non warpa. L'ASA si rammollische (se ficchi l'unghia lasci il segno) ma non warpa. Esperienze personali?
-

problemi settaggio ASA
Carsco ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
Insisto: parti da un preset pulito. Magari qualche impostazione e' stata inserita per errore. Non e' qualcosa di logico perche' il pezzo e' totalmente amorfo. Cmq il video e le foto dove sono? Allegali qui o li metti su youtube. -
Esperienze di unione di filamenti diversi?
Carsco ha risposto a Carsco nella discussione Materiali di stampa
Aggiornamento. ABS su PLA: no buono. ABS su PETG: no buono. ABS su ASA: perfetto. D'altronde essendo sempre stirene, era quasi scontato. -
cercasi "cavia" per prova stampa
Carsco ha risposto a Marco-67 nella discussione Nuove idee e progetti
Ho una scarsa immaginazione... Se l'avessi, avrei scelto un'altra carriera 🙂 -
cercasi "cavia" per prova stampa
Carsco ha risposto a Marco-67 nella discussione Nuove idee e progetti
Cosi' come si fanno i rompicapo di legno o di plastica che vanno di moda oggi. Una volta c'era il pezzo master, ora usano i magneti o altri trucchi, come quello "a gravita'". Fatti un giretto e vedi cosa ti conviene. Senza sapere come e' fatta la struttura e' difficile consigliarti. -
La colpa e' solo vostra. Tua in particolare. Ps: l'aggeggio che ho disegnato e che blocca il tubo fa egregiamente la differenza. Niente piu "intasamenti", niente piu' problemi a passare da ASA/PLA/ABS e viceversa, niente piu' rogne con le retrazioni... Ma l'idea in fondo me l'hai data tu.
-
problemi settaggio ASA
Carsco ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
L'odore dello stirene e' quello dell'ABS, ed e' inconfondibile con quello del PLA che sa di buste della spesa. Per i valori, secondo me corri troppo, ma non sara' questo il problema. Il cubo vuoto lo stampa piano perche' e' tutto una parete esterna quindi va a 30mm. Vuoi tagliare la testa al topo? Rifai il cubo solido con 30mm/sec per ogni cosa. Quindi togli 60-48... e metti 30mm/sec. Vedi cosa esce. Sarebbe bello, pero', che tu facessi le foto MENTRE stampa e non a prodotto finito, senno' non si capira' mai dove sta il problema. Fai vedere piu' roba possibile. -
problemi settaggio ASA
Carsco ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
Che possibilita' c'e' che quello non sia ASA ma semplice PLA? Se lo sciogli con l'accendino riesci a capire dall'odore? -
Signori vi presento, con non poco orgoglio...
Carsco ha risposto a Killrob nella discussione La mia stampante 3D e il mio laboratorio
Acciderboli! -
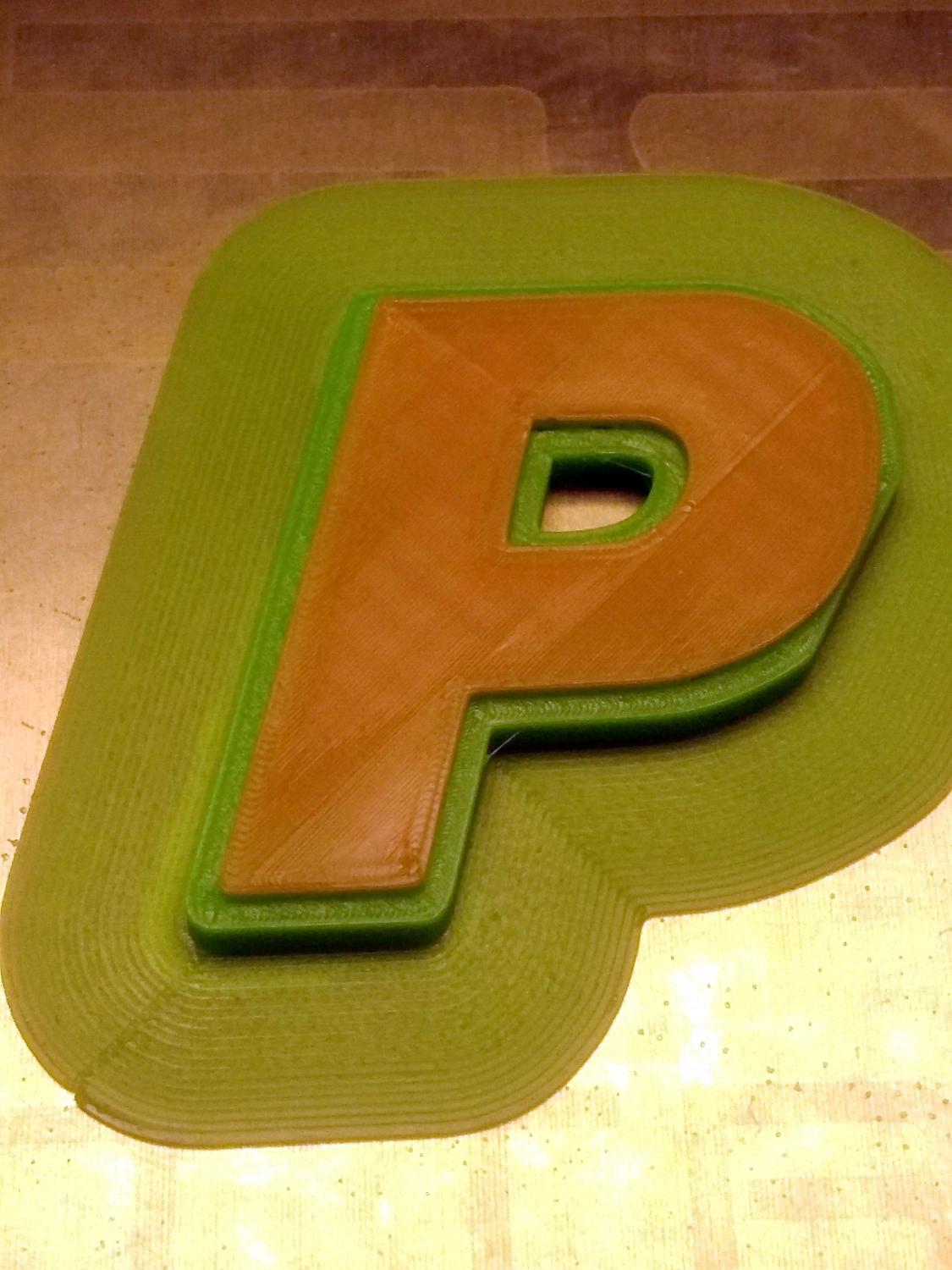
Se non facciamo caso ai colori, in quanto prova, direi che abbiamo proprio spremuto la Ender oltre i limiti, considerando che e' tutto di serie. Non ho nemmeno montato la gola all-metal.

-
problemi settaggio ASA
Carsco ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
Una larghezza linea molto alta potrebbe spiegare tutto cio', ma vai a capi'. -
problemi settaggio ASA
Carsco ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
Perche' non provi, per esempio, a partire da un profilo pulito e pian piano arriviamo al bandolo della matassa? Scegli il piu' fesso dei profili standard e imposta solo la temperatura del piatto a 100° e del filamento a 240°. Tutto il resto standard.
-
cercasi "cavia" per prova stampa
Carsco ha risposto a Marco-67 nella discussione Nuove idee e progetti
Questo e' il modo piu' facile, ma non il modo in cui va fatto. 🙂 In realta' per fare l'incastro devi farne uno diverso dall'altro, quindi uno conico e uno cilindrico. Ma per giocare (e noi giochiamo) dovrebbe andare bene. -
cercasi "cavia" per prova stampa
Carsco ha risposto a Marco-67 nella discussione Nuove idee e progetti
Potresti fare una "dima" conica da passare su tutti gli incastri, sottraendola al solido. -
cercasi "cavia" per prova stampa
Carsco ha risposto a Marco-67 nella discussione Nuove idee e progetti
Il problema e' che quello che disegni non e' quello che poi ti viene fuori in stampa. Il problema dei "fori stampati" ormai credo sia chiaro a tutti: e' come quando vai al brico a tagliare una tavoletta senza specificare quale sia la tavoletta che ti serve, se la destra o la sinistra. Io ormai faccio incastri a scorrimento che rasentano l'assurdo ma sono sicuro che se li stampa qualcun altro non verranno come a me perche' ho corretto le dimensioni in funzione del mio risultato. Ovviamente l'ho fatto perche' e' una cosa che stampero' io, non devo diffonderla. Se hai intenzione di fare una cosa per il pubblico, fidati, lascia mezzo decimo e passa a soluzioni coniche. Se questa Morte Nera la fai con incastri conici vedrai che restera' su senza nemmeno la colla. -
cercasi "cavia" per prova stampa
Carsco ha risposto a Marco-67 nella discussione Nuove idee e progetti
Per esperienza personale di incastri, a meno che non siano espressamente calibrati sulla TUA stampante, lo spazio da lasciare e' quello dell'ugello del nozzle + 10%. Nel caso di nozzle a 0.4, diciamo che 0.5 e' buono. Semmai puoi fare le "teste" dei pezzi con forma leggermente (ma poco!) conica, in modo che entrando in sede si incastrino "a interferenza". Capisco anche che il taglio dei pezzi potrebbe essere un bel lavoro in fase di progetto. Io farei una testa cilindrica e una conica. -
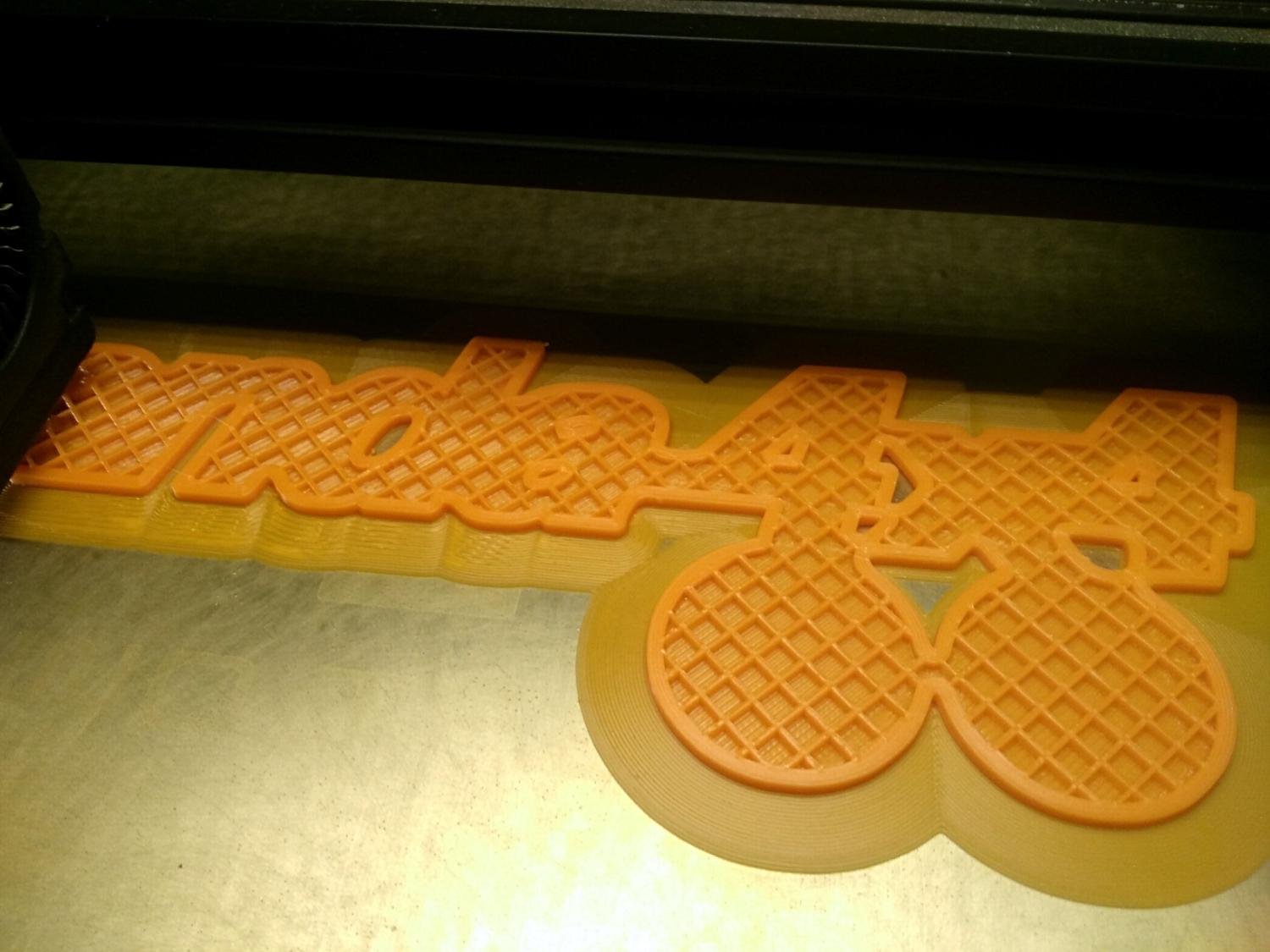
Prova definitiva. 110 primo layer lentissimo, 100 i successivi. Perfetto, non si e' sollevato nemmeno il brim, pur avendo impostato 0.1 di offset. Il pezzo e' largo 204mm, 220mm con il brim. Le tensioni sono cosi' forti che, vi giuro, sento rompere legamenti qui e la'. Ogni tanto "crik" "crack"... ma rimane tutto saldato al piano. Cose da pazzi.
-
problemi settaggio ASA
Carsco ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
Potresti postare la modalita' in cui hai fatto questo "test"? La vera domanda e' "perche' non ti sei fermato subito!" 🙂 prima che prenda vita e ti mangi. Sicuro hai inserito il diametro giusto del nozzle nel programma? Un cubetto 10x10 lo riesci a stampare bene? -
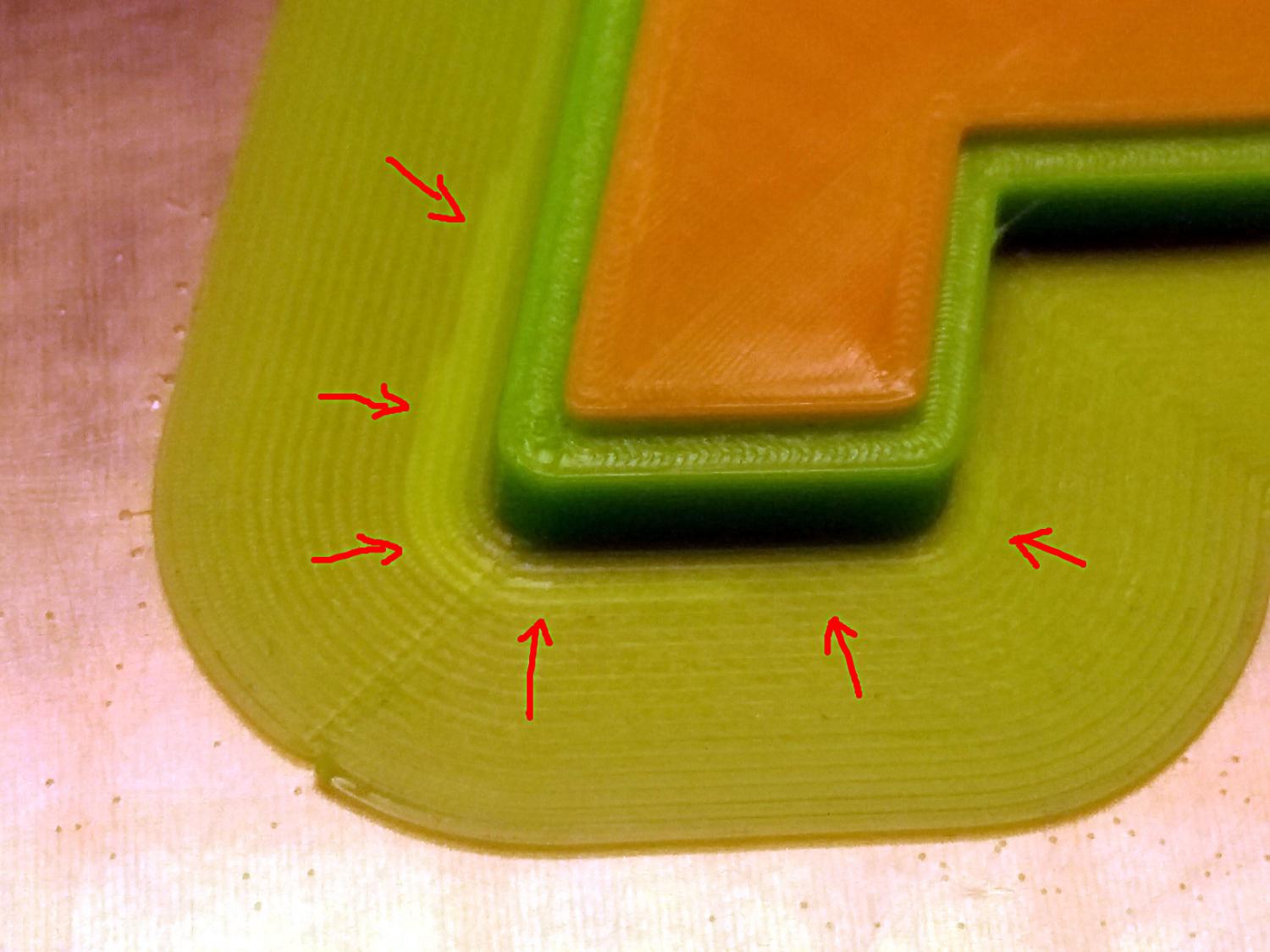
Ecco qui: forse ci siamo. Con lo z-offset il piede e' scomparso, pur salendo di altri 10° fino a 100°. Avevi ragione sul bed. Grazie. C'e' solo un minimerrimo tentativo di sollevamento solo in un punto ma il brim ha fatto il suo lavoro tenendo il pezzo giu'. Quel che mi serve e' che il piede sia praticamente scomparso. Noto anche che il piatto adesso e' a 60° e il pezzo e' ancora sul piatto, ben adeso, senza che ne risenta. Secondo me posso azzardare un 110° primo layer e un 90° dal decimo in poi. Faccio notare che sebbene la stampante sia "incastonata" nella scrivania (che e' chiusa sul fondo) ho tenuto porta e finestra aperte anche se qui ci sono ancora 20° fuori casa. Anzi, proprio all'ultimo, sul cambio colore, mi sono accorto che avevo la ventola con l'impostazione dell'ASA, accesa al 40%! 😂 Il 40% (102 nel menu Marlin) e' il minimo sindacale per farla partire da ferma. Quindi di reggere regge.
-
Sto riprovando con uno z-offset di 0.1, tanto per gradire. Vediamo se il piede migliora. E' roba di poco conto, non sono pezzi "meccanici" e quindi poco mi frega. Ma che vada c'e' la funzione di compensazione su Cura, ma vorrei usarla come ultima spiaggia. Per il warp ho alzato a 100° e sembra che gradisca: non si sta alzando dal vertice. Per carita', nemmeno prima si era "sollevato", proprio perche' c'era un leggero brim, ma adesso sembra meglio. Anche l'unione di due colori ha avuto esisto piu' che positivo. Diciamo che questi sample hanno fatto il loro mestiere e ora posso riempire l'armadio pure di ABS 🤣 In un altro thread avevo chiesto il tuo aiuto per quanto riguarda un problema con GCODE per la pausa di cambio filamento. Quando hai tempo (non mi urge) puoi darci un'occhiata per favore? Sarebbe la ciliegina sulla torta. Grazie.
-
Edit: col brim di 8mm a 90° e' rimasto giu'. Si solleva un pizzico nei vertici del pezzo ma rimane fisicamente ancorato nel brim. Pero', proprio per i 90°, e' comparso il "piede di elefante". Il filamento alla base rimane "pastoso" e si spanza su se stesso. Non e' un problemone, ma credo sia inevitabile col bed caldo. L'adesione interlayer e' buona: il cutter, come dicevo, entra con forza ma la delaminazione non prosegue se non continuo a premere. Diciamo che siamo sulla buona strada. Grazie ancora.
-
Intanto ho alzato a 250°: adesso va decisamente meglio. Solo con un cutter super affilato riesco ad infilarmi tra layer e layer, ma gli strati non continuano a separarsi se non insisto io. Ora veniamo al discorso warp: si', e' decisamente peggio di ASA. Aggiungo un po' di brim, poi alzero' il piatto a 100.
-
Cambio filamento e resume
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
@Whitedavil, il gcode e' piu' su, per lo meno quello che inserisco prima di iniziare un nuovo layer. Comunque te lo posto qui per intero: CE3_Cubo.gcode M600 e' all'inizio del layer 4. @Whitedavil, puoi aiutarmi anche qui, per favore? Vorrei capire qual e' l'errore che fa ritrarre il filamento prima di ritornare a stampare. -
Si', ho il foglio di PEI e la lastra di acciaio. Allora devo salire ancora? Sto provando varie soluzioni per capire se la temperatura di estrusione sia sufficiente per avere una buona coesione fra gli strati. Ho stampato un piedistallo di 10x10mm con sopra un cilindro di raggio 2mm (diam. 4mm) cercando poi di spezzarlo con una pinza a fine stampa. Non ho metro di paragone, ma prima diventa piu' chiaro (lo sapevo, e' ABS) e poi si spezza dopo essersi un po' deformato plasticamente. E' abbastanza o potrebbe essere ancora piu' resistente? Diciamo che e' molto simile a quello che ottengo con l'ASA.
-
Avevo gia' preso la prima soluzione. Sono 500 grammi precisi, quindi tutto sommato e' la migliore campionatura che uno possa trovare. 34,8 euro/kg Come volevasi dimostrare,visto che si tratta di campionatura, le recensioni erano fatte da persone che non avevano mai stampato ABS. La resa e' abbastanza buona: il filamento e' abbastanza fluido gia' 230° ma lo sto stampando a 245°. Adesso vorrei "allargare un po' gli orizzonti" stampando qualcosa di piu' grande con relativi problemi di adesione. A quanto lo metto il piatto? Come l'ASA? 80-85°?