Carsco
-
Numero contenuti
1.466 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-

Stiratura problema random
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Volevo solo dire che ho "risolto": bastava solo abbassare la temperatura durante la stiratura. Nel mio caso, tra 170 e 180°. La situazione varia da filamento a filamento e bisogna provare. -
Cura e unione di pareti verticali
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Beh, evidentemente e' diverso 🙂 -
Cura e unione di pareti verticali
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Andrea, fa schifo. E' da rifare. Era una prova per vedere la superficie e il cambio di colori. Funziona tutto. Ora lo ristampo con un po' di bordo sotto le lettere, qualche strato inferiore in piu' (era una prova) e poi vediamo cosa esce fuori. Questo grigio e' bello ma e' maledetto. -
Cura e unione di pareti verticali
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
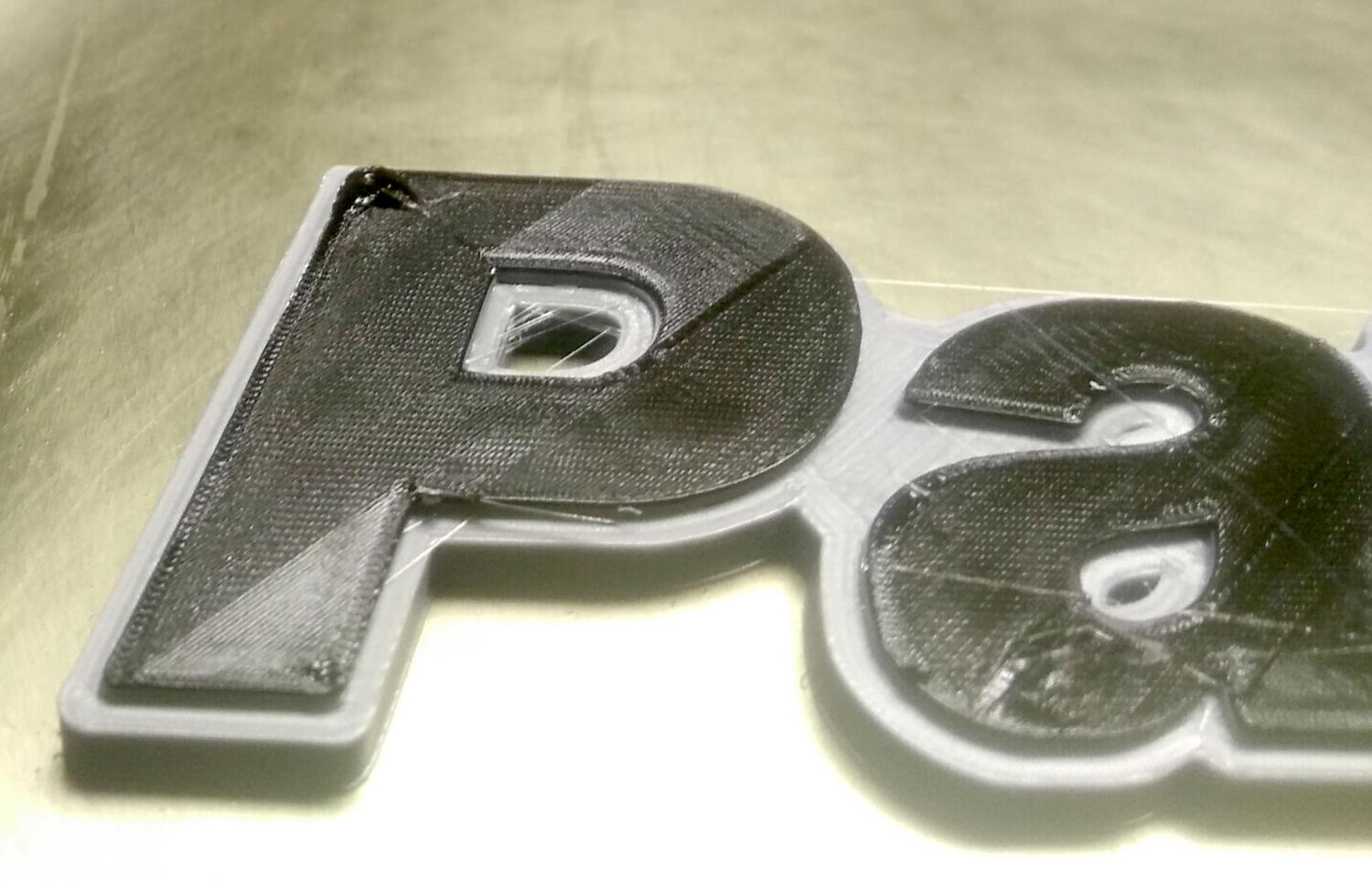
Provero' quanto prima. Comunque ecco il difetto stampato: Lo notate nella parte grigia, specialmente fra la "a" e il "4". Complice anche un errato settaggio per lo stiramento del grigio, che e' diverso dal nero con cui avevo avuto un altro problema. Ristampero' tutto con le tue modifiche e stando piu' attento alla stiratura. Il pezzo comunque e' liscio, sebbene sembri non esserlo. Una passata di trasparente opaco mettera' tutto a posto. Qui si vede meglio, fra lettere e fondo.
-
Cura e unione di pareti verticali
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Perche' il top layer adesso "entra" sotto il solido superiore senza motivo per svariati mm. Basterebbe che lo facesse per 2 linee (0.8mm o 0.88m), per esempio. Addirittura anche per una linea soltanto. Cosi' e' solo uno spreco di tempo e materiale. -
Cura e stampa multicolore con un solo estrusore
Carsco ha pubblicato una discussione in Software di slicing, firmware e GCode
Avendo un solo estrusore sarebbe possibile impostare Cura per stampare una parte del layer con un filamento e la rimanente con un altro, previo comando M600? Praticamente qualcosa con cui poter discernere le 2 superfici del singolo layer. Oppure, come si fa quando si hanno due estrusori veri, importare due STL e fonderli per poi cambiare filamento quando e' necessario. Ho visto che c'e' la modifica al file di importazione in Cura per creare una Ender 3 con 2 estrusori, ma poi gli estrusori ci devono essere veramente e non posso far finta che sia lo stesso. O no? E' chiaro che questa rogna non la consiglio al mio peggior nemico, ma la vedo come un modo di stampare un particolare alto 2-3 layer, non di piu'. Esperienze? Attualmente per stampare su 3 colori 3 superfici le ho sfalsate di un layer, stampando il piu' piccolo per ultimo. -
Cura e unione di pareti verticali
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Beh, certo. Pero' esagera con i bordi e il risultato dipende da quante pareti ci sono. Cmq andrebbe bene in casi estremi. -
Cambio filamento e resume
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Beh, ni 🙂 Dovrebbe resettare la posizione dell'estrusore? Provero'. Grazie. -
Cura e unione di pareti verticali
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Non si capisce a che layer appartiene la prima foto. Il 16? Comunque mettere a 0 la larghezza rimozione rivestimento non so se sia una buona idea, anche se risolve pienamente. Ho alzato di 1mm la "d" piccola per una prova (perche' con 4 top e bottom layer non si capisce granche') e questo e' l'STL: test1.stl E questo e' il risultato: 56.mp4 Fa ben 4 strati tutto intorno alle pareti e per parecchi mm. Non ho ancora capito "0mm" a cosa e' riferito. Sono abbastanza sicuro che questo e' un workaround per ma non e' la soluzione del problema perche' funziona, ma avra' sicuramente altre conseguenze che adesso non colgo. E' un buon punto di partenza. -
Cambio filamento e resume
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Ho cercato di adattare la cosa alle mie esigenze, e invece di un M600 e basta ho scritto questo: G91 ; coordinate relative G1 Z10 ; alza di 10mm G90 ; coordinate assolute G1 X0 Y0 F1000 ; sposta carrello G91 ; coordinate relative G1 F500 E20 ; Estrudi 20 M600 ; cambio filo G1 Z-10 ; abbassa di 10mm G90 ; coordinate assolute Funziona tutto, il grumo non si forma, pero' dopo M600 non ho capito perche' effettua una retrazione di 20 prima di tornare a stampare. Ovviamente manca il filamento all'inizio della ripresa e non e' in pressione. E' come se si ricordasse dov'era E prima di fermarsi e lo riporta indietro di 20. Eppure il comando e' dato dentro "coordinate relative"... Non capisco. Naturalmente se lascio solo M600 funziona perfettamente. Magari anche @Killrob potrebbe darmi una mano. -
Cura e unione di pareti verticali
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Provato adesso, non sortisce effetto. Prova a fare lo slice di tutti gli streti a 0.2mm. Guarda il 16mo layer: solo 3 pareti vuote dentro. Prova poi a usare 0.3 come primo strato e guarda il 16mo layer: 3 pareti con top layer. -
Cura e unione di pareti verticali
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Posso postartene un pezzetto. test1.stl La separazione la vedi nell'asta della "d", nella parte sinistra. E in altri punti. -
Cura e unione di pareti verticali
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
E' verissimo quello che dici, cioe' che ogni pezzo vuole una regolazione a se'. Pero' questa cosa del solco secondo me e' proprio un difetto di approssimazione di Cura. Il settaggio di cui parli non dovrebbe essere variato manualmente essendo dipendente dalla larghezza della linea. Infatti 1.32 e' il triplo di 0.44, ossia la mia larghezza della linea di parete. Diminuendolo appaiono pezzi di top layer qui e la' e "risolvono" il difetto, ma non il problema. Nel senso che ci sara' sicuramente un'altra opzione piu' adatta di questa, indipendente dal numero di pareti, dalla larghezza della linea e altro. E' come quella per riempire con le "mezze linee" i top layer negli angoli piu' stretti: mica ti chiede quante pareti usi o che larghezza di linea usi. Lo fa e basta. Quindi secondo me non ci siamo e l'opzione e' un'altra. Aggiungo che il problema dello stiramento l'ho risolto ed era di filamento: ho abbassato la temperatura di stiramento di 10 gradi e ora non si formano piu' le bolle, presumibilmente formate per accumulo di calore proprio nei vertici e negli angoli stretti. -
Cura e unione di pareti verticali
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Trovata, ma non capisco perche' viene espressa in mm. Sicuro dipende da altro, ma io cerco una soluzione definitiva, non una che deve essere adattata volta per volta. Ad esempio sono sicuro che se la lettera superiore fosse stata piu' piccola (piu' stretta) il valore sarebbe dovuto essere diverso. Allego video: 50 -1.mp4 -
Cura e unione di pareti verticali
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
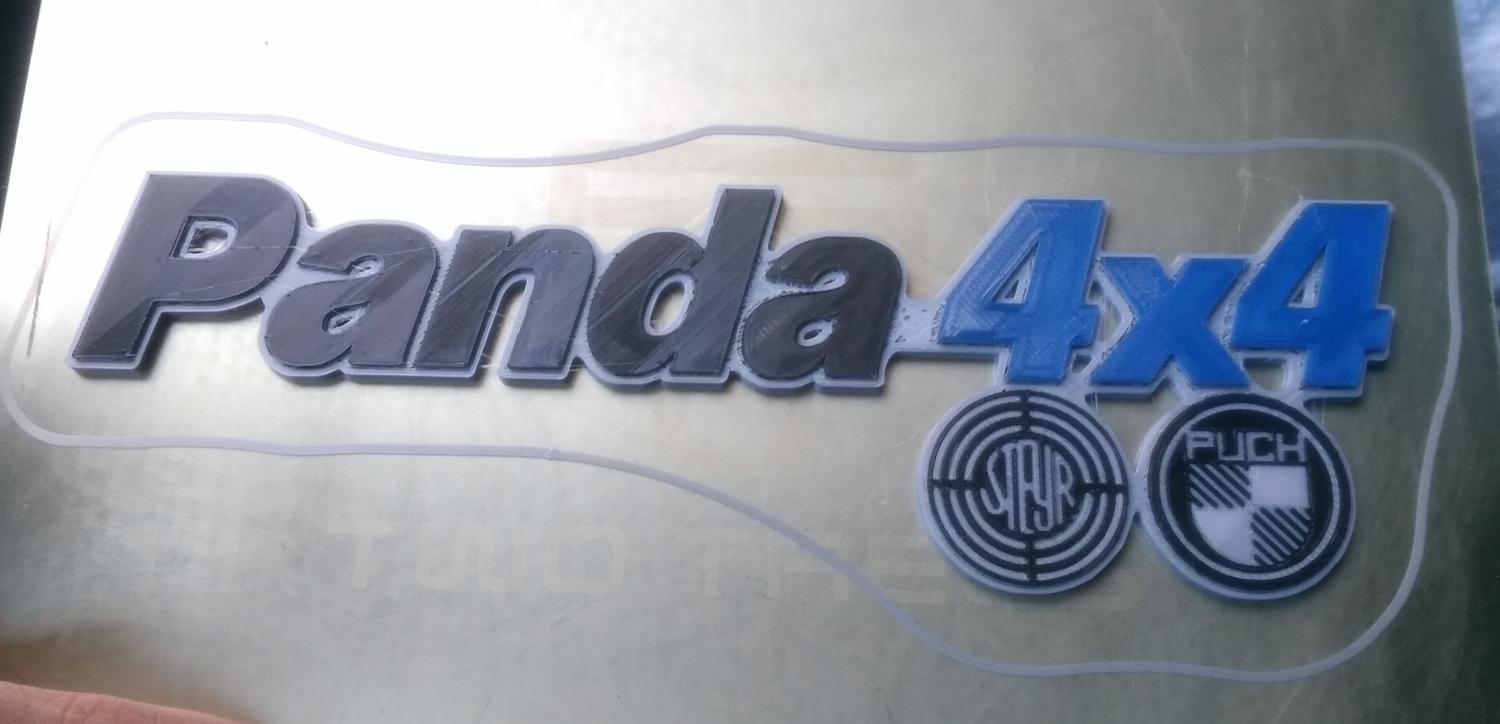
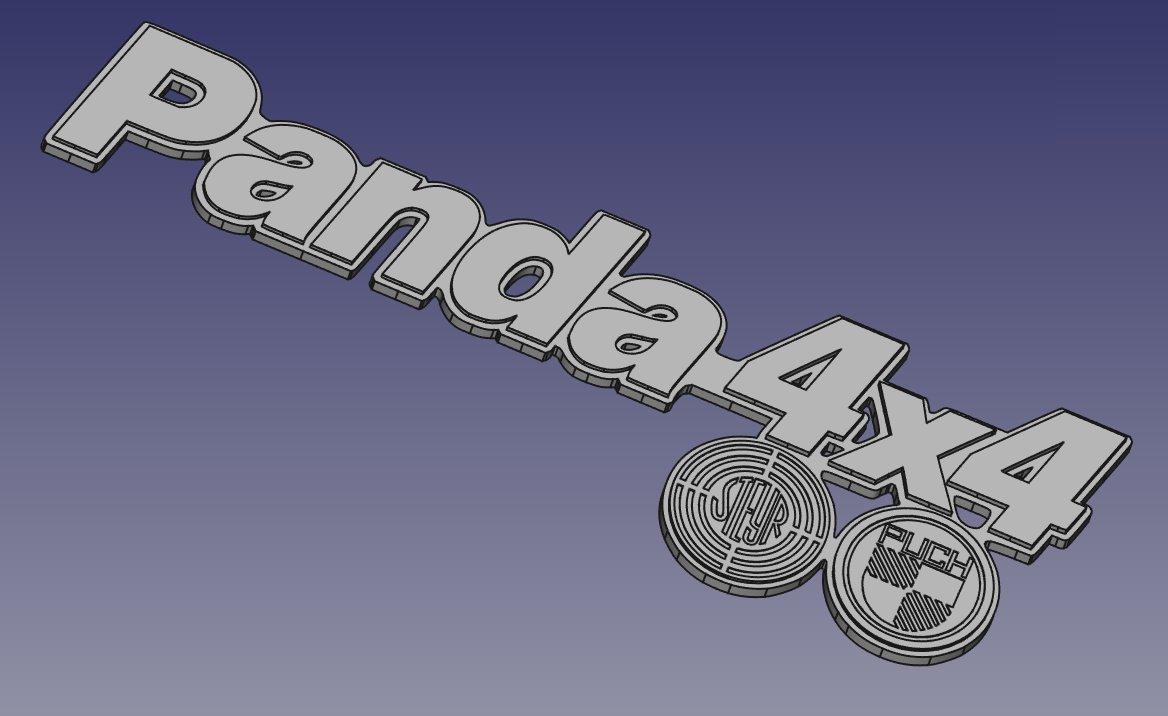
Eh, per questo ho chiesto 🙂 Grazie ugualmente. Mostro il lavoro che sto ultimando per la Panda di mio papa', classe 1990 (la Panda, non lui!). Tutto fatto da zero, caratteri compresi. Sara' su 3 colori (grigio la base, nera la scritta Panda e i logo, blu il 4x4).Il primo l'ho stampato ieri ma la stiratura mi ha lasciato deluso rovinando tutto.
-
Cura e unione di pareti verticali
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Questo e' un workaround che non risolve il problema in generale, ma solo questa volta. Infatti con 4 pareti si arriva alla parte superiore del solido e quindi la cosa si sistema Esatto: un top layer strettissimo ma lo deve fare. Inferiore alla riga minima ma lo deve fare! Quindi se ci fossero 3 decimi mi lascerebbe 3 decimi di buco perche' uso un nozzle da 0.4 e larghezza riga di 0.44? Scherziamo? 🙂 Il problema sara' un settaggio che mi sfugge. Ma quale? 38 -1.mp4 -
Cambio filamento e resume
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Edit: misurato un po' le cose. Estrae esattamente 10cm di filamento e dopo circa 30secondi, se non si fa nulla, spegne il nozzle. In questo caso alla prima pressione si riaccende il riscaldatore e si torna in attesa di una nuova pressione prima di reinserire. Se il nozzle e' a temperatura, premendo il tasto viene fatto l'inserimento: pensavo fossero sempre 10cm ma sono di piu'. Non ho pensato a questa eventualita' e avevo messo il segno su 10cm. Sono poco di piu' cm, 12 o 15. Se non basta, ogni successiva pressione l'avanzamento e' di 5cm. -
Cambio filamento e resume
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Ecco la mia esperienza. Intanto sulla Ender non c'e' traccia del menu di cui parli, ossia della configurazione. Quando la Ender trova M600 va in pausa, mette la testina a 0,0, ritrae circa 10cm di filamento (non so effettivamente quanto) e mostra un menu in cui si chiede di cambiare il filamento (a questo punto sbloccando manualmente la leva dell'estrusore e tirando a mano il rimanente filo), inserire il nuovo e poi premere un tasto per il caricamento. Naturalmente la stampante inserira' gli stessi 10cm di filo e si fermera' chiedendo se estruderne ancora oppure resumare la stampa. In tutto questo sul display viene mostrata la temperatura del nozzle che nel frattempo non e' mai scesa, quindi rimane acceso. Magari c'e' un timeout, non saprei, perche' non so spiegarmi il motivo dell'indicazione della tempratura. Confermo che aggiungendo X e Y a M600 si puo' far fermare la testina dove si vuole. A questo punto mi pare sia logico che, sebbene "castrata", l'opzione mi vada bene. Grazie ancora. -
Cura e unione di pareti verticali
Carsco ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ogni tanto ho questo strano problema. Ne ho sentito parlare in una discussione ma mi sono perso il thread. Ho delle pareti verticali sbalzate, come per esempio un cubo piccolo su un cubo piu' grande. Le pareti verticali vengono stampate con un certo gap fra di loro, lasciando (sia in anteprima che sul pezzo stampato) un vistoso vuoto che e' meccanicamente poco affidabile, e forse e' la causa dei problemi dello stiramento di cui parlo qui https://www.stampa3d-forum.it/forum/topic/12356-stiratura-problema-random/ Credo che lo stiramento alzi la temperatura degli strati al punto che vengono sollevati e tirati via proprio nel punto piu' debole, cioe' gli angoli. Se aumento il numero di strati superiori, naturalmente, il problema non si pone perche' verranno fatti tanti strati fino a raggiungere il tetto del cubo inferiore. Se aumento la larghezza della linea fino a 0.6 naturalmete si "risolve", ma me misure vanno a quel paese perche' il nozzle lavora troppo schiacciato. Tempo fa avevo letto qualcosa a proposito, ma proprio non saprei ritrovare il thread. Qualcuno mi aiuta? Grazie. Allego un video del pezzo che sto tentando di stampare senza successo. capture25anim.mp4 -
Cambio filamento e resume
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Ma se il nozzle si spegne come fa a caricare il filamento appena si preme il tasto? Passano almeno 30 secondi da quando tolgo una rulla a quando posiziono l'altra, e devo averla gia' pronta. In 30 secondi la temperatura scende di 20 gradi... Oppure appena si preme il tasto inizia a riscaldare e dopo inserisce? Intendevo di quanto ritrae il filamento. Cioe' dove e' scritto quanto e' il bowden? Se e' nel firmware non posso cambiarlo. Cmq si', provero'. -
Cambio filamento e resume
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Provare provero' sicuro, ma spiegami un po' come funziona: la macchina incontra M600 e che fa? Indietreggia improvisamente di quanto? Dove si decide? E nel frattempo nozzle e bed rimangono attivi? -
Cambio filamento e resume
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Capisco, ma tu parli di Marlin in generale e la Ender e' una versione castratissima e (per ora) non ho voglia di mettere le mani sul firmware. Mi accontento di mettere in pausa da menu, riaccendere nozzle e bed, disabilitare gli stepper e lavorare con calma. Alla fine spengo e riaccendo e riparte tranquilla. Pazienza. Grazie comunque. -
Stiratura problema random
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Eh si' -
Stiratura problema random
Carsco ha pubblicato una discussione in Problemi generici o di qualità di stampa
Qualcuno sa dirmi perche' ottengo questo risultato sulla stiratura, ogni tanto, in maniera apparentemente random? L'altro giorno, stesso filamento nero, stesse impostazioni e su un pezzo molto piu' grande, e' venuto perfetto. Oggi, che mi interessava davvero la qualita', l'obbrobrio. Tengo a precisare che gli strati superiori sono ben 4 e che il riempimento sottostante non e' tanto ma nemmno poco: 20%. Gli strati superiori sono divisi in due grigi e due neri, stessa marca di filamento. In un altro punto, secondo me piu' difficile, e' venuto (relativamente) perfetto. Parliamo sempre di un disegno largo quanto il nozzle. L'unico dubbio che ho e' che il riempimento forse e' troppo poco, ma non sono convinto. Parliamo di quadrati di appena 5mm di lato. Questa e' la stampa fatta l'altro giorno con lo stesso filamento nero, le stesse impostazioni identiche (4 strati superiori e 20% riemp.). Non e' bellissimissimo, ma e' gradevole. Sempre meglio dei blob assurdi che ora dovro' togliere in qualche modo.
-
Cambio filamento e resume
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Perche' vorrei farlo a mano. Molto spesso si forma una specie di grumo che non passa dal connettore pneumatico. Devo prima estrudere 1-2cm di filo e poi ritrarre subito dopo. Questo non credo che avvenga con M600 a parte che, ovunque legga, non e' abilitato su Ender nemmeno sulle nuove schede silenziose. Vale anche per quando devo spurgare l'ugello. Purtroppo ho bisogno che gia' il primo mm sia stampato col nuovo filamento. M18 e M84 sono uguali. Purtroppo se specifico solo E non succede nulla e tutti i motori restano alimentati. Se specifico Z E non succede niente. Se specifico Y E spegne X Y E ma non Z. In tutti i casi, spegnendosi anche X, fa il "saltino" e perdo i passi quindi non va bene. Cmq voglio provare: dove inserisco M600? E come funziona? Estrae tutto il filamento da solo? E poi chi lo rimette in pressione? A mano? Se non lo faccio mi perdo almeno 2-3 cm di stampa.