Carsco
-
Numero contenuti
1.466 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-

Come posso evitare lo stringing con il petg?
Carsco ha risposto a Goku nella discussione Materiali di stampa
Non ho termini di paragone, ma credo che il nylon sia superiore. -
filettatura bottiglie plastica
Carsco ha risposto a Lobo nella discussione Problemi generici o di qualità di stampa
Se sai come funziona una filettatura fai prima a misurare e fartela da te. Io ho fatto cosi' con i tappi di molti vasetti. -
Come posso evitare lo stringing con il petg?
Carsco ha risposto a Goku nella discussione Materiali di stampa
Beh, fa meno puzza ma comunque non e' salutare starci vicino per troppo tempo in stanza chiusa, come gia' hanno detto. Di buono pero' c'e' che puoi stampare a finestre aperte e con ventilatori che non ti fanno respirare la stessa aria. Certo, basta che non gli butti il ventilatore addosso! 🙂 -
Filamento incastrato nell'hotend e otturazione ugello
Carsco ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Piu' lungo? Basta spingerlo di piu' e usare ottimi connettori, come quelli che consiglia @Killrob. A volte sono i connettori che permettono al tubo di arretrare durante la retrazione, specialmente quando il tubo si e' gia' deformato per le temperature eccessive. -
Come posso evitare lo stringing con il petg?
Carsco ha risposto a Goku nella discussione Materiali di stampa
Anche io prima usavo parametri simili se non ancora piu' bassi, ma vanno bene per pezzi bassi. Poi ho visto che piu' salivo di Z piu' era facile l'imbarcamento. A questo punto ho tagliato la testa al topo e dopo essere arrivati a 100-110 (temperatura di rammollimento dell'ASA, provato) non ho mai piu' avuto problemi. E' chiaro che per cose come ingranaggi e roba sottile vadano bene anche 75-80-85°. Provato. Pero' costa 35 euro contro i 19 di quello che ho preso io 🙂 DEVE essere buono 🙂 -
Filamento incastrato nell'hotend e otturazione ugello
Carsco ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Secondo me il grumo puo' essere dovuto solo a due cose: 1) spazio fra tubo (o gola, se all metal) e nozzle 2) tubo deformato nella parte a contatto col nozzle -
Come posso evitare lo stringing con il petg?
Carsco ha risposto a Goku nella discussione Materiali di stampa
@Goku prova l'ASA: zero stringing e resistenza maggiore del PETG, soprattutto al calore. Devi pero' prendere degli accorgimenti come una buona base che regga 100-110° e un gruppo di stampa particolarmente pulito e affidabile. Ho usato l'ASA "TECHNOLOGYOUTLET" a 20E/kg ma e' andato esaurito in questi giorni e forse non tornera' mai piu' disponibile su Amazon. -
Come posso evitare lo stringing con il petg?
Carsco ha risposto a Goku nella discussione Materiali di stampa
Confermo: ottengo stampe piu' belle con l'ASA senza ventola che col PLA 🙂 Ultimamente ho il ventilatore da soffitto acceso h24, la stanza con porta e finestra aperti (quindi corrente d'aria) e non ho mai avuto un problema di quelli menzionati da chi usa ABS ed e' costretto a usare camere chiuse e/o porte e finestre sigillate. -
Da quello che vedo dal video, non e' uguale al mio piano magnetico. Sembra piu' uguale a quello che ho comprato su Amazon e poi ho rispedito indietro: troppo liscio, troppo sottile e delicato. A questo punto comincio a credere che venga fornito solo con la Ender 3 Pro. Io col mio magnetico ho (avevo: l'ho messo da parte) adesione relativamente buona con tutto, fino all'ASA con 110°. Magari ci sono problemi di giuventu' sulla posa del primo strato che, lo sappiamo tutti, e' quello piu' importante. A tal proposito avevo fatto un STL per la taratura precisa con tanto di commento: vediamo se lo ritrovo. Io invece passerei al foglio di acciaio col PEI, cosi' come qui mi e' stato consigliato: non si deve nemmeno stendere il foglio magnetico visto che quello originale Creality va benissimo. Col PLA e PET mi trovavo meglio con l'originale magnetico (della Ender 3 PRO), ma con l'ASA devo ammettere che va benissimo. Serve solo un filo di BRIM (4-5mm) e niente altro. ------------- EDIT: Ho trovato il post ma il frontend del forum non me lo fa incollare per "problemi di sicurezza". Qual e' il modo ideale (e permesso) per poter linkare un messagio di questo stesso forum? Ad ogni modo, il therad era "Longer lk4 pro - problemi di sovraestrusione". Basta cercarlo. Cmq e' davvero strano il problema che ha avuto l'OP, cioe' il dover passare da 93 (valore di default da me mai toccato) a ben 233! Molto, MOLTO strano.
-
Sottoestrusione dopo PET o ABS
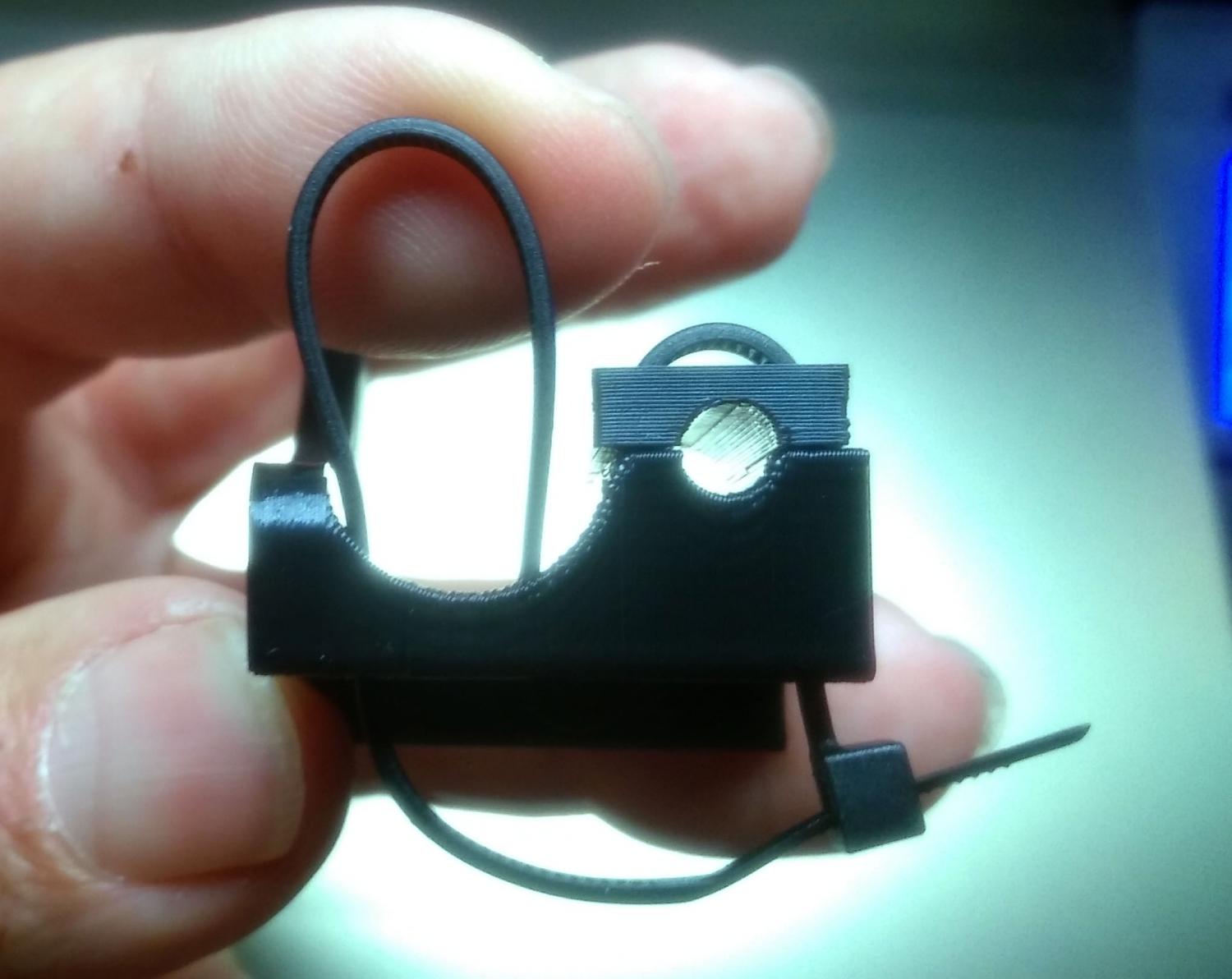
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Stupendo, la fascetta "a cucire" funziona perfettamente. Il foro del bowden e' troppo largo, devo stringerlo di almeno 2 decimi. Da questa parte invece tutto ok, misure perfette. I fori per le viti sono volutamente piu' stretti per avere un po' piu' di materiale. Basta forzare la prima volta. Anche la graffa a "U" sul retro e' serratissima: come dicevo, entra "a interferenza" sfruttando la morbidezza (lasciatemelo dire) del materiale rispetto al metallo. Basta pressare ed entra. Non fate troppo leva e metti perche' si allenta.
-
Sottoestrusione dopo PET o ABS
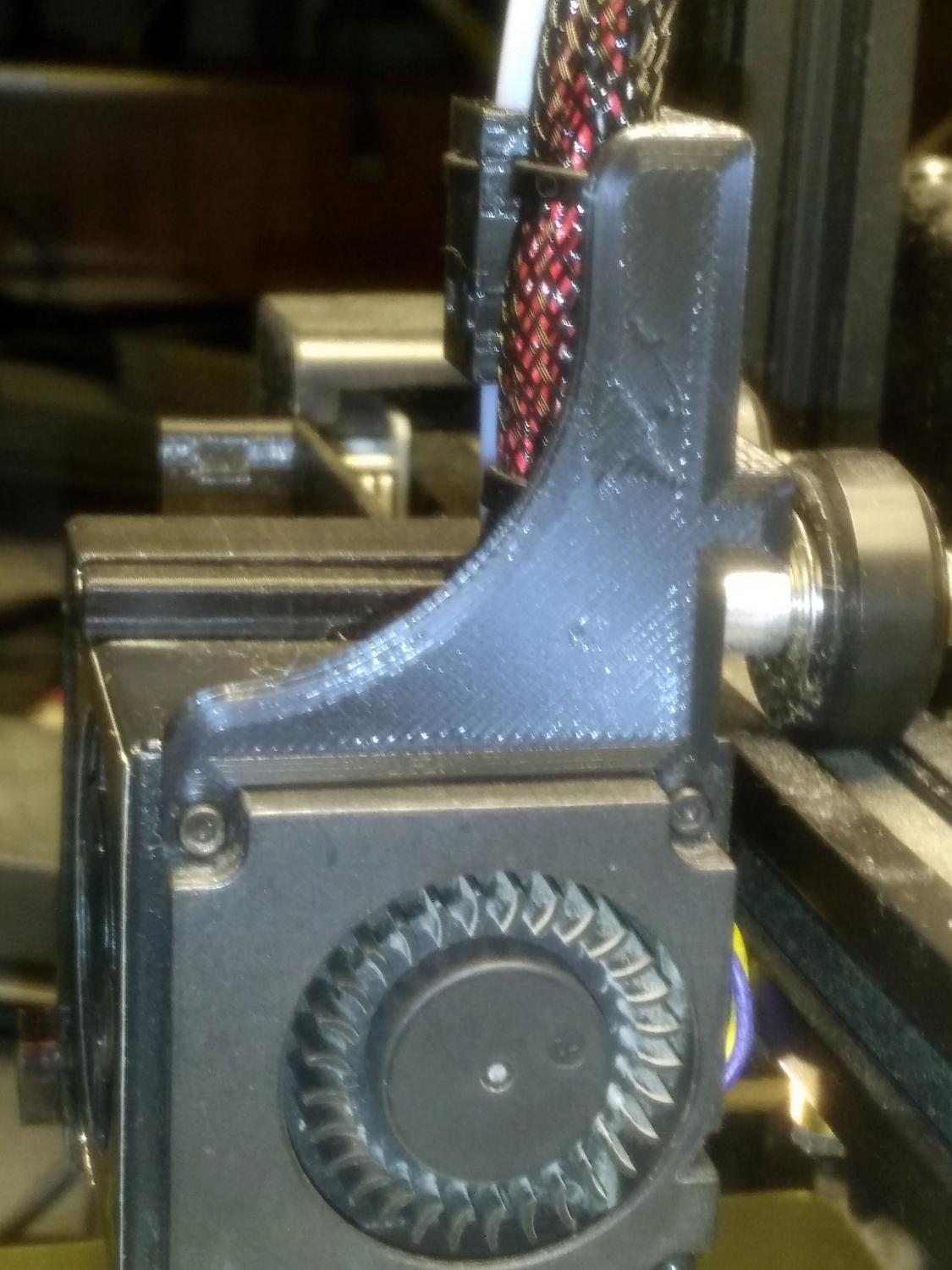
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Prendetelo con le pinze. Ho fatto una mia versione con un collare a strozzo e con la possibilita' di usare una sola fascetta da 2.5mm per fissare sia il bowden che il fascio di cavi. Ho allungato un po' il pezzo per avere piu' tenuta in verticale e si dovra' usare una fascetta per "piano". Le misure sono state prese dal progetto originale delal Ender e sembrano appattare perfettamente, a parte la posizione del tubo che dipende anche dalla tolleranza del fissaggio dell'hotend. Non dovrebbero sorgere problemi di sorta. Ho disegnato anche un prolungamento che si fissa alla vite superiore della scatolina della ventola, ma per ora ho preferito tagliarlo in questa versione. Quindi il tutto si fissa "a interferenza" sulla parte posteriore e con le due viti della ventola laterale. Sappiatemi dire. Io lo sto stampando adesso, dopo i primi prototipi dimensionali non utilizzabili. Per interdenci, la fascetta va messa cosi': Lo scasso per il bowden fatto altri 5 decimi piu' a sinistra non sarebbe stato male. Prendo nota.
-
Sottoestrusione dopo PET o ABS
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Allora: dopo un dialogo col tizio del file, ha postato una nuova versione compatibile con la ventola nuova delle ender. Purtroppo ha deciso di accorciare il solido, cioe' la parte verticale che regge il tubo, chissa' perche'. Ho stampato il pezzo e devo dire che funziona. Sto stampando lo stesso pezzo che mi dava noie perche' c'erano tante retrazioni (sono fori, quindi ci sta) ed e' venuto bene senza intasamenti e sottoestrusioni. Ne sto stampando un altro cosi' chiudo il lavoro e vedo se il bowden torna a lavorare bene col PLA (non l'ho accorciato ne' pulito dopo le 10 ore di ASA a 240°). Ho gia' un progetto aperto per replicare il pezzo del tizio e correggere alcune cose che non mi piacciono, a cominciare appunto dall'altezza e dal blocco del tubo con le fascette. Lo voglio bloccare con un collare a strozzo e due viti: non deve muoversi. Appena e' pronto lo condivido. -
problema righe Ender 3 Pro
Carsco ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
Ottimo. Ci ho sbattuto la testa un sacco di volte, adesso sai che ogni tanto devi accorciare il tubo e dare una ripulita. Non farti cogliere impreparato: compralo e mettilo da parte. Si vede molto poco, onestamente... -
Sottoestrusione dopo PET o ABS
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Volevo iniziare a modificare questo, essendo il meno invasivo. https://www.thingiverse.com/thing:3049724/files Ma c'e' un pasticcio nel primo foro accanto alla parete verticale, dentro lo scasso cilindrico grande. E' impossibile rendere solido questo STL. La modifica era sul sistema di attacco alla ventola: volevo fissare le graffe dopo la ventola. Scatola > ventola > supporto > vite. Se qualcuno riesce a correggere questo STL poi proseguo io. O magari se ne avete un altro simile ma corretto mi evitereste di ridisegnarlo da zero. -
problema righe Ender 3 Pro
Carsco ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
Se fosse otturato semplicemente non funzionerebbe piu'. Invece e' deformato e ruvido, e cio' a volte ostacola lo scorrimento del filamento specialmente nella retrazione. E' normalissimo, ed e' semplice manutenzione da fare ogni X ore. Se e' montato bene dovresti aver risolto. Non fare l'errore che ho fatto anche io: il nozzle e il tubo vanno montati a caldo e il tubo va tagliato con una apposita guida da stampare per avere un taglio perfetto. -
Sottoestrusione dopo PET o ABS
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Ceeee l'ho! Ma non basta. Io mi sono disegnato una semplicissima guida da 3 soldi (al posto di quelle esoteriche che vedo in giro) e ho risolto, da questo punto di vista. Pero' non ho montato a caldo, e devo farlo. Tempo fa ho avuto problemi perche', accorciando accorciando, il tubo era troppo corto e faceva una piega importante insieme ai cavi elettrici quando la testina stava a Y=0. Nell'attesa di un nuovo tubo avevo messo uno spessorino di carta risolvendo. Secondo me aiuterebbe: devo provare appena termino di stampare alcuni pezzi in ASA che mi stanno dando delle belle soddisfazioni. Questo TECHNOLOGYOUTLET da 20 euro/kg e' veramente spettacolare e mi spiace che non sia piu' disponibile in nero. Stay tuned. -
Sottoestrusione dopo PET o ABS
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
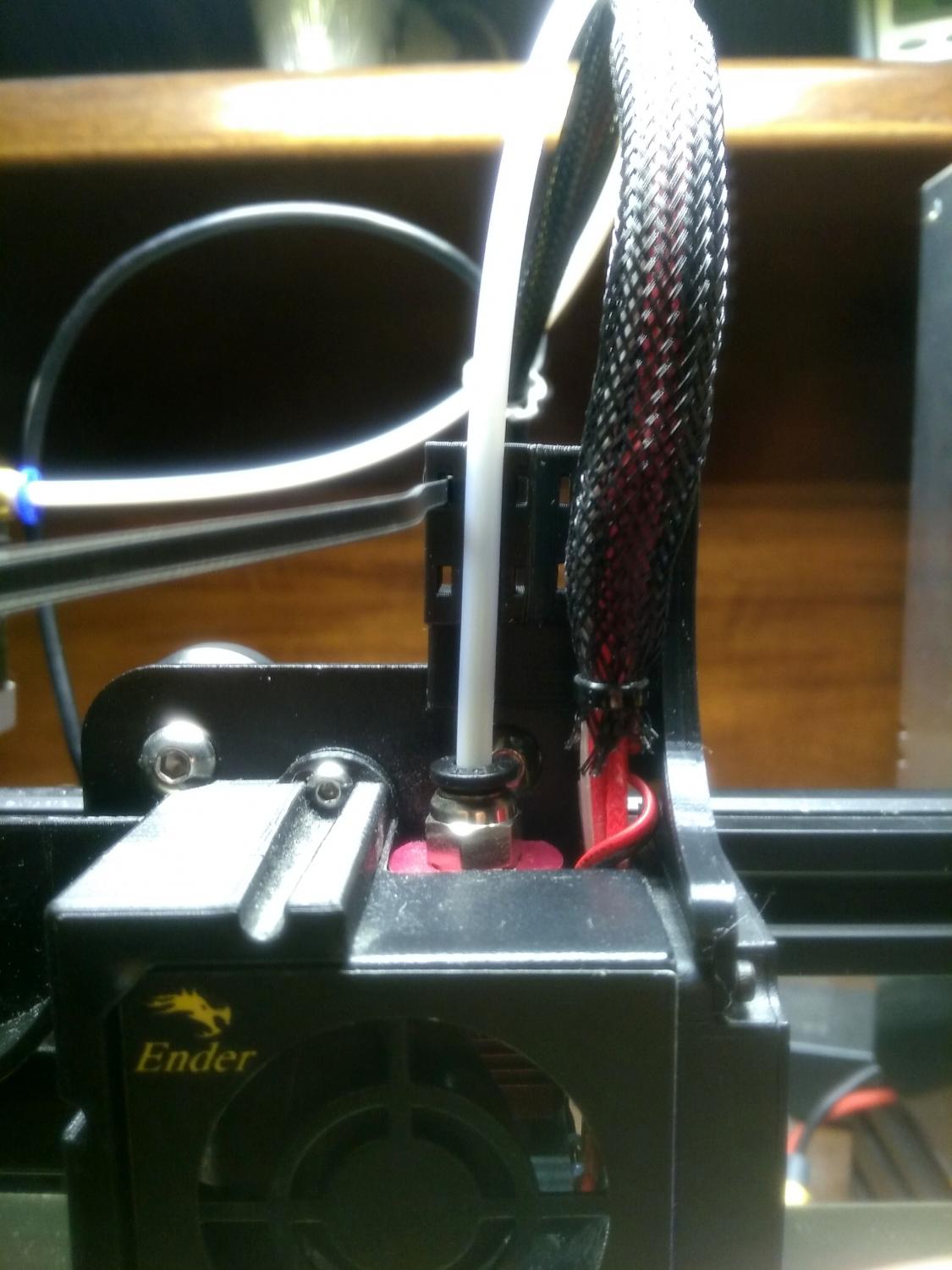
E infatti una delle cose che voglio fare e' proprio quella di disegnare e stampare un pezzo che tenga fermo e piu' verticale possibile il bowden in uscita dal connettore pneumatico. Tieni anche presente che man mano che la testina scorre su Y il tubo ruota sul suo asse longitudinale, se non fissato. Ho l'impressione che il problema sia quello, anche se originato dal rammollimento del tubo durante i 240°. Praticamente e' la mazzata finale. Il tubo e' ben tagliato, sicuro, ma l'ho sempre messo a freddo. Devo provare a fare come da manuale: avvitare il nozze a battuta, svitare un quarto, infilare il tubo a pressione, stringere il nozzle. Il tutto a 240°. Servire con patatine. -
problema righe Ender 3 Pro
Carsco ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
Capita anche se la cartuccia non e' bene a contatto col blocchetto. Invece lo e': guardalo bene all'interno. Accorcialo di 2cm e riprova. -
Sottoestrusione dopo PET o ABS
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Intanto grazie a tutti per le vostre esperienze. No, di cambiare hothend o addirittura stampante per passare da PLA ad ABS non se ne parla 🙂 Vorrei arrivare anche io a fare come @Whitedavil che stampa tutto con una sola gola. La pasta termica e come applicarla non e' un problema. Onestamente, anche io sarei curioso di sapere se si riesce a stampare TPU: avendone un bel po', mi capita a volte di usarlo. -
Sottoestrusione dopo PET o ABS
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Grazie mille, come sempre. Ricordo, pero', che quando ho voluto tirare fuori la gola originale dal blocchetto non e' venuta via manco ammazzata. Devo andarci con le cattive? E un'altra cosa mi incuriosisce: come potrebbe questa gola, essendo comunque a contatto col nozzle, impedire al teflon di raggiungere la stessa temperatura? Se da un lato c'e' il nozzle e dall'altro c'e' il bowden, in mezzo c'e' un pezzo di titanio che dovrebbe condurre efficacemente il calore. Dove sbaglio? Conducibilita' termica acciaio inox: 17 W/(m·K) Conducibilita' termica titanio (ammesso che sia vero titanio!) 22 W/(m·K) Proprio non capisco in che senso faccia da "heatbreak". Magari poi entra in gioco il dissipatore e la ventola, oggetti di cui non capisco l'utilita' con la gola originale dove l'estremita' del tubo e' a contatto col nozzle. 🙂 Hai voglia a raffreddare il tubo se poi lo tieni a contatto col nozzle! Leggendo qui e la, comunque, molti dicono peste e corna delle gole all metal (anche in titanio) proprio per l'impossibilita' di effettuare retrazioni sopra i 2mm con PLA. Onestamente io ho bisogno di 4-5mm di retrazione coi miei filamenti se voglio delle stampe senza fili, e mi scoccerebbe rinunciarci. "Dicono" che il filamento viene retratto (naturalmente) fuso all'interno della gola e si impasta tutto causando sottoestrusione, esattamente come per ora col mio tubo malconcio dai 240°.
-
Sottoestrusione dopo PET o ABS
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
LOL... c'e' un titanio cinese per me? 🙂 -
Sottoestrusione dopo PET o ABS
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Il ragionamento non fa una piega. Ma esiste qualcosa per avere una gola in metallo (non per forza titanio) senza cambiare tutto l'hotend? Anche perche' mi pare di aver capito che poi con l'all metal il PLA si stampa male. -
Sottoestrusione dopo PET o ABS
Carsco ha pubblicato una discussione in Problemi generici o di qualità di stampa
Mi capita spesso: se uso PET a lungo (235°) o ASA (240°), quando torno a usare PLA mi ritrovo con intasamenti random. Quando metto il PLA faccio un po' di spurgo, sembra tutto normale, il PLA esce bello fluido. Inizio la stampa ma dopo 40-50 minuti va completamente in sottoestrusione specialmente in punti in cui c'e' molta retrazione. (sottolineo che questi punti di retrazione vengono stampati bene se prima non ho stampato PET o ASA). Dopo 5-10 minuti torna a stampare perfetto, poi di nuovo. Me ne accorgo chiaramente quando non sono davanti la stampante. Per risolvere devo smontare tutto, accorciare un po' il tubo e rimontare. Il bello e' che se torno a stampare ASA e' sempre perfetto, decisamente piu' bello del PLA, senza pulire nulla. Ma se fosse un problema di tubo non dovrebbe darmi problemi anche tornando a stampare ASA? La stampante e' la Ender 3 pro, classica. Sto pensando a stampare un reggi tubo bowden per farlo stare piu' teso possibile in uscita dall'hotend, magari e' questo... Oppure filamento di pulizia: cosa usate? Dove lo prendo? Vi ricordo che sono pover0. 🙂 -
piatto magnetico rovinato
Carsco ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
110° non e' una temperatura tale da farlo. Come detto in precedenza, tu hai sentito parlare (giustamente male) del tappetino flessibile NON originale (sebbene con la scritta Ender) che anche io ho comprato e ho restituito. Nulla a che vedere con l'originale. Sto guardando, ma non mi pare abbiano solo i fogli. Trovo solo il kit... sbaglio? -
piatto magnetico rovinato
Carsco ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
Giusto un pelo... 🙂 Ho pagato 22.60 per tutto il kit 🙂 Guardero', grazie.