Carsco
-
Numero contenuti
1.466 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-

Come "mantenere" una stampa in PLA?
Carsco ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
🙂 senza contare che lo puoi pulire con qualsiasi cosa ti venga in mente senza badare alla reazione che potrebbe avere. Ci costruisco parti, ricambi e accessori per armi e spesso i solventi usati sono deleteri per le plastiche in generale. Anche a starci attenti, gli stessi vapori sono terribili. -
Longer lk4 pro - problemi di sovraestrusione
Carsco ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
Prova allora a variare LEGGERMENTE un angolo del bed. Mezzo giro a stringere (cioe' abbassi il bed). -
Longer lk4 pro - problemi di sovraestrusione
Carsco ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
Evidentemente un foglio sotto l'ugello non basta per essere certi che sia in piano. Varia leggermente il bed... prova con una sola manopola alla volta (segnati se sali o scendi) e vedi se l'angolo corrispondente migliora o peggiora. Mezzo giro basta (io scenderei, cioe' mi allontanerei). Io ho abbandonato il foglio perche' uscivo matto. Ho iniziato a usare il comparatore e ora livello in 10 secondi, quasi a occhi chiusi. Fra l'altro ci sono giochi grandissimi "in gioco" (scusa il "gioco", di nuovo, di parole 🙂 ) e mentre a volte con mezzo giro sale o scende di un decimo, a volte non scende per niente o scende di due. VIsto appunto col comparatore. Poi da quando ho la microcamera sull'ugello mi sono abituato a quest'ultima e proprio non ricordo quando e' stata l'ultima volta che ho usato il foglio. Usa l'STL con 9 quadrati, fai prima. Tanto per ora ti interessano gli angoli. E UNA cosa alla volta! 🙂 Ma le temp le hai variate, pure? -
Longer lk4 pro - problemi di sovraestrusione
Carsco ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
Si' ma non terrai il piatto a 65 o il nozzle a 210! 🙂 Se lo faccio io mi vengono fuori un tappeto persiano invece del primo layer. Tempo fa ci stavo impazzendo. Cmq converai che in tutti questi piccoli errori di stampa ogni stampante e' un caso a se'. QUindi si puo' solo provare. -
Come "mantenere" una stampa in PLA?
Carsco ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Per carita', non lo metto in dubbio. Noto pero' che il PLA ti warpa e "parte" subito specialmente se sottile (si contrae da un lato) mentre il PET/PETG si rammollisce ma rimane com'e'. Ovviamente se rammollisce e deve reggere sforzo/peso oppure fa parte di qualcos'altro di meccanico (magari c'e' un dado immerso che regge qualcosa) allora vedrai che ti smolla come l'orologio di Dali'. Se invece e' un semplice oggetto statico, un soprammobile, una Benchy... restera' cosi' fino a 70-80° senza problemi (sempre il pet!). -
Longer lk4 pro - problemi di sovraestrusione
Carsco ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
50%? Accendi anche il phon a che ci sei, magari aderisce meglio 🙂 100% sempre, col PLA. Prova un po', magari poi affiniamo. Ho fatto degil STL di test apposta, intanto, per tarare proprio il primissimo strato in casi ostici (che non e' il PLA). Provali. Ti mostreranno anche se il bed e' in piano. Se il problema lo vedi in un quadrato e non in un altro, allora c'entra anche il livellamento. 9 quadrati pieni.stl 16 quadrati pieni.stl -
Longer lk4 pro - problemi di sovraestrusione
Carsco ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
Rallenta a 40mm/sec, abbassa la temp di bed a 50 e nozzle a 200 e riprova a fare i primi layer. Vedrai che non arriccia. Ventola 100%, giusto? -
Ancora più retraction?
Carsco ha risposto a SandroPrint nella discussione Problemi generici o di qualità di stampa
Solo io ho il dubbio sul tiraggio delle cinghie? Wiping, nel menu italiano, a che voce lo trovo? -
Longer lk4 pro - problemi di sovraestrusione
Carsco ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
Per me tieni piatto e nozzle troppo caldi. Hai provato una temp tower per capire come rende quel filamento? Ne ho una bobina e vuole veramente una temp veramente bassa. 200 dovrebbe essere piu' adatto. Cmq il problema CREDO sia la velocita' troppo alta nel primo layer. Prova ad abbassarla. Si inizia piano, e poi si vede che succede. -
Come "mantenere" una stampa in PLA?
Carsco ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Portalo da me, in sicilia 🙂 Certi giorni prendo l'auto e non posso toccare il volante per 10 minuti 🙂 -
ender 3 pro vibrazioni
Carsco ha risposto a Francesco79 nella discussione Problemi generici o di qualità di stampa
E se non gliela fa' l'alimentatore perche' si e' stancato? Un motore passo passo vibra se non gliela fa. Non e' un "motore" vero. Col piatto acceso c'e' meno corrente. Certo, perche' solo quello X? Magari e' il piu' stretto? Fatti prestare un altro alimentatore. -
Problemi adesione Ender 3
Carsco ha risposto a Ender nella discussione Problemi generici o di qualità di stampa
Questo esula dalla scarsa aderenza: e' sintomo di bassa temperatura o alta velocita'. Se prima non risolvi questo non importa se non aderisce. Non hai detto su che base stampi. Vetro? Tappeto magnetico? Metti qualcosa per aderire? Temperature del bed? Io stampo l'ABS a 110° su base magnetica e niente altro. Ovviamente la distanza dal bed e' fondamentale: troppo basso e rovini il bed, troppo alto e non aderisce. Sii piu' preciso se vuoi qualche aiuto mirato. -
Come "mantenere" una stampa in PLA?
Carsco ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
La mia prima stampa "seria" in PLA, l'arca dell'alleanza di Indiana Jones, l'ho tenuta al sole autunnale una mezza mattina per far asciugare la vernice dorata. Ho trovato al suo posto il tempo maledetto. In PET le cose cambiano pochissimo, ma non credo riescano a sopravvivere ad un'auto lasciata al sole (ho fatto prove con l'acqua calda e sopra i 65-70° e' andato). Il PETG trasparente Basicfil regge fino a 75°-77° prima di rammollirsi. Quello opaco Besicfil e' come il PET: mollo a 65-70°. Con l'ASA il problema non si pone del tutto: acqua bollente 100° e non gliene frega nulla, ed e' resistente ad UV e agenti chimici. L'ABS sicuro resiste al calore ma non a UV e solventi. L'ASA vince a mani basse. Ci ho fatto i manici delle pentole: perfetti. Se lo tieni a casa, non vedo perche' un vaso in PLA non debba durare anni e anni... Ma anche fuori, all'ombra, non credo ci sia alcun problema. -
Compro solo su amazon, ma solo in offerta. Ora non lo trovi piu' nemmeno in vendita. Per ora e' meglio stare lontano dai filamenti su Amazon finche' le cose non tornano "normali". Cmq prova.
-
Di nulla. Un altro consiglio e' di guardare sempre sul sito del produttore dove troverai la durezza del filamento.
-
Io sulla Ender ho tutto originale. Non conosco la tua, ma non credo differisca molto. E' consigliato (a prescindere) l'acquisto dell'estrusore a doppio ingranaggio. Io non ce l'ho, ma il TPU 95A della Anycubic lo stampo ugualmente e con retrazione.
-
Io ho usato il 95 e va bene finche' rimani sottile, cioe' appunto quanto una custodia di cellulare. Diciamo 3-4 strati max a 0,2. E' ovvio che se esageri con gli strati diventa "gomma" abbastanza dura. Se ne usi una piu' morbida poi ti si "ammoscia" alla prima occasione, e devi farla piu' piccola. Immagina il guscio meliconi che e' piu' silicone che altro. 90-95 secondo me va benissimo e la puoi stampare. Se vai sotto, col bowden mi pare sia impresa impossibile.
-
Bella questa tabella. La conservo.
-
Non e' detto, se prima non provi. Quello e' il mio in cui IO ho risolto il problema. Prima, vedi se risolvi in quella maniera, manualmente. Anche perche' quel GCODE e' da correggere in funzione di svariate cose, tipo la lunghezza del bowden (di fatto serve a mollare la "pressione" all'interno dell'ugello). G92 E0 ;resetta asse E G1 E15 F200 ; muove avanti G1 E-20 F4000 ; muove indietro G1 E17 F4000 ; muove avanti Questo e' comunque il mio, ma prima fallo a mano.
-
Ma di che TPU stiamo parlando? Lo sai? Come ti ripeto, con il 95A io non ho mai avuto bisogno di modificare nulla e uso tranquillamente la retrazione. Credo che tutti i sistemi di prevenzione dell'attorcigliamento siano da usare col TPU morbidissimo, e con quello avrai comunque problemi con una stampante bowden perche' il tubo e' 2mm mentre il filamento e' 1.75, e inevitabilmente diventa a fisarmonica all'interno tanto da avere problemi di flusso. Cmq, se vuoi modificare la gola dell'estrusore di sicuro male non fa, ovviamente. Meglio ancora se ricompri tutto il pezzo in alluminio gia' pronto per questa evenienza. Ad esempio un doppio trascinamento facilita decisamente meglio che una gola allungata. Pensaci.
-
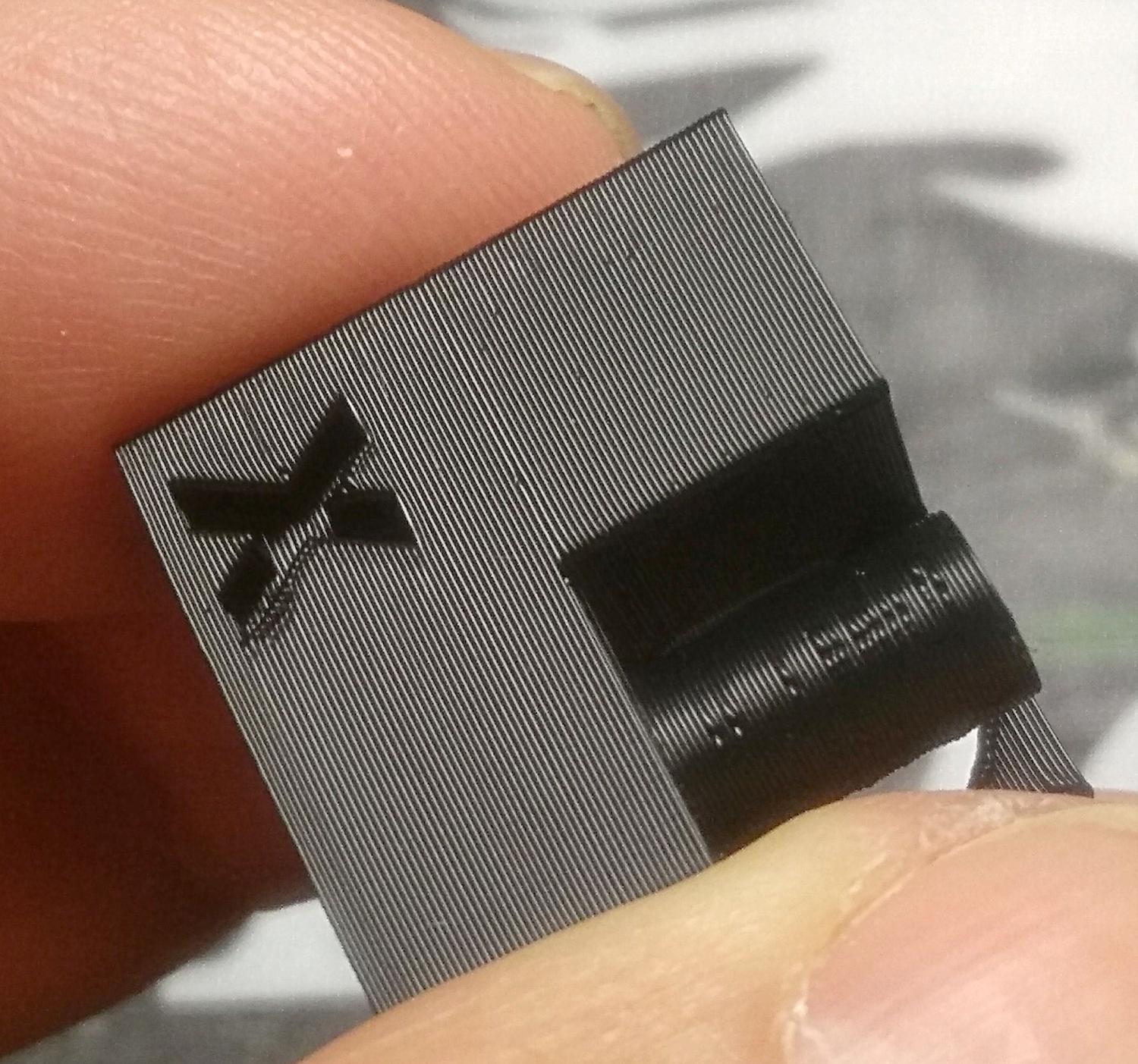
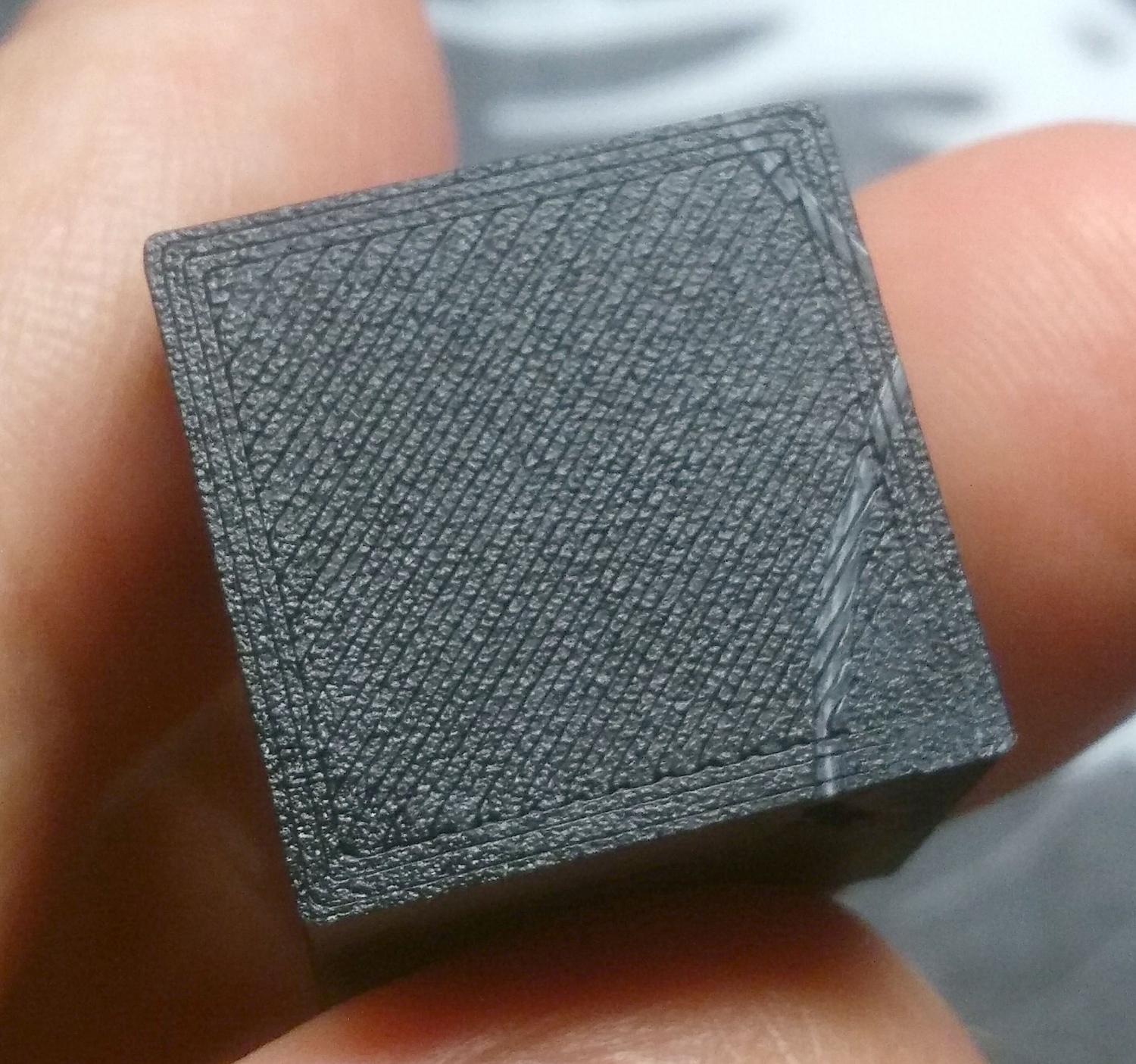
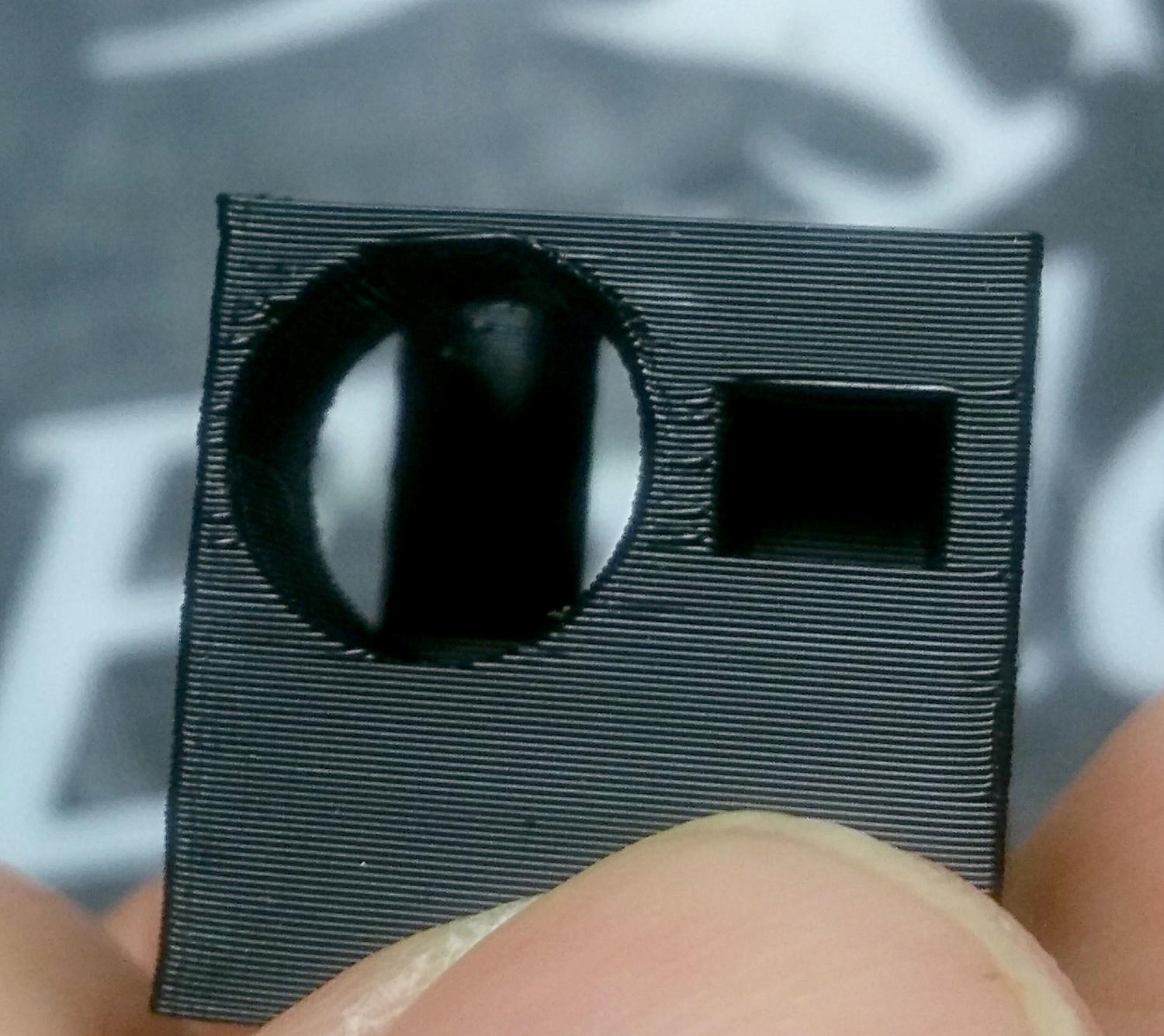
Non mi sembra male. Stampato senza nemmeno il brim, a diretto contatto col tappetino. Zero warp, zero stringing, cerchi e cilindri buoni, i soliti segni di ghosting che ho abitualmente. La riga sul primo layer e' un segno fatto sul tappetino, non c'entra la stampa. E' perfetto, questo materiale. Ah, ho stampato con ventilatore da soffitto acceso e due finestre aperte per fare un po' di corrente per evitare il fetore. Fuori ci sono 21°e l'aria che entra ed attraversa la stanza portandosi via il cattivo odore ha questa temperatura. Non gliene e' fregato nulla.

-
Cura - supporti
Carsco ha risposto a R0bert0 nella discussione Software di slicing, firmware e GCode
Non e' che si capisca molto dalla foto. Per lo meno io non lo capisco. -
Ho preso una bobina di ASA appena uscito sull'amazona, meno di 20 euro 1kg. Scatola di cartone con maniglia in plastica, busta interna sottovuoto, codice sconto di 2 euro per i prossimi acquisti. Si sta comportando bene, pur non essendo il FrontierFila. Stringa quasi niente, si puo' usare tranquillamente a ventola spenta e sembra essere buono, ma dovro' testarlo meglio, naturalmente. Accattatevill...
-
Ma che problemi riscontri? Sicuro che sia il tubo e non altro? Anche io all'inizio pensavo fosse il tubo e lo accorciavo perche' ogni tanto anche a me capita che "sembra" tapparsi tutto a inizio stampa, ma ho seguito il sistema spiegato nelle istruzioni del PETG della Basicfil, ossia arrivare a temperatura, estrudere qualche cm, poi ritrarre manualmente e velocemente, poi ri-estrudere. Succedeva quasi ad ogni inizio stampa dopo aver usato PETG o ASA. Era tutto duro a muoversi, lo vedevo se spingevo il filo manualmente. Basta quella semplice operazione (che adesso ho incluso nell'end del GCODE). Non ho piu' toccato il tubo.
-
Il fatto e' che raffreddi il dissipatore ma la parte di teflon che sta a contatto con nozzle arriva e tiene i 240-245° quando stampi PET o ASA/ABS... Cmq io (Ender 3) ho dimezato la tensione che arriva a quella ventola per tre motivi. 1) L'originale e' una ventola da 12V ma viene alimentata a 24V 2) Essendo "leggermente" overvoltata, a 24V fa un bord... rumore assurdo SEMPRE, perennemente, anche quando non stampa. Ti trafora la testa e te la sogni di notte. 3) a 12V ci alimento anche i led della microcamera, quindi... Quindi sono 6 mesi che sono perennemente con la ventola alla meta' della tensione (quindi meno aria) ed e' tutto ancora perfetto pur stampando a volte e per diverse ore a 240°.