Carsco
-
Numero contenuti
1.466 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-

Parete mancante
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Non ne vengo a capo. Anche togliendo quell'opzione succede lo stesso intoppo. Per fare prima (e consumare meno materiale) ho abbassato il livello del pezzo. Adesso i layer 37 e 38 sono diventati il 7 e l'8 e lo fa nello stesso punto. E' come se saltasse le due pareti esterne per i 3/4 del giro. Non le stampa proprio! Qui c'e' il video. https://streamable.com/11ezy5 Inizia dal layer precedente. A 14" accendo la luce supplementare e inizia il livello incriminato. Subito dopo il successivo, sempre con il difetto. Poi un altro senza difetto, e poi interrompo la stampa. -
Parete mancante
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Hai detto niente, su un pezzo di 150 grammi di un materiale gia' abbastanza costoso. Quello e' un bug, secondo me. Ad ogni modo non posso fare tutto pareti per diversi motivi. 1) il pezzo e' sottoposto a torsione: non posso mettere solo pareti: terrebbero solo su un asse. Come vedi il riempimento e' a cubi inclinati e non a griglia o linee proprio per questo motivo. 2) peso, costi, etc. 3) vorrei decidere io come stampare un pezzo: siamo nel 2020, queste cose non dovrebbero accadere. 4) in realta', ancora, non ho capito cosa diamine succede in quel punto. -
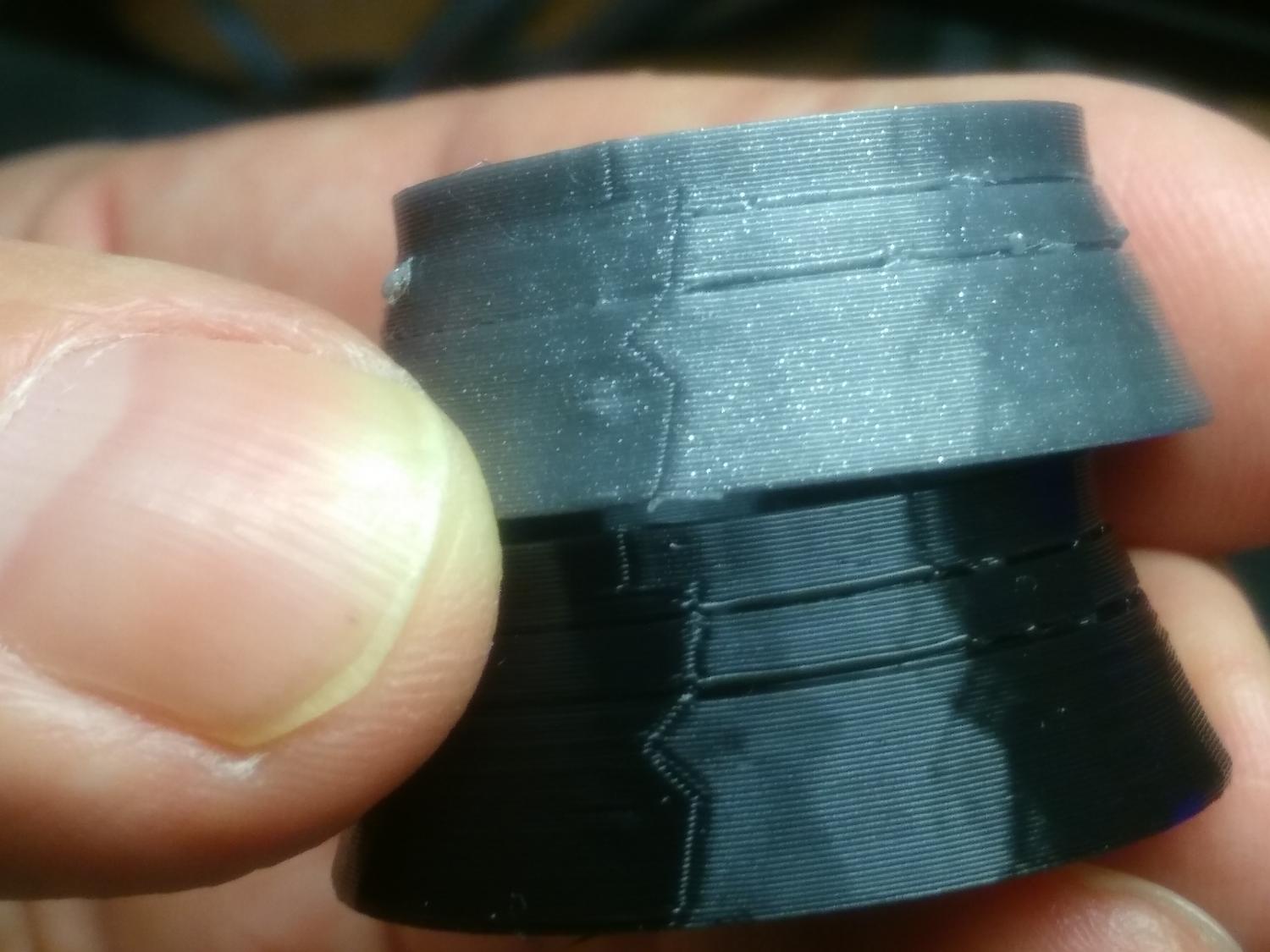
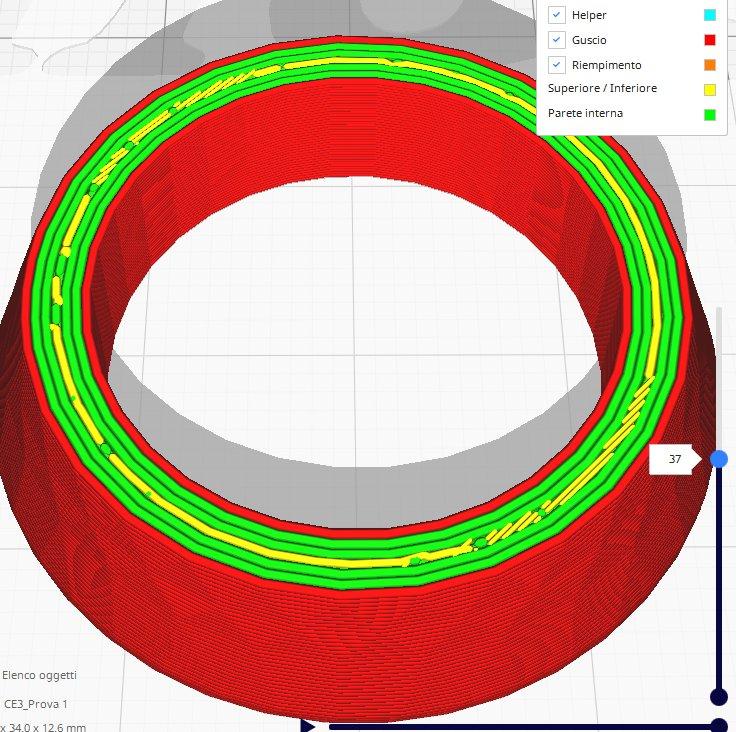
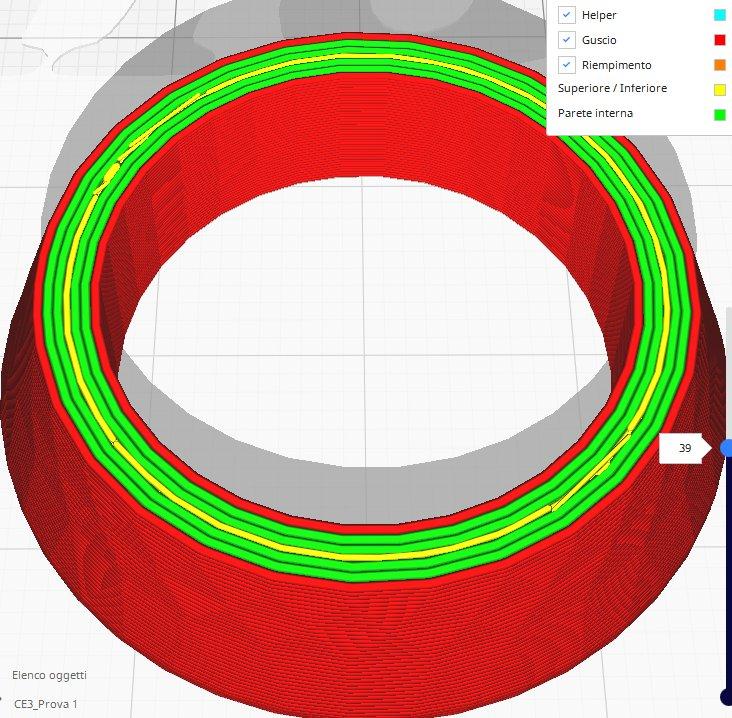
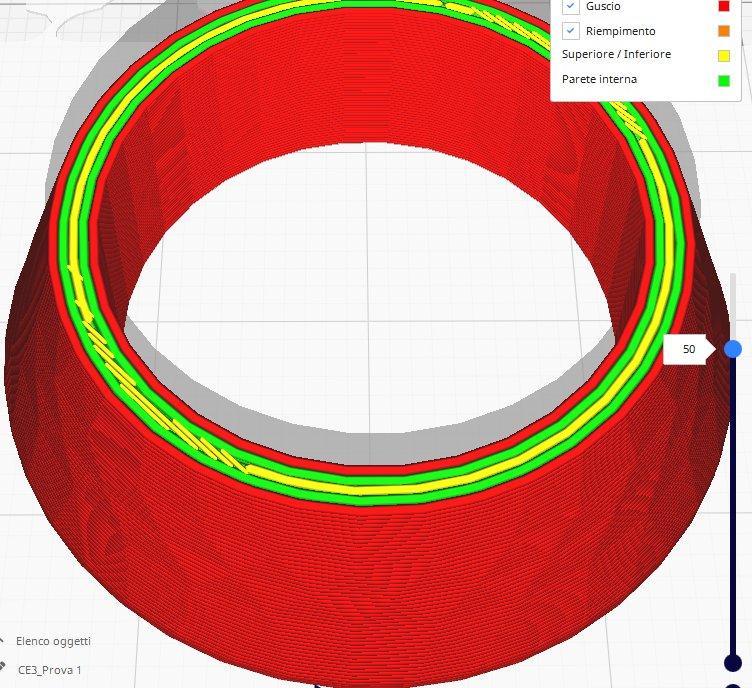
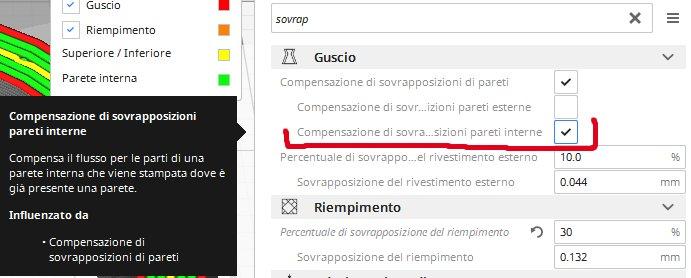
Sto stampando un tubo con distinte parti di diametri esterni diversi unite da una sezione conica. La forma conica e' solo esterna: all'interno segue sempre lo stesso diametro del tubo (un cilindro), quindi lo spessore cambia. Il tubo e' in PETG Basicfil ed e' venuto maledettamente solido e robusto cosi' come mi aspettavo, tranne in due punti sul cono di unione in cui sembra mancare mezza parete esterna su due layer consecutivi. Appena ho flesso (flettuto? flessato? ok, piegato! 🙂 ) il pezzo si e' spezzato come un grissino proprio in uno dei due punti. Il resto del tubo l'ho schiacciato in una morsa e di rompersi non ne ha voluto sapere manco nel brodo: un vero bastone durissimo. Siccome c'era una parte che non andava, si doveva comunque ristampare. L'ho ristampato ma mi ha fatto lo stesso errore, nello stesso identico punto! Allora ho sezionato solo quella parte e l'ho stampata da sola: stesso errore. Analizzando con la maxi lente c'e' proprio la parete esterna mancante per 3/4 di giro in due layer consecutivi. I parametri di stampa sono semplicissimi e COMUNQUE su Cura non noto nulla: la parete c'e' e dovrebbe essere stampata. Allora ho ritratto il PETG e l'ho stampata in PLA: stessi valori, stesso profilo, proprio per non inficiare la prova. Cambiete solo le temperature operative. UGUALE! Negli stessi punti! Non e' la stampante... Eppure ho usato il mio migliore PLA con cui ottengo sempre pareti molto lisce! SEMBRA una separazione di layer ma non lo e'. Manca proprio la parete per due layer consecutivi: non sono state stampate. Al loro posto c'e' uno sputo di filamento ogni tanto. Non mi ritengo un novello, ormai, e proprio non capisco cosa succede. Il solido e' perfetto e liscio, non ha nulla. E' proprio un banale cono generato artificialmente (solido generato da primitiva geometrica) e non qualcosa di "modellato". Poi e' forato con un cilindro anch'esso una primitiva geometrica. Il problema e' che questo tubo deve contenere una molla MOOOOOOlto forte e un peso considerevole al suo interno. Il tubo, cosi' come l'ho fatto, reggerebbe pure 10 volte quello che mi serve. Figuriamoci nel cono che ha pure uno spessore doppio (perche' l'interno ha sempre lo stesso diametro). Non e' un problema di "stampante", perche' lo fa sempre nello stesso punto e il resto e' perfetto. Puo' essere lo slicer? Sembra accadere al layer 37-38, ed ecco quello che mi mostra cura: Un layer prima (36) non ci sono quelle righe gialle. Dal 37 iniziano ad essere tratteggiate fino al 38, poi tornano ad essere intere, sempre gialle, anche se sparse lungo la circonferenza: Poi lo fa al 50, e anche qui ci sono le linee gialle tratteggiate. Man mano che il solido sale si riduce di spessore e quindi le 4+4 pareti si incontrano generando quei difetti. Eppure, pur essendomi capitado di avere stampe con queste linee tratteggiate, non mi e' successo di avere simili artefatti. Allego STL per chi volesse provare: si consumera' circa 1.5m di filo, non di piu'. L'ho stampato a 0,2 con 4 pareti e 4 strati inferiori e superiori, riempimento cubico 40%. Larghezza linee pareti 0.44, larghezza linee riempimento 0.44. Non serve sapere altro. Questo e' il video del pezzo in PETG. https://streamable.com/48el33 Scusate le unghie la sto lavorando ad altro e ho le mani un po' sporche. 🙂 Vado a dormire veramente confuso... Prova 1.stl Domani provo a ristampare togliendo questa opzione: potrebbe essere lei la causa.

-
Come "parcheggiare" stampante e filamenti tra una stampa e l'altra
Carsco ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Il tubo ("tubo" perche' e' vuoto sebbene sia molto spesso) e' chiuso nella parte posteriore, non comunicante con l'esterno. Non c'e' nulla da sigillare. Il solo fatto che viene stretto dal dadone posteriore lo sigilla sul fondo della ciotola. La ciotola e' molto morbida, tipo polipropilene, e si appiattisce del tutto. Dentro il tubo, all'interno, ho messo un paio di bustine di silicagel. Pur essendo regolabile in altezza, praticamente non lo tocco da mesi. Unica accortezza: si devono stampare dei rialzi per far ruotare la bobina in asse con la ciotola se il foro della bobina e' molto grande. la mia ciotola e' appena 1cm piu' larga delal bobina e ho dovuto metterle per forza. Ne ho fatte 2-3 coppie a misura delle bobine maggiormente utilizzate. Si applicano a incastro sul tubo. -
Retrazione finale su Cura
Carsco ha risposto a akita nella discussione Software di slicing, firmware e GCode
Se vuoi evitare grumi basta ritrarlo rapidamente e poi reinserirlo lentamente sempre nell'end. Non ci sara' nulla da spurgare alla successiva stampa. Certo, non ti evitera' di dover accendere l'hotend se tu volessi cambiare filamento, ma ogni quanto càpita? -
Vero. Per fortuna con l'ASA, credimi, il problema viene mitigato molto bene. Sempre nelle prove di oggi ho fatto l'anello in ASA: con l'acqua che bolliva l'ASA era ancora rigido. Di piu' non poteva andare. 🙂 A 100° stava appena iniziando a diventare elastico (senza deformazione, quindi) ma dovevo fare molta pressione con le dita. Parliamo di un anello del diametro di 30mm... molto "debole" meccanicamente. Un pezzo piu' solido non avrebbe avuto problemi. L'ASA e' la soluzione, persino a prova di solventi e agenti atmosferici, ma ci vuole molta cautela per pezzi molto grandi. Per esempio ho appena finito di stampare il tubo ma stupidamente l'ho stampato con una parte dettagliata (filetto fuori standard) in alto invece che in basso. "Stupidamente" perche' avrei potuto farlo in basso. Il problema e' che il PETG solidifica all'istante ed ad un'altezza di 220-225mm anche se e' perfettamente incollato al bed si muove, si inclina. Uno sputo di inclinazione equivale a 2mm lassu', su una torre cosi' sottile. Ho dovuto interrompere: stampero' la parte finale a parte e poi la incollero' col solito sistema. Il problema e' che deve resistere a calore e ad una molla interna che sara' molto compressa: reggera'? Con l'ASA non avrei avuto dubbi.
-
Riporto su la discussione. Devo stampare un tubo da ben 245mm e 25mm di spessore, vuoto dentro. Non voglio farlo in ASA, troppo sbattimento. Il suddetto cilindro deve stare a fianco (20-25mm) ad un altro tubo che a volte puo' raggiungere temperature alte, ma sotto i 100°. Ho fatto alcuni test con il PET consigliato da @Tomto e poi con il PETG Basicfil che gia' conosco bene. Ho stampato una semplice sezione del tubo (un anello) di 15mm. Bene: il PET, immerso in acqua calda, si rammollisce gia' a 65°. A 70° lo posso schiacciare con le dita senza problemi. Inoltre, se freddo, si rompe se lo schiaccio, come il PLA. Il PETG Basicfil a 70° e' appena molliccio mentre a 75° inizia a deformarsi sotto la pressione delle dita. Quando e' freddo e' un blocco cosi' duro che non lo spezzi con le dita. Al massimo lo deformi ma facendo una forza davvero grande. Continuo quindi a usare questo PETG che mi ha dato un sacco di soddisfazioni soprattutto per il fatto che puo' essere levigato e lavorato senza creare trucioli "molli" e sbavature ma trucioli assolutamente secchi, come segatura, che si staccano durante la lavorazione. Splendido. Edit: correggo alcune cose. Il PETG Basicfil fino a 75° diventa piu' flessibile, piu' morbido, ma sempre "elastico". Cioe' torna alla forma originaria. Immediatamente oltre i 77° rammollisce come il PLA e buonanotte. Col PET Ice Filament l'elasticita' (che gia' e' inferiore perche' si spezza) termina gia' a 65°. A 70° e' bello che andato. Rimane comunque molto meno flessibile.
-
Gestione supporti su CURA
Carsco ha risposto a gregorio56sm nella discussione Software di slicing, firmware e GCode
Tu sei troppo buono. Io uso il 20%. E mi sembra pure troppo. -
Retrazione finale su Cura
Carsco ha risposto a akita nella discussione Software di slicing, firmware e GCode
Si, quella era la prima versione. Cmq in quel caso bastava dare due colpi di "cicchetto" alla ruota godronata, tipo i carburatori 🙂 -
Il fatto e' che certe volte non puoi permetterti di fare spessore se vuoi che l'incollaggio sia invisibile nelle stampe 3d. Mettere Artiglio/Bostik nel mezzo ti solleva per forza di cose il pezzo. L'attack invece trova il suo campo naturale di battaglia: le superfici ruvide. Ma da solo non basta. Se poi lo metti anche sui bordi col bicarbonato lo rendi a "prova di piega", ma e' ovvio che poi devi lavorare di fino per togliere il superfluo ma se ci sono zone ostiche basta fare uno scasso col dremel prima di incollare. A scuola ci avevano insegnato le tecniche di saldatura e una di queste prevedeva proprio l'asporto di materiale nel punto in cui si sarebbe saldato. In realta' la parte di attack che penetra tra i bordi (applicato con uno spillo) e' piu' che sufficiente a tenere eternamente fermo il pezzo. Se poi si ha spazio a disposizione, tanto meglio. Proprio l'altro giorno ho stampato un pomello per il bastone della tenda ma per un problema, quasi alla fine, le superfici erano cosi' inclinate e le pareti cosi' sottili che si stava spezzando in due. Applicato attack e bicarbonato, lisciato con cartavetro e ora quel punto e' piu' rigido di tutto il resto del pomello! 🙂 Io ho totalmente ricostruito i supporti delle cerniere del pannello LCD di un notebook. PERFETTO. L'alternativa era quella di comprare tutto il fondo del notebook. A che c'ero, ho reincollato tutti i supporti della mainboard e dei coperchi che si erano spaccati qui e la'. Per fortuna li avevo conservati man mano che si spaccavano. E' venuto una meraviglia... ma sempre lavorando di dremel.
-
Retrazione finale su Cura
Carsco ha risposto a akita nella discussione Software di slicing, firmware e GCode
Eh, ma io nello start code non ho nulla: faccio tutto nell'end. Quindi nel caso la stampa fosse interrotta (sai quante volte mi succede, specie per prove...?) non succede proprio nulla. Mi troverei nelle condizioni in cui ero prima di fare questa modifica all'end code. Tutto qui. Oppure non ho ancora capito cosa intendi dire 🙂 -
Retrazione finale su Cura
Carsco ha risposto a akita nella discussione Software di slicing, firmware e GCode
In realta' ho provato ma non funziona. Se dopo la retrazione a fine stampa e faccio estrudere il filamento all'avvio succede che questo non ha "pressione" nel bowden, quindi quando la testina si sposta e inizia a stampare le due righe a fianco del piatto non esce nulla per almeno 2 secondi. E' inaccettabile. Non so bene perche' accada, in quanto il filamento esce dal nozzle durante l'estrusione a fine riscaldamento. Ho quindi fatto quello che faccio manualmente a fine stampa: estrudo un paio di cm di filamento lentamente, ritraggo molto filamento molto velocemente, quindi estrudo nuovamente il filamento. Facendo questo non pregiudico i primi secondi della nuova stampa. Tutto questo lo faccio adesso sul Gcode finale, e funziona. L'unico neo e' che il nozzle nel frattempo si raffredda, anche se le linee di codice G che spengono tutto sono messe dopo. Ma importa poco, anzi e' pure meglio che il filamento sia piu' "pastoso" perche' si stappa meglio. Nulla! Si fa come ho fatto sempre: me ne frego! 🙂 -
L'attack diventa solido con l'umidita' ed ha una tensione superficiale bassissima (cioe' si insinua ovunque). Questo gioca a nostro favore con la roba "rugosa" come le stampe 3d. Metti l'attack su una superficie e ne seguira'/riempira' tutte le fessure lasciate dalla stampa. Unisci l'altro pezzo e hai fatto una prima adesione, diciamo "di posizione". Immergi bene in acqua... e lei fara' il resto rendendo molliccia l'attack e accelerando l'asciugatura, oltre che bloccandone lo sgocciolamento. Poi asciughi tutto e metti attack tutto intorno alla saldatura che hai fatto, ma poco alla volta. Cospargi con bicarbonato preso a pizzichi e poi soffi o batti per far cadere quello non utilizzato. Meglio fare 3-4 strati sottili, ci si impiega un attimo. Questa vedila come una saldatura ad apporto di materiale, come quella fatta con gli elettrodi. Ovviamente la zona della saldatura e' da carteggiare con dremel o una limetta per chiavi per togliere tutta la parte superflua, ma il risultato e' a prova di qualsiasi sforzo. Anche pezzi piccoli diventano un tutt'uno col resto. Tieni presente che per far asciugare la parte intrappolata nelle superfici (l'attack messa all'inizio) possono passare anche svariati minuti, quindi meglio non esagerare con gli sforzi se non prima di qualche oretta. Ti accorgi che l'attack non e' ancora pronta perche' quando carteggi senti proprio il solvente del cianoacrilato, segno che sta ancora "lavorando". Ci ho unito l'impossibile con questo sistema, non solo stampe 3d. Se la superficie e' ruvida questo e' il miglior modo di legare per sempre qualcosa in maniera veloce.
-
Gestione supporti su CURA
Carsco ha risposto a gregorio56sm nella discussione Software di slicing, firmware e GCode
"Supporto ad albero", scusate. Nelle opzioni avanzate di Cura. -
Retrazione finale su Cura
Carsco ha risposto a akita nella discussione Software di slicing, firmware e GCode
Vorrei provare una estrusione controllata con G1 e una retrazione con G0, che dovrebbe essere alla velocita' massima. Vediamo che ne esce fuori. Ehm, da riga di comando? Da dove? 🙂 Come? Ah si, dalla pagina di controllo su Cura: "Invia codice G" -
Ender 3 Pro - Prime stampe, primi problemi
Carsco ha risposto a VonDomenic nella discussione Problemi generici o di qualità di stampa
Attenzione, non funziona cosi'. Se abiliti l'ironing per tutti gli strati non significa che ogni strato verra' stirato, ma solo ogni (porzione di) strato che non avra' nulla sopra di se'. Se per esempio stampi un cubo non importa come setti l'opzione: fara' la stiratura solo dell'ultimo strato. Se il cubo e' vuoto stirera' l'ultimo strato della base e l'ultimo del tetto. Per il discorso qualita' stiratura con gli ugelli di serie, io ottengo stirature magnifiche con l'ugello 0.4 di serie della Ender Pro. La superficie e' praticamente liscia senza nessuna imperfezione. I miei valori sono: Spaziatura: 0.1 Flusso: 100% Velocita' 20mm/s -
Retrazione finale su Cura
Carsco ha risposto a akita nella discussione Software di slicing, firmware e GCode
Solo con "E-100" a che velocita' fara' la retrazione? Se uno la volesse fare ad alta velocita' quale parametro "F" dovrebbe specificare? Ho notato che tirandolo su molto velocemente si porta via eventuali ostruzioni causate da stampe dettagliate effettuate con tantissime retrazioni. Alla fine scaldo l'ugello a temperatura, lo spingo fuori per almeno mezzo giro e poi lo ritiro di botto. Si stappano tutte cose. Ovviamente lo vorrei fare mentre sta su Home (0,0). -
Pensa che persino quando uso il trapano o uno spruzzatore spray tengo sempre il dito diritto e lontano dal grilletto. 🙂 Le stampe sono in PLA? Capisco che sono grandicelle, ma le lisci un po'? Nozzle sempre 0.4 o ne metti uno piu' grosso? Con cosa unisci le stampe? Sembra la classica miscela attack e bicarbonato.
-
Gestione supporti su CURA
Carsco ha risposto a gregorio56sm nella discussione Software di slicing, firmware e GCode
Io qualche tempo fa ho dovuto stampare una scatola cubica per forza sottosopra, col tetto in alto. Senza supporto sarebbe stato impossibile. Ho usato il supporto conico ed e' venuto uno splendore: molto meno materiale e soprattutto disposto non geometricamente, quindi appena l'ho toccato si e' sfaldato perfettamente restando tutto attaccato alla pinza, in blocco. Quindi, prova anche il supporto conico disabilitando quello classico. Alza anche i gradi a cui deve inziare a usare il supporto: 55-60 sono un buon punto di arrivo. -
-
Quindi niente sollevamento? Foto? Per "ritiro" intendi di tutto il pezzo o solo parte superiore? Se si e' ritirato tutto com'e' che non si e' staccato sollevato?
-
Come e' finita? Mi ricordi che tipo di piatto e adesione usi?
-
Clip Ferma-filamento
Carsco ha risposto a Carsco nella discussione La mia stampante 3D e il mio laboratorio
https://www.thingiverse.com/thing:4369412 https://www.thingiverse.com/thing:4369389 https://www.thingiverse.com/thing:4369581 Se maometto non va alla montagna... ha dimenticato l'autocertificazione. -
Geeetech A20 - Sembra sottoestrusione ma...
Carsco ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Se il solido non ha abbastanza spessore non vedo come possa farti 2 righe invece di una... E' uno spigolo vivo. -
Geeetech A20 - Sembra sottoestrusione ma...
Carsco ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Bof, sembrano complessi uguale. Pero' noto dalla foto che tutta la riga di destra e' venuta male, non solo la finestra. C'entra il motivo che all'esterno, ma non so dirti con precisione cosa accade. Fai la prova che ti dico: ritaglia quel pezzo di solido e lo stampi coi supporti. Almeno risparmi filamento invece di ristamparlo tutto senza sapere se risolverai o no.