Carsco
-
Numero contenuti
1.466 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-
Ma non ti si ammoscia lo Z per i primi layer? E' troppissimo! Cmq fai una prova banale, te lo chiedo di nuovo: vai LEEEEEntissimo solo per provare questo brim e il primo layer (5-7-10 mm/sec). Ci impiegherai un tempo esageratamente lungo, ma vedrai la differenza. Dimezzare e' ancora poco. Rallenta oltre ogni ragionevole limite.
-
E' questo. Fai una prova, non ti costa niente: stampa solo il brim a 7-10mm/sec, ma io andrei ancora piu' lento. Devi dare il tempo al materiale di "rilassarsi" mentre stampa, altrimenti si ritira troppo in fretta e se lo porta via, specialmente se non c'e' niente sotto. Ma togliendo il vetro ti si disallinea? Io tolgo e rimetto il tappetino magnetico senza notare nulla, ma proprio nulla. Secondo me 70 di bed sono pochini, misto al fatto che vai troppo veloce, ma quest'ultima credo sia la causa principale. Io finche' non finisco di stampare i layer di sotto (cioe' tutti le superfici "intere") vado moooolto piano. Sono loro (e le successive pareti) che ti tirano il pezzo. Anche su tutte le altre pareti io andrei pianissimo, accelerando invece col riempimento. Certo che 60mm io non li uso manco per il PLA 🙂
-

piatto magnetico rovinato
Carsco ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
No, White: il piatto e' magnetico ma la riga di acciaio no. Se ruoto la riga smette di aderire. Ottimo, allora. Grazie ancora per la pazienza. -
piatto magnetico rovinato
Carsco ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
C'e' scritto preassemblato... per questo chiedevo a chi lo ha gia' preso 🙂 C'entrano. Io devo tenere la lastra sul bed con lo strato manetico che e' gia' presente. Prova a poggiare la tua lastra di acciaio ruotata di 90°, vedrai che aderira' molto meno. Magari visto che e' grande 30x30 non lo noterai tantissimo, ma il tappetino magnetico se lo ruoti di 90° non riesce piu' a tirarsi il carrello tirando il lembo. Avevo postato un video qualche tempo fa. Anche una mia riga in acciaio armonico aderisce bene in un verso mentre se la ruoto di 90° no. Attenzione: non sottosopra ma ruotata di 90°, sullo stesso lato. Quindi, siccome non ho assolutamente voglia di togliere l'adesivo magnetico originale della Ender (che e' stato posato magnificamente bene e in piano) chiedevo se sotto la pistra di acciaio fosse stato gia' applicato lo strato magnetico oppure no. -
E' pochino 3mm... Di default e' 8mm e io l'ho messo a 15mm con l'ASA! Da dove si solleva? Dall'esterno o dall'interno (cioe' la parte che tocca il pezzo)? La parte che comunque riesci a stampare e' liscia o raggrumata? Se e' raggrumata lo e' in tutta la sua superficie o solo da un lato del brim? Se e' solo da un lato potrebbe essere la bocca dell'ugello ruvida che solleva il filamento appena stampato come una zappa. L'ASA solidifica immediatamente e questo mi ha costretto a lucidare proprio la bocca dell'ugello che lascia segni in un verso mentre nell'altro era perfetto. La distanza dal bed con ASA/PET e materiali rognosi e' fondamentale: se stampi bene col PLA in un range di 4decimi, con ASA/PET purtroppo non e' cosi' (ma questo me lo insegni proprio tu). Se abortisce tutto (ti auguro di no), voui fare una prova stampando solo il primo layer a 5mm/sec, nonostante ci potra' impiegare un'ora solo per quello? Tienici informati: fa piacere condividere esperienze su questo argomento rognoso. Personalmente, senza shield, ho avuto buona adesione con 80° di bed e 5-7mm/sec con 15mm di brim. Quello che avviene dopo 7-10mm di Z e' chiaramente in funzione della forma del pezzo, e la tua mattonella stampata "di spigolo" credo che mettera' a dura prova la tua pazienza.
-
piatto magnetico rovinato
Carsco ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
Quella "di serie" col kit 3 pezzi su Ali (Two trees) di cui sopra quanto regge? Considerando che piu' di 110 la mia Ender 3 Pro non fa. Quella Energetic di cui parli, adesso e' "quotata" 140° 🙂 Ma davvero viene fornita di PEI gia' applicato e non devo metterlo io? La differenza fra i due kit 235x235 e' di 1 euro scarso. Mi sorge un altro dubbio, forse piu' grande: se il tutto e' preassemblato, lo sara' anche la base magnetica che a me non serve. In realta', potrei fregarmene ma se e' stata incollata ruotata di 90° non aderira' bene a quello gia' presnte sul bed termico (prova gia' fatta). Il primo tappetino magnetico che mi e' arrivato (non originale) era appunto con la base ruotata di 90° rispetto al mio e aderiva solo con la linguetta girata nel verso sbagliato che impedisce il movimento, mentre in quello "canonico" quasi non aderiva affatto. Sto guardando che anche quelli Two Trees menzionano il "preapplicato" ma non si capisce se e' riferito al PEI o al magnetico. Prima di comprare quindi ho bisogno di maggiorni informazioni... Anche perche', leggendo le recensioni sia dell'uno che dell'altro store, c'e' gente che ha avuto problemi gravi col PEI (bolle, strappi, mancata adesione oltre il PLA, etc). Si teme quindi che quel PEI non sia buono. Io credo che la soluzione migliore sia quella di prendere i pezzi separatamente come hai fatto tu e poi incollarli come ho visto nel video. Almeno uno sceglie il PEI che preferisce... -
piatto magnetico rovinato
Carsco ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
Faccio un'aggiunta, scusate. Molto spesso capita di stampare molti dettagli gia' al primo layer. Per esempio quando si stampa una scritta o un disegno a faccia in giu'. L'ugello in questo caso insiste per molto piu' tempo nella stessa area, spesso nello stesso punto, ritornandoci a distanza di 1 o 2 decimi. Col tappetino originale non ho MAI avuto alcun problema: non ne risente affatto, non si scioglie, non fonde, non rimangono segni, nemmeno se vado lentissimo (e' il caso di ASA al primo strato, per esempio). Col tappetino non originale, piu' sottile, piu' liscio, inferiore in tutto, invece rimangono segni indelebili perche' l'ugello, sebbene stia a 0,2-0.25mm da esso, fa fondere la plastica. Il PEI come si comporta in questo ben preciso caso? E' chiaro che questo caso non comprende quella volta in cui fai "toccare" per errore il tappetino con l'ugello. In questo caso nemmeno il mio resiste, e infatti ho 2-3 "fori" sparsi qui e la', "colpa" di stampe interrotte al primo layer e mia confusione nel ruotare nel verso giusto la manopola Z! -
piatto magnetico rovinato
Carsco ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
Chiaro. Io cmq ho sempre stampato roba in PET/PETG sempre a freddo (tranne i primi layer per l'adesione) e non ho mai avuto warping o altre robe. Ok, provero' a cercare qualcosa di preassemblato come mi consigli. Che spesa che devo tenere a mente, come massimo, prima di lasciar perdere? 15 euro? 20? Intendo per lastra e 2-3 fogli. -
piatto magnetico rovinato
Carsco ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
In camera completamente chiusa, col solo shield stampato oppure chissene? 115 gradi non li raggiungo, ma 110 si'. Quindi il PETG sempre a piatto caldo, anche durante la stampa? Col magnetico lo spegnevo dopo 4-5 layer, o per lo meno lo tenevo a 25° (che e' come spegnerlo, qui da me). Ho notato che aderisce di piu' quando raffredda. Questo mi conferma che il PETG aderisce "troppo" col PEI caldo. E' cosi'? E col TPU? E' una brutta bestia con il magnetico... si attacca da paura. Ti avevo chiesto dello spessore perche' volevo usare sia l'uno che l'altro (magnetico, acciaio armonico) senza rifare la taratura del finecorsa Z. Ma chiaramente non si puo'. Una curiosita': hai mai provato a stampare sull'acciaio armonico "nudo", senza PEI, con sopra i classici sistemi di adesione tipo lacca spray? Beh, non rimane che dove prenderlo... 🙂 con preferenza Amazon. Lo preferirei con la "linguetta" per poterlo tirare, come l'originale magnetico. Grazie ancora. Non ho mai usato in vita mai la lacca e finora col magnetico originale mi sono trovato benissimo, ma vorrei qualcosa di piu' duraturo e piu' adatto per l'ABS/ASA. -
piatto magnetico rovinato
Carsco ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
Entro a gamba tesa, scusate. La discussione sembra invitante e sono nelle stesse condizioni di @giannirusso in quanto dopo centinaia di stampe ho rovinato il centro come un povero fesso (potevo evitare). Non sostituirei mai il tappetino magnetico (originale) della Ender e stavo appunto per decidere se riprenderlo (originale) oppure passare al vetro per poter stampare meglio anche l'ASA e l'ABS con i vari collanti. Ho sottolineato originale perche' ho gia' preso (e restituito) due tappetini venduti come originali ma che non avevano nulla a che spartire con quello che ho ricevuto con la stampante: molto piu' liscio, meno magnetico, molto meno resistente al calore e decisamente inferiore, pur avendo tutti i loghi "Creality" (provenienza Amazon). Non ho mai sentito parlare di PEI e, cercando info, ho trovato questo video: https://youtu.be/68905devmu0 Sembra proprio un'ottima idea e volevo quindi fare qualche domanda specifica, visto che lo usate. Aderirebbe davvero al bed magnetico della Ender, senza mettere altro? Attualmente se poggio una riga di acciaio sul bed si attacca, quindi presumo di si'. Resterebbe davvero perfettamente in piano come un tappetino oppure avrebbe piccoli ringonfiamenti? Anche qui presumo di si'. Il PEI si sostuituisce con facilita' oppure da scollare e' una rogna? Sul serio? Quindi non serve sostituirlo se non si danneggia? Inoltre: attualmente faccio aderire PLA PET PETG e direttamente sul tappetino senza lacche o altro. Sarebbe la stessa cosa anche col PEI oppure va messo sopra qualcosa? Immagino che non va messo nulla. Stampo spesso PETG con temp iniziale 55-60° e poi 25° dopo il secondo layer. Potro' farlo ancora o appena l'acciaio arriva a 25° fa scollare il pezzo? E... l'ASA? Come si comporta? Che spessore ha tutto l'insieme (lastra + foglio)? Insomma, ho solo domande 🙂 Scusate. -
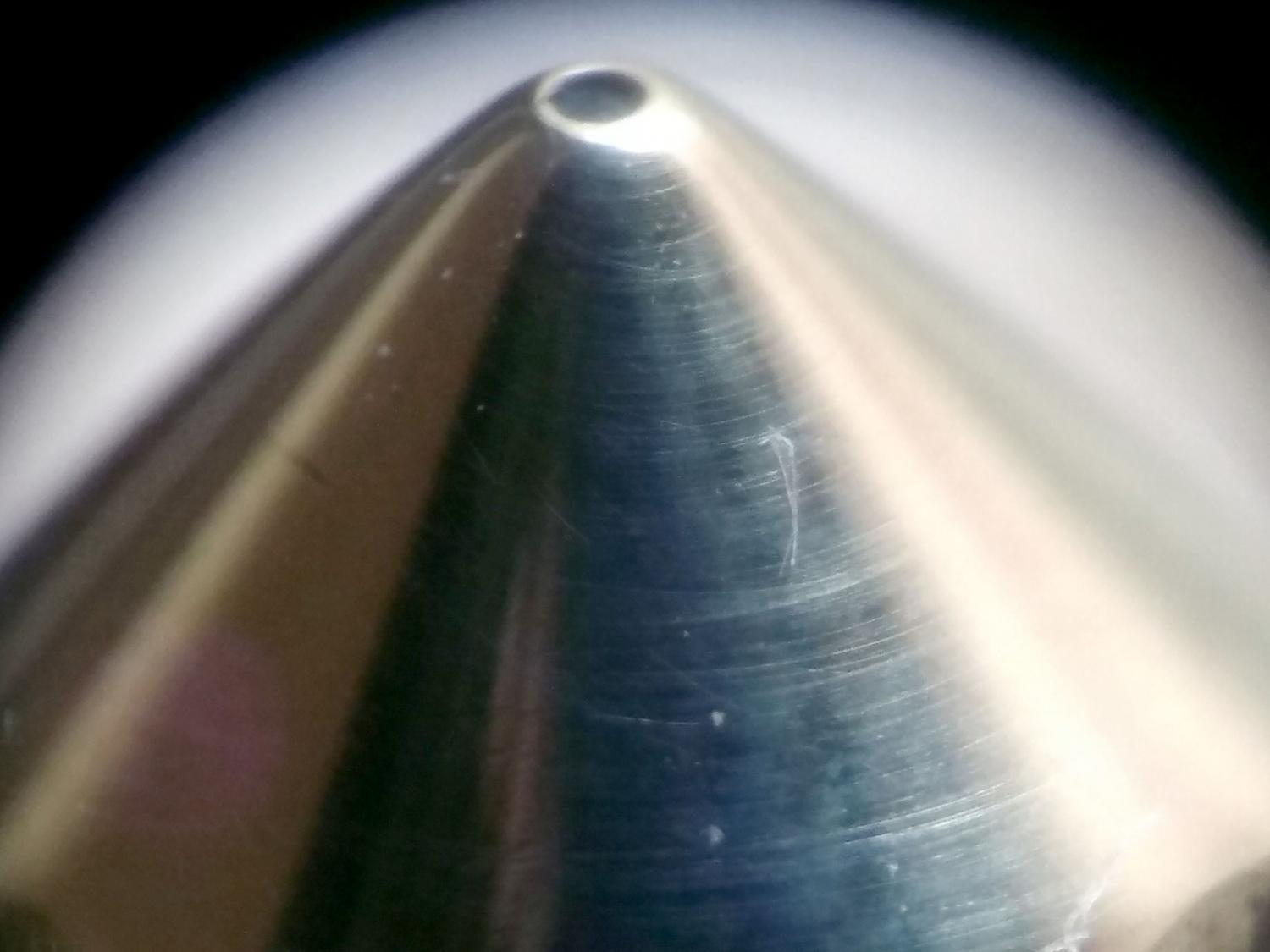
Cavallo goloso... 🙂 Si tratta di una lente per un vecchio proiettore usata al contrario. La uso "ad occhio" ed e' veramente fenomenale per esempio per verificare le saldature o piste o, nel caso delel stampanti, il difetto della colata del filamento. La seconda foto e' fatta col mio cellulare (gia' impastato di suo, non e' buono) insieme a questa lente. Non e' il massimo appunto perche' il cell fa cagare. Si ma qui non parlo di intasamento. Credo anzi di non aver mai intasato pur mischiando di tutto. In questo caso mi lasciava una scia si grumi ripassando nella riga accanto. E comunque anche io "pulisco" l'ugello alla stessa maniera, col fornello del gas, ma non lo porto a incandescenza. Lo gratto con la spazzola di metallo per tirare via i grumi.
-
Risolto White... grazie.
-
ender 3 pro Ender 3 Pro - Problema Manopole regolazione BED
Carsco ha risposto a Drcrunch nella discussione Hardware e componenti
Io usato dei guidamolla per tenerle piu' dritte e farle lavorare bene. Il problema e' che la molla e' molto piu' larga del perno passante. Ora, in archivio mi ritrovo due progetti e non ricordo quale ho stampato. Di sicuro ho risolto definitivamente. http://www.thingiverse.com/thing:3464335 http://www.thingiverse.com/thing:3295578 -
L'ho visto fare sull'asse Z, in cima. Certo, impiega 2 minuti per arrivarci rispetto a questo 🙂 Pero' se con quello che suggerisci tu devi arrivare a fondo di Y come fai? Si deve studiare il margine con attenzione... cmq o l'uno o l'altro credo sia il sistema migliore e piu' economico.
-
Potreste postare per favore il link della discussione in merito? Grazie ancora. Edit: trovato. Era il topic in cui si parlava della pasta termica.
-
Ultimamente, sebbene l'ugello fosse "perfettamente" pulito, la stampa di materiali duri (ASA e PET) aveva uno strano difetto. A seconda del verso in cui scorreva l'ugello si sollevavano e restavano attaccate ad esso alcune briciole di materiale fuso. Queste briciole a loro volta ne portavano via altre al successivo passaggio formavono un grumo, grumo che veniva via con l'unghia ma che comunque dava fastidio. Per carita', nulla di che, ma capitava dal primo al terzo/quarto layer rovinando, appunto, il brim. Notavo che se la testina andava in un verso non lo faceva. Per esempio, in un brim circolare, lo faceva da un lato mentre dall'altro no. Allora ho guardato con una potente lente e mi sono accorto di micrograffi invisibili anche con una buona vista e una lente normale. Forse c'erano gia'? Forse li ho fatti io smontando e rimontando? Chissa'. Ho fissato l'ugello in un mandrino e dapprima ho carteggiato 10 secondi a 1000, poi a 2000. Ora alla potente lente vedevo solo i "profondi" solchi della 2000 (il che fa capire quanto potente sia la lente usata). La 2000 al tatto e' praticamente carta e basta... Poi ho preso la pasta Iosso che uso per lucidare armi e acciaio in genere e ho dato una veloce passata. Persino i graffi della 2000 sono scomparsi e ora la stampa e' perfetta. Non so se sarebbe bastata la sola 2000, fatto sta che ora e' uno specchio. Non ho voluto insistere, ma con altri 30 secondi sarebbe venuto ancora piu' a specchio di cosi'. Ho dimenticato di fare le foto del prima e del durante, scusate. Per chi volesse cimentarsi, ATTENZIONE: non usate supporti rigidi per levigare ma soltanto le dita. L'ottone e' come il burro. Fate attenzione a seguire il profilo arrotondato che va dal foro al fianco (e' li' che si crea attrito formandosi il grumo). Muovetevi con le dita come se steste pulendo l'ugello, dall'alto verso il basso, non come se steste carteggiando una barra di acciaio. 🙂 La pasta Iosso non e' indispensabile: basta lucidare con un panno e un po' di Sidol, oppure pasta abrasiva per modellismo. Anche un panno di cotone senza nulla andrebbe bene per ammorbidire i solchi della 2000. Sono consapevole che verra' qualcuno a dirmi "perche' non cambi l'ugello con quello in acciaio da 10 euro che ti rende felice". Posso solo rispondere che io 10 euro per un ugello non li spendo e preferisco perdere 2 minuti (di orologio) per questo, a parte che non so se quello di acciaio sia piu' lucido di questo, adesso. Allego foto:

-
Dobbiamo essere REALISTI. Il calore di nozzle e motori non possono tenere la temperatura del pezzo a 70°. Ad ogni inverno passa lo spam dell'aggeggio per scaldare una stanza con 1 candela accesa in un "coccio magico". Lo comprero'.
-
Nessuno dice il contrario, ma mica ci si mette a stampare con tutto chiuso. Poi "cancerogeno" sta a vedere in che percentuali, esposizione etc... Fra l'altro notavo ieri che l'ASA non e' attaccato ne' da trementina ne' da trielina: e' come acqua. Volevo togliere un residuo dal tappetino magnetico ma non c'e' stato verso. Ho dovuto grattarlo via.
-
Il pezzo e' 80x50 circa. Piccolo a bastardo inside, perche' ci sono due piccole "punte" che tendevano a sollevarsi. Devi stampare sul lato 10x180 o sul 10x53? Il tuo pezzo comunque non credo che tu lo possa stampare con i miei sistemi "agricoli", se devi stamparlo di taglio. Comunque: il brim ti si alza dal lato del pezzo (come nella mia foto) o dal bordo esterno? Se lo fa dal bordo esterno significa che non ha aderito affatto. Se lo fa da quello interno significa che le tensioni accumulate dalla base stanno avendo la meglio sul brim e se lo stanno portando via. 70° di bed sono davvero pochini. Col magnetico, con cui sai cosa ho stampato, sotto 75 non riesco a tenerlo giu'. Il primo devi comunque farlo a 80 e MOLTO lentamente. E' la chiave di tutto, proprio di tutto. Tu mi parli di 60 e 40... io nemmeno col PLA li uso 🙂 Il brim (e il primo strato) li stampo a 7-10mm/sec, a volte meno. L'altro giorno solo per il primo strato ho impiegato, dicevo, un'ora completa (a 5mm/sec). Poi salgo gradualmente e dal 10mo layer sono alla "folle" velocita' di 20mm/sec. Dopo 10 layer sicuramente avrai finito di stampare lo strato inferiore (quello che si tira via tutto) e sarai gia' al riempimento. Su Cura c'e' la funzione per salire di velocita' gradualmente. Ho provato a fare il primo strato da 0.35: non sta giu', non c'e' verso. Ho visto che sul magnetico 0.2 va bene, 0.15 va meglio. L'altezza del primo strato e' ostica, MOLTO di piu' del PETG. Un pelo piu' sotto e non lo togli piu' manco con le cannonate, un pelo piu' su e si stacca. Soffre tantissimo la differenza fra i vari lati: il piatto deve essere livellato davvero in piano, oltre che essere alla giusta altezza. Il brim: con 8mm di larghezza ho visto che cede. Con 15 ve ben oltre quello che serve: se lo solleva dall'interno (vedi mia foto) significa che il pezzo ormai si e' deformato comunque, sebbene il brim sia ancora adeso. Ora sono a 10mm di larghezza brim ed e' "buono". Queste le mie prove. 245°, 20mm/sec, 85 bed e 7mm/sec primo strato che gradualmente arriva a 20mm al decimo strato. Semplici impostazioni, ma le gradisce. Il pezzo e' preciso e dettagliato, sebbene la ventola sia spenta. Dovendo infilare un dado a meta' stampa e usando la "pausa" del menu della ender (che spegne piatto e hotend), questa volta ho adottato un altro approccio. Un layer prima dell'evento alzo il bed di 5° cosi' ho qualche secondo dopo la pausa per reimpostare il bed a 85 senza che cali di colpo, e poi mi dedico a infilare il dado. Pero' credo proprio che il tuo pezzo sia una di quelle cose che... boh, non vorrei essere nei tuoi panni. Ti puo' salvare solo la bassissima velocita' iniziale oppure passi al sistema della camera. Edit: dimenticavo... non sono in stanza ma ho la finestra aperta con la tenda davanti. Non mi curo della porta ma nemmeno la spalanco come se non ci fosse un domani (e' a 50cm in direzione del piatto). Entro ed esco dalla stanza quando voglio, per esempio per scrivere questo messaggio o mettere il dado, controllare come va la stampa etc: non gliene frega nulla.
-
Volevo risponde ma preferisco postare una foto del secondo pezzo in stampa che sta venendo ancora meglio. Probabilmente avrai ragione tu e ci vorranno una cabina termica e riscaldata. Io pero' non lo sapevo e ho ottenuto questo senza lacca e senza altri sistemi con una Ender stock. Va bene cosi'. Grazie.
-
Io vorrei capire come diavolo fa un pezzo a rimanere a 60-70° dentro una camera chiusa. Sai quanto sono 70°? Il PLA e il PET si ammosciano come un fiore gia' a 60... Significa che dovremmo smontare tutti i pezzi costruiti per facilitare la stampa, a cominciare dal supporto ventola (ok, la ventola non serve, ma non mi mettero' a smontare mezza testina solo per questo). Del resto, 70° non li mantieni nemmeno se porti il bed a 120°... Mi spiego meglio: un banale bed termico non puo' fisicamente tenere un volume cosi' ampio a 70° senza coibentazione e apporto di altro calore: la dispersione termica e' enorme da tutti i lati, soprattutto il "cielo". Ci vorrebbero doppie pareti e riscaldate per giunta. Ricordiamoci che l'unica fonte di calore e' il bed! Inoltre, INSISTO: non puo' uno spiffero d'aria improvviso (addirittura un alito) abbassare violentamente la temperatura di qualcosa di cosi' grande attaccato ad un bed a 80°. E' proprio contro ogni concetto di "capacita' termica". Cmq, io ho appena dimostrato che basta fare per bene i primi layer facendo rilasciare le tensioni accumulate dagli strati inferiori, non che bisogna per forza stampare un pezzo enorme a 7mm/sec per intero. I fatti parlano, non le dicerie su Youtube. Alla fine invece che 2.30 ore ce ne ho messe 3.20, non e' che abbia raddoppiato i tempi. Inoltre non capisco sempre questo attacco verso cio' che mi riesce e non riesce agli altri. Mi ricorda quando ho detto di stampare perfettamente fin dal primo giorno solo col tappetino magnetico, mentre tutti gli altri mi dicevano che era impossibile perche' dopo 4 stampe non e' piu' magnetico, si deforma, si rompe, si scioglie, e chissa' quante altre ne hanno dette. Poi ho voluto comprarne un altro (il mio e' venuto con la stampante) e mi sono accorto che su Amazon vendono solo quelli fasulli, sottilissimi, magnetici l'80% in meno e molto molto piu' lisci. L'ho restituito. Quindi alla fine chi mi ha detto di non riuscire a fare quello che faccio io tentava di farlo con qualcosa che era un clone dell'originale. Bisogna provare per dire "non si puo' fare". Non basta solo "dirlo". Nessuna polemica, ma sono sarei stanco di essere attaccato pur postando sempre video e foto di cio' che faccio. Se volete stampo il prossimo pezzo in diretta streaming... 🙂
-
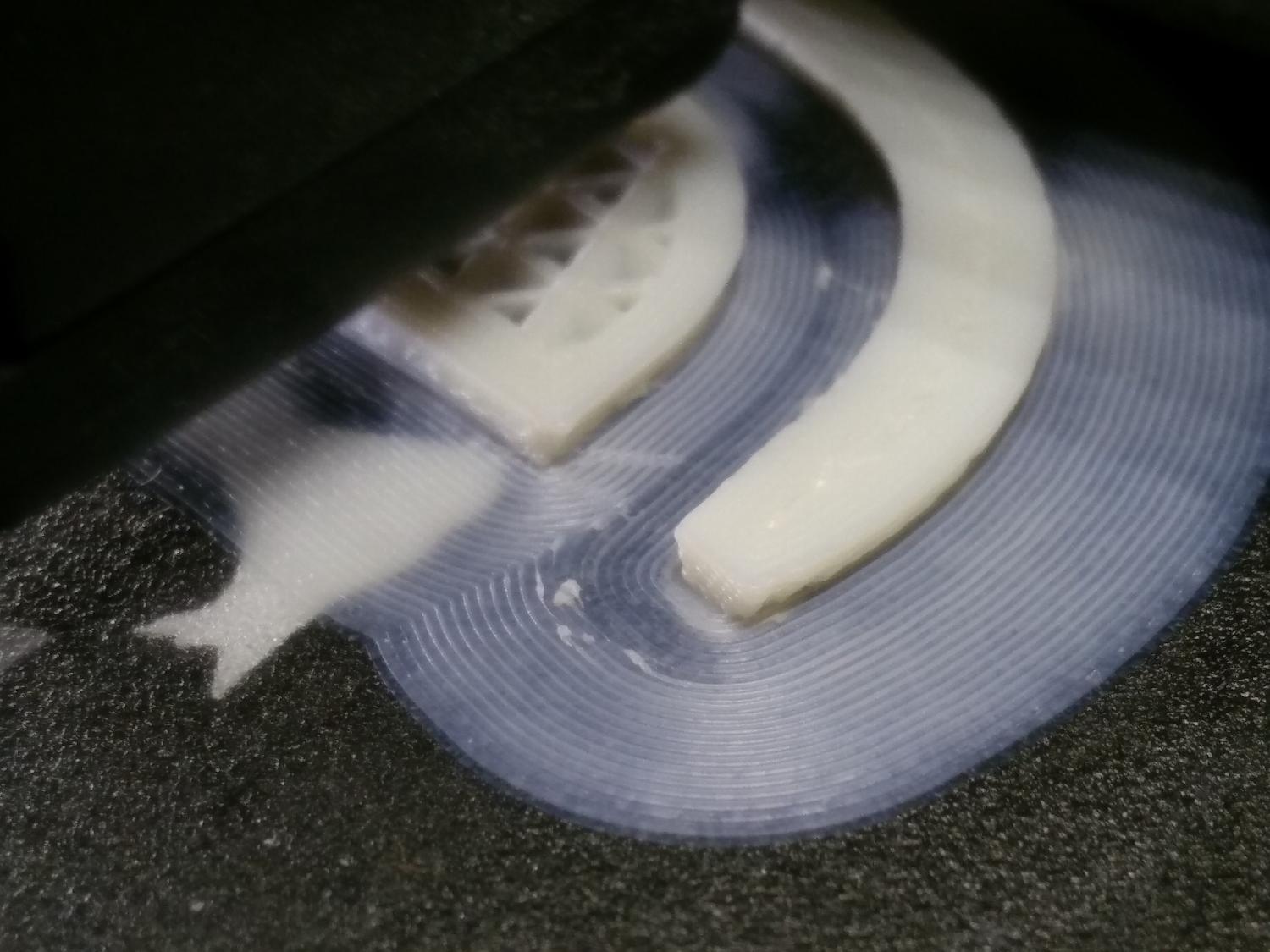
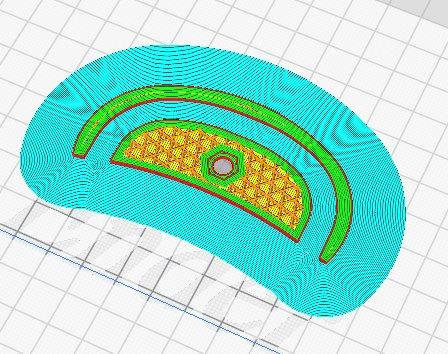
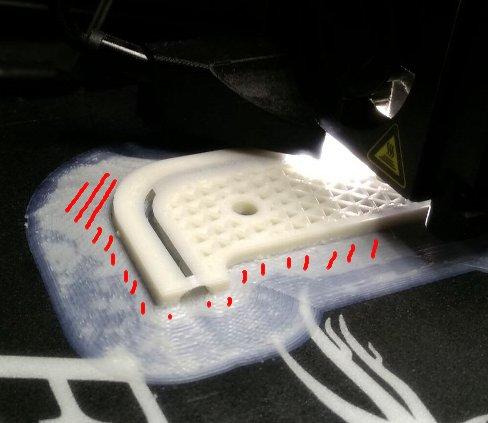
Allora: la mia esperienza continua. Dovendo stampare altri 2 di questi male-benedetti manici di pentola, sto provando a fare variazioni sul tema. Non mi convince per niente il discorso di chiudere la stampante proprio perche' il pezzo avra' comunque zone molto piu' calde (in basso) e zone piu' fredde (in alto) con differenze fino a 40-50° l'una dall'altra. Ho provato a chiuderla con un cubo di compensato e a far stampare senza mai aprire o chiudere porte e finestre. Monitoravo tutto con la camerina. Il pezzo si e' sollevato sempre nel bordo interno (fra pezzo e brim) ma il brim ha resistito nel suo anello piu' esterno. Non so se mi spiego: il bordo del pezzo si e' effettivamente sollevato ma il brim (essendo ben 15mm) e' rimasto incollato al bed nei suoi anelli piu' esterni (diciamo 5-6mm) evitando la completa deformazione del pezzo. Il pezzo e' ostico, lo ammetto, perche' per i primi 4mm (20 strati) e' composto da due pezzi. Eccone una foto: Ecco dove ho verificato il problema: Una deformazione c'e' stata, e' chiaro, ma minima rispetto a quella che avrei avuto se il brim avesse ceduto. Tutto cio' e' stato possibile solo grazie a un brim grande e un primo strato leeeeeeentissimi (7mm/sec) e ventola al minimerrimo solo dopo i primi 4 layer. Il primo strato ha impiegato un'ora. Oggi ho voluto fare un esperimento: primo layer sempre lentissimo ma ventole spente del tutto (sebbene comunque l'aria arriva dal fatto che il pezzo si muove, non dimentichiamolo) e soprattutto porta e finestra aperta. La porta e' vicina (50cm) ma la finestra e' lontana (circa 2 metri). Ovviamente non c'e' corrente ed in casa ho circa 23°. La zona immediatamente sopra la stampante segna 28° (c'e' un termometro apposta). Ebbene, ho superato il ventesimo strato (cioe' quando i due pezzi vengono uniti) e il brim ha resistito perfettamente. La differenza e' stata solo lo spegnimento completo della ventola, sebbene non sia proprio proprio indicato per i dettagli, e porte e finestra stavolta aperti. Non c'e' alcun cedimento, ZERO sollevamento tranne in un piccolissimo punto, ma ormai il tappetino e' veramente vecchio e non e' piu' perfetto. Il tutto ovviamente senza lacca ed a appena 80 gradi. Sono convinto che se facessi layer ancora piu' sottili (0.15 invece di 0.20) le tensioni accumulate si rilascerebbero ancora meglio. Anche una velocita' ancora piu' bassa (diciamo 15-20mm/sec) favorisce il rilascio di tensioni. Sono solo le mie prove, nulla di che, e su un tappetino ormai rovinato che non e' piu' ruvido come una volta. Quindi, PER ME, l'ASA va stampato lentissimissimo nel primo strato (brim e primo strato), poi lentissimo fino a quando termina di stampare tutti gli strati inferiori, poi lento in tutto il resto. Ventola completamente spenta oppure messa in manuale da accendere al minimo al raggiungimento di zone ostiche (ponti, sbalzi, etc). Credo, quindi, che debba essere rallentato il rilascio di tensioni accumulate durante la stampa semplicemente rallentandola o usando layer piu' sottili. E' chiaro che tenendo tutto il pezzo a 80-90° avremmo lo stesso risultato, ma superando i 5-10mm e' praticamente impossibile anche chiudendo la stampante. Capisco perfettamente che cosi' incrementiamo la durata della stampa di un buon 50-70% ma l'ASA o l'ABS sono materiali che dovrebbero essere usati solo per scopi specifici (resistenza al calore e agenti atmosferici) e al di fuori di questo dovrebbero essere evitati a favore per lo meno del PET/PETG. Se non avessi dovuto stampare dei manici di pentola... col fischio che avrei usato l'ASA 🙂
-
Ma alla tua campana di plexiglass dovrai anche trovare un posto bello spazioso mentre un foglio di acetato lo infili dietro un mobile, un letto, una libreria...
-
Secondo me una teca e' improponibile per la maggior parte delle persone, a parte lo sbattimento per tagliarlo e fare i supporti per unirlo, c'e' quello di dove conservarlo. Appena riaprino i negozi giusti devo fare una prova con un rotolo di acetato molto alto, da chiudere a cerchio e mettere intorno alla stampante a mo' di recinto. Quando non serve si apre e si ripone dietro un mobile, oppure si arrotola.
-
Non e' che non ti credo, ma non mi convince. L'imbarcamento e' dovuto al ritiro del pezzo per via del suo raffreddamento repentino. Non e' che imbarca perche' "decide" di farlo. Fin qui siamo d'accordo? Il pezzo che si e' gia' stampato ha una sua capacita' termica non indifferente e non vedo come una folata possa raffreddarlo al punto di farlo imbarcare. Addirittura alitandoci sopra! Fra l'altro tu dici che Ma la tempratura di che? Dell'ambiente di stampa? Perche' la temperatura del pezzo per definizione non e' costante. La parte a contatto col bed e' a 80° circa, e via via va raffreddandosi. Il pezzo non puo' stare a 80° costanti. Si avra' sempre una parte bollente e una parte no, e queste due parti man mano che si stampa vanno allontanandosi fino ad arrivare alla temperatura che c'e' dentro la teca. Magari si arriva a 40-50° dentro la teca. Ed e' questo che chiedo: quant'e' la tempratura nella teca? Non e' che la "folata di vento" abbia una qualche capacita' mistica: semplicemente porta via calore/energia al pezzo facendone scendere la temeperatura, ma dobbiamo capire quanto. Sara' che non mi e' (ancora) successo... Cmq prima o poi mi dovro' attrezzare anche io con 4 pareti e un tetto di plexigass.