Carsco
-
Numero contenuti
1.466 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-

Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
In effetti, con la stampante appena acquistata e tanta voglia di stampare qualcosa, avevo le mie nipotine in casa. Ho chiesto loro di sfogliare Thingiverse per trovare qualcosa di loro gradimento e hanno scelto una piccola ballerina in posa. https://www.thingiverse.com/thing:1819299 Non sapendo come venisse fuori, ne ho voluto stampare una di circa 3cm di altezza. Sono rimasto assolutamente stupito dalla quantita' dei dettagli che sono usciti fuori: la mani e le gambe in particolare... perfetti. E' chiaro, non si vede il vestito, non si vedono le dita... ma ricordiamoci che era alta solo 3cm! Quindi, secondo me... per scendere a 0.2 bisogna valutare bene cosa si vuol ottenere. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
D'altronde, se con lo 0.4 stampi bene... -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
La prova della quantita' di materiale estruso l'hai fatta? Te l'ha chiesto killrob. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Boh, io non capisco come un ugello cinese possa creare tutto questo disagio. L'ugello puo' non avere il foro preciso, ma MatSolo ha provato con settaggi 02, 03, 04... La domanda e': nella serie degli ugelli cinesi (sara' come la mia, 7.99 euro coronavirus incluso) c'e' anche uno 0.4? Se stampi una prova con quell'ugello (0.4 cinese) e i settaggi per nozzle 0.4 la stampa viene bene? Inoltre: hai solo quel filamento? Hai provato un altro filamento con l'ugello 0.2 incriminato? Hai provato QUEL filamento rosa con l'ugello originale 0.4 ender? Risultati? C'e' da ammattire, comunque... pensavo di essere quello messo peggio, qualche mese fa. Questo e' proprio un busillis. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Vero e' anche che mettendo 0.4 si aumenta il flusso... Non ci siamo tolti nessun dubbio se il cubo viene bene. Ma la parete di 0.4 non lascia presagire altro, sebbene ad occhio sembri piu' stretto. Si potrebbe fare una prova con lo spillo in dotazione alla ender, una volta pero' ripulito l'ugello. Lo spillo e' conico, quindi in uno 0.2 sporge un po' di meno inserendolo da dietro (appena provato). -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Io scommetto sullo 0.4 rimarchiato, visto che la parete e' 0.4 e con l'impostazione 0.3 non gli viene ancora bene 🙂 -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Ora si scopre che quello e' uno 0.4 marchiato 0.2... 🙂 Perche' non fai una prova a 0.4, visto che ci sei? Scommettiamo che viene bene? -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
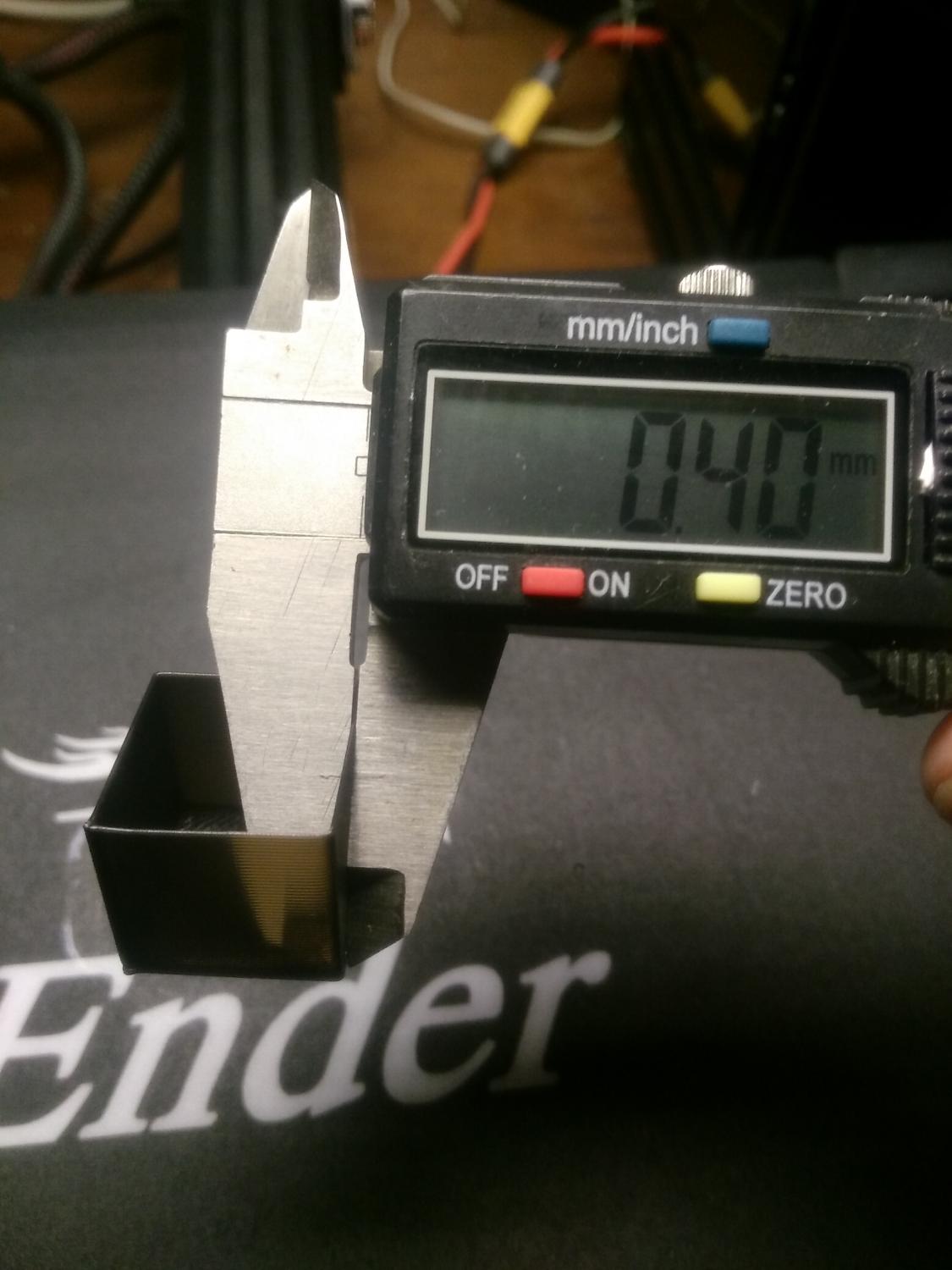
E' pressoche' impossibile leggere il calibro da una foto. Mi incaxxo sempre quando gli amici mi mandano una misura fotografando il calibro invece di dirmi la misura (solo per pigrizia, perche' loro sanno leggerlo). Il problema e' il parallasse: per essere sicuri della corretta lettura si fa "forchetta" inclinando il calibro per essere certi che l'inclinazione con cui lo stiamo leggendo sia quella corretta. Se non si fa questo giochetto si puo' falsare la lettura di 0,5 o 1 decimo. Nella tua foto il calibro sembrerebbe misurare 0.4, ma chi puo' dirlo? Se lo inclini un po' puo' essere che sia 0.35 o 0.30, cosi' come 0.45 o 0.50... Stampare con l'impostazione per un ugello 0.3 mi sembra una "genialata" per vedere se il problema e' proprio nell'ugello piu' grosso che ti crea sottoestrusione per una impostazione da 0.2. Prova.
-
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Incuriosito... ho fatto anche io una prova. Cubo 20x20x20, ugello 0.4, layer 0.4, una sola parete. Con una mano faccio fatica a stringerlo oltre. Se l'avessi fatto di due layer si sarebbe spaccato, con uno soltanto si piega che e' una bellezza. Il layer e' praticamente trasparente... 🙂 Quindi, o posseggo una stampante aliena, o riesco a fare cose aliene 🙂 Ho registrato anche un video... https://streamable.com/aqm9x
-
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Se riesci, prova a staccare gli ultimi layer dal cubo. Essendo gli ultimi, magari sono "sfrangiati" e fanno piu' spessore, falsando la lettura. Non credo che, con quell'adesione, avrai problemi a farlo 🤣 Inoltre, pinza quanto piu' parete puoi col calibro, non fermarti solo al becco. Arriva alla parte piatta della testa. Evita la parte inferiore del cubo che potrebbe soffrire di altri errori di stampa. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
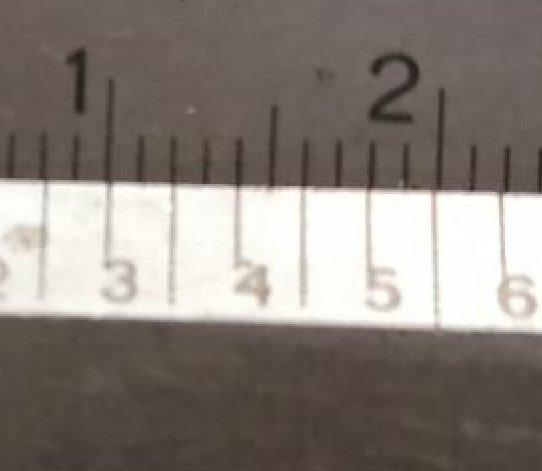
Dovresti misurarla con precisione. Quello e' un calibro ventesimale, ce la fai a leggere i decimali intorno a 0.2? CMQ vedo un sacco di sottoestrusione. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Infatti e' la cosa migliore, come gli dicevo. Ho ripostato comunque il cubo ma e' meglio fare va fatto, cioe' cubo 20x20 e una sola parete senza tetto. Anzi, lo tolgo proprio... non e' quello il modo. Punto. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Modificato. Meglio usare un cubo 20x20x20 e stampare senza tetto, una parete e zero infill. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Non si vede bene ne' il top ne' il bottom... Sono davvero meno di 7 strati come dice Tomto? Ti giuro che faccio fatica a distinguere uno strato completo dal riempimento... 🙂 Che disastro... No, non va bene. Se riesco te lo faccio io Ma in realta' puoi prendere un cubo qualsiasi e stamparlo con nozzle 0.2, una parete, nessun riempimento e senza coperchio. E' ugualissimo. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Dove lo vedi? Anzi, chiedo Mat Solo di farne vedere il risultato. Io vedo un bel coperchio abbastanza spesso. Certo, per farlo dovra' rompere il cubo 🤣🤣🤣 Quei buchi non lasciano dubbi... -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Hai provato a misurare questo cubo prima che si sfogli, per vedere se l'altezza corrisponde e non ci sia qualche intoppo sull'asse Z? -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
beh, 0.12 x 7 strati fa 0.84. E' giusto. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Vuoi tagliare la testa al topo? Una volta ho avuto un casin0 con Cura, non ne venivo a capo nemmeno resettando tutto. Ho dovuto disinstallare Cura, togliere tutto quello che lascia e reinstallarlo. C:\Users\nomeutente\AppData\Local\cura C:\Users\nomeutente\AppData\Roaming\cura Oppure installalo su un altro PC, magari un notebook, e stampa la stessa cosa con gli stessi valori. Ti togli un pensiero. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Mi fai vedere, per favore, quali parametri hai usato? I principali possono bastare. Io vedo solo due pareti... pochine per stampare con lo 0.2, come ti hanno detto. Inoltre, che materiale? PLA? Temperature? -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Provato anche con l'altro di scorta, che avra' si e no 2 ore di utilizzo. Fidati: si puo' stampare 0.4 con 0.4. Ho anche una serie cinese da 0.1 a 1mm e ne ho usato lo 0.4: si stampa tranquillamente con layer di 0.4. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
E' quello originale della Ender 3 pro. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Si', e' cosi'. Pero' resetta tutto il resto. Il flusso al 70% e' la causa di tutto. Non metterlo al 100%: resetta tutto! Magari c'e' qualcos'altro che hai toccato e non ricordi. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Io ho consigliato di resettare le impostazioni ma vedo che non e' stato fatto. Ripeto: vai su cura, torna in modalita' Wizard (la piu semplice, quella dove puoi impostare solo ugello, layer e riempimento) e stampa la benchy con layer da 0.12 e ugello 0.2. Vedrai che verra' benissimo. Poi trasla questi valori sui valori personalizzati e se vuoi imposti numero pareti etc... ma non toccare cio' che prima non hai compreso bene. Ma non ne capisco il motivo... Allora se stampi con lo 0.6 che fai, metti 130%? Appurato che hai impostato davvero 0.2, resetta tutto e stampa con i valori di default. -
Problemi di fragilità
Carsco ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Vorrei andare un po' controcorrente, pero' coi fatti. Io ho sempre stampato con nozzle da 0.4 e layer di 0.4. Lo faccio sempre, se si tratta di bozze, perche' mi scoccia aspettare il doppio del tempo solo per vedere come viene. Ovviamente devono esserci almeno 3 pareti e mi assicuro che non ci siano pareti inferiori (ovviamente) a 1.2mm, cioe' 0.4 x3. Non tocco niente altro: flusso etc mai toccati. Ho appena stampato un muro 20x10x 1.2mm. Il muro e' solido, ne' piu' ne' meno se stampato a 0.2. Mi ci devo mettere di impegno per spezzarlo lungo i layer (PLA banalissimo). Considerate che e' soltanto una parete banale, senza tetti ne' incroci ne' altro. Riesco a fare il muro persino con due pareti (solido 20x10x 0.8mm) ma e' chiaramente piu' fragile. FRAGILE, non decomposto. Di sicuro non si sbriciola se lo tocco ma devo proprio piegarlo per spezzarlo. Ottimo per test ma ovviamente con pareti di almeno 0.8mm di spessore. E' chiaro che il minimo sindacale, per stampare con nozzle uguale all'altezza layer, sono 3 pareti. Con nozzle 0.2 quindi il minimo della parete e' 0.6mm per stampare con layer di 0.2. I miei scarsi 2 centesimi.
-
ENDER 3 Filamento spezzato all'interno del tubicino che alimenta l'estrusore
Carsco ha risposto a Mimmo82 nella discussione Problemi generici o di qualità di stampa
Mi viene proprio difficile solo immaginare come il filo sia potuto diventare piu' grosso dentro il tubo. Secondo me e' stato tentato di tirarlo fuori mentre era ancora freddo o non abbastanza sciolto, con la punta a forma di gola o di ugello (quindi piu' grosso). Ma e' un tentativo che va fatto deliberatamente con molta forza. Se e' davvero nel tubo ed e' PLA, basta una soffiata di phon ben diretta sulla parte interessata, fino a rendere piu' pastoso il filamento. Gia' a 70° il PLA diventa pappa. Certo, cambiando tubo e gola si "risolve" lo stesso, ma se l'OP non ha dimestichezza con queste cose (anche io la prima volta ho pasticciato perche' c'era la colla fra tubo e gola) allora...