Carsco
-
Numero contenuti
1.466 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-
Il colorante ha un peso, mica e' etereo... Inoltre credo ce ne voglia veramente una quantita' infima, in ogni caso la densita' rimane pressapoco uguale. E' come dire che il latte pesa X, il caffe' pesa Y, il caffellatte pesa X. Ok, ma questa e' una discrepanza veramente ridicola (e ci sta tutta) rispetto a quella che ho letto, dove la differenza era fra 68g e 103g, cioe' il 50% in piu'! Non mi sembra giusto riportare qui il thread (altro forum) ma al tizio veniva data ragione in quanto al PLA vengono mischiati altri composti per renderlo piu' stampabile. Ammetto, pero', che nessuno ha mai pensato di pesare i filamenti per stabilirne la densita' (o peso specifico).
-
Ho recentemente letto una discussione in cui un utente asseriva di aver stampato lo stesso GCODE con due PLA di due marche diverse e che avrebbe ottenuto due stampe del peso nettamente diverso. E' possibile tutto cio'? Ieri sera per scrupolo ho misurato la densita' dei miei materiali ed e' risultata uguale sia per tipologia (PLA e PETG) che per marca. Dalla pesa ho ottenuto una densita' di circa 1.239g/cm3, straordinariamente uguale sia per PLA (Elegoo, Geetech) che per PETG (Basicfil, Makeasy). L'ABS mi da' 1,027g/cm3, ma non so dire che marca perche' mi e' stato regalato. La mia bilancia ha una precisione di +/- 1mg (in realta' ancora piu' alta, ma fermiamoci al mg). Se lo slicer "ragiona" in volume e poi converte tutto in lunghezze lineari da fornire al motore dell'estrusore come e' possibile che due pezzi stampati con lo stesso GCODE abbiano pesi diversi, pur avendo la stessa identica densita' e naturalmente peso del materiale grezzo? Se entrano 100m di filamento (ed e' sicuro, perche' il motore non perde passi) allora entrano 298g di materiale che finiscono dritti dritti all'ugello da cui usciranno. Fin qui tutti d'accordo? Dove finirebbe il materiale che manca alla pesa dopo la stampa? Evitiamo di parlare di materiali "wood" "fluo" etc... dove sono mischiati altri materiali. Parliamo di normalissimi filamenti con colori comunissimi. Avete mai fatto prove?
-
Secondo me (mai usato vetro) il vetro satinato ti da' quell'aderenza in piu' per usarlo senza lacca, e la possibilita' di far entrare aria durante il distacco. Potrebbe essere una buona soluzione.
-
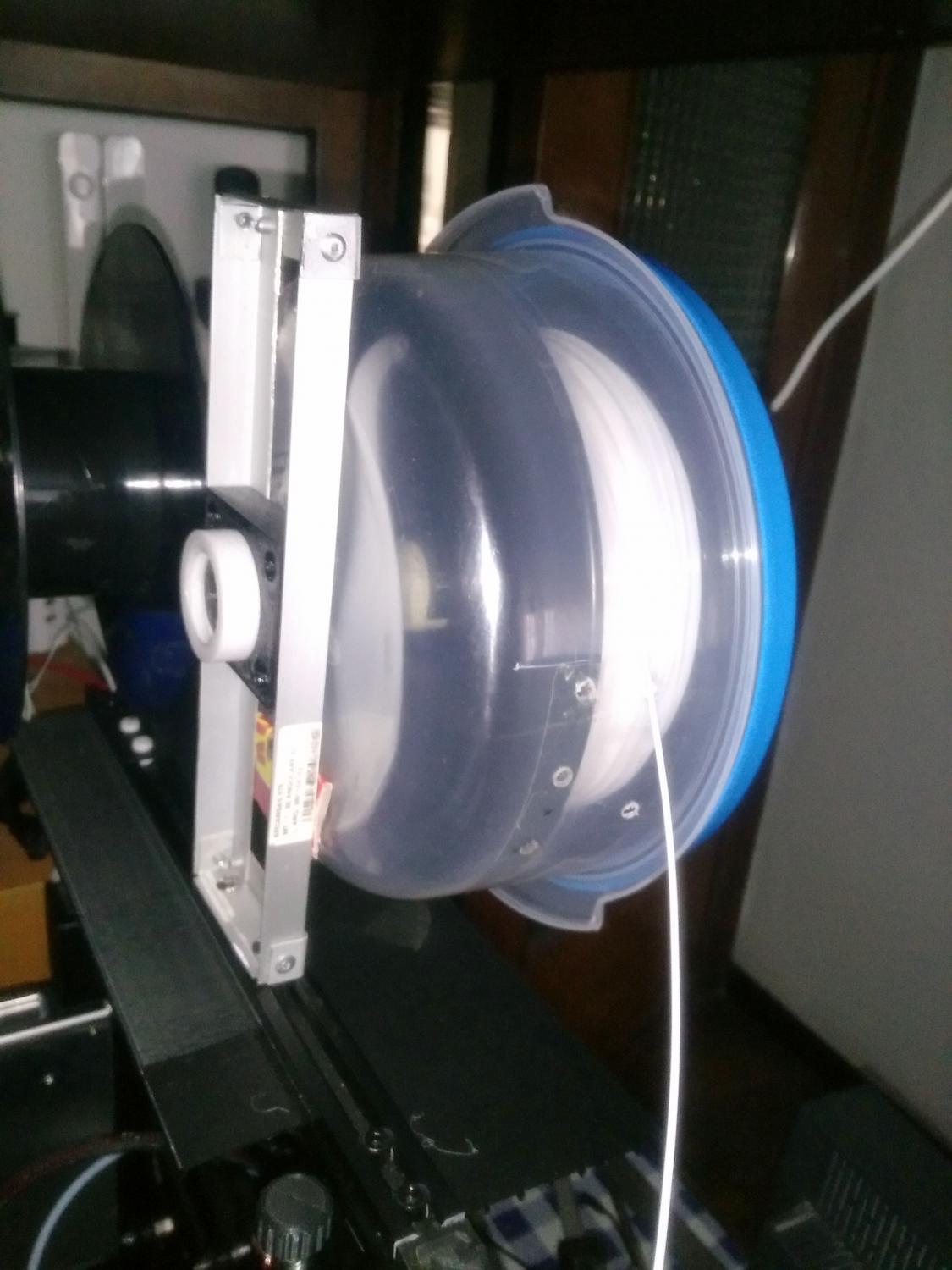
Io mi sono costruito un sistema ermetico per la stampa, in modo da non tenere ore e ore il filamento esposto alla forte umidita' della mia stanza. E' composto da una ciotola per alimenti "quasi" cilindrica e una serie di adattatori per ogni tipo di rulla (il diametro interno delle rulle varia). Ho anche costruito un altro supporto verticale con degli angolari di alluminio rivettati. Avrei potuto usare il supporto originale ma ho preferito conservarlo per usare il filamento nelle stampe "on the go", cioe' roba che dura una mezz'oretta e via senza bisogno di chiuderla nel sarcofago. E' ancora in versione beta (tanti fori tappati, segni di colla a caldo del precedente supporto di prova) ma ora e' perfetto. Ruota ancora meglio che sul supporto originale. L'unico "difetto" e' che il diametro della ciotola e' solo 2cm piu' largo della rulla, quindi se non si costruiscono dei supporti precisi per il tipo di rulla quest'ultima struscera' sul bordo della ciotola. Dovrei trovare delle ciotole poco piu' larghe ma e' un'impresa. In ogni caso, usando sempre lo stesso tipo/marca di filamento, il problema non si pone. Il sistema di aggancio permette alla ciotola di scorrere in alto e in basso semplicemente svitando il dadone bianco, per poter usare un giorno ciotole piu' grandi (a trovarle). Il prossimo step e' quello di ritagliare un pezzo rotondo di PE trasparente (da un'altro contenitore) da incollare su una finestra aperta sul coperchio per poter vedere se e' tutto ok all'interno. Ho preso altre 3 o 4 ciotole perche' sono perfette per conservare le rulle usate piu' spesso, molto piu' semplice dei sacconi ermetici per indumenti. Li' ci tengo i filamenti quasi mai usati. Dimenticavo: 1.2 euro a ciotola 🙂 Meglio di cosi'... E i supporti li ho stampati col PET danneggiato dall'umidita' che mi ha costretto a fare questo supporto! Ora ci stampo un Uroboro sopra! 🙂 🙂

-
Pero', permettimi: perche' prendi un tappetino magnetico per usarlo come una lastra di vetro? Basta sollevarlo, piegarlo e il pezzo salta fuori da solo senza fare forza. Ok, la spatola aiuta, ma credo che una cosa rigida possa "ammaccare" o "bozzare" il piano. Anche una "piega secca" secondo me puo' danneggiare il piano, esattamente come quando si stacca la parte protettiva da una figurina piegando troppo: si lascia il segno sulla figurina. La tecnica giusta e' quella di far staccare da se' il retro.
-

Ender 3 Upgrade 32 Bit + TFT 3.5 Touch
Carsco ha risposto a ulisse41 nella discussione Hardware e componenti
Sarebbe stato bello vedere un pezzo stampato con la scheda originale per fare un paragone... -
Scusa ma davvero volevi stampare a 0.6 con le impostazioni a 0.4? E come ti doveva aderire? 🤭 L'unico problema era quello. Cmq per fortuna hai risolto.
-
Ho la Ender 3 Pro da qualche mese, ricevuta quindi col tappetino magnetico originale. Non ho MAI usato lacche o altri sistemi per far aderire PLA, PET, PETG e ABS. Non saprei proprio come fare se non fosse per questo tappetino. Riesco a stampare torri 10x10mm alte 15cm senza brim o altro, e non si staccano se non quando dico io. E' ancora flessibile, perfettamente, e l'unico danno l'ho creato io per errore essendo sceso troppo con l'ugello caldo: ho lasciato il segno fuso dell'ugello. E' successo perche' mi sono appoggiato involontariamente all'asse mentre stavo cambiando filo, ma a quel tempo l'asse Z scendeva da solo con la forza del pensiero. Ora l'ho sistemato. Per il resto, non e' vero che il PETG lascia segni se lo tiri via a tappeto freddo. Si, e' piu' duro da togliere (ed e' una cosa buona), ma se ci si sa fare e non si stacca il pezzo con la delicatezza di uno scaricatore di porto, non lascia alcun segno. Ho visto gente martellare sul piano di vetro per scollare il pezzo: beh, qui basta molta piu' delicatezza, e si stacca comunque. Solo L'ABS mi ha lasciato il "colore" sul tappeto, ma lo tenevo a 100°. Ignoranze delle prime volte e comunque non stampo piu' ABS. Il TPU e' una mezza rogna perche' aderisce moltissimo: lo stampo quindi con un offset di +0.1mm Aggiungo che, semmai il bed della Ender 3 avesse avvallamenti, col tappetino montato non li ho mai riscontrati pur usando un comparatore centesimale. Forse la gomma adesiva ha compensato questo avvallamento sul bed: e' l'unica mia ipotesi. Un mio amico, invece, ha preso un tappetino magnetico su Amazon per pochi euro, in offerta. Esteticamente uguale, anche nelle scritte, ma gli e' durato pochissimo. Quindi, secondo me, molto fa la qualita' del tappetino e sicuramente in giro ci sono cloni cinesi di bassissima qualita'. Infatti QUANDO si danneggera' o sara' comunque ora di cambiarlo (spero piu' tardi possibile) dovro' capire come distinguere quello originale dal marasma di tappetini in commercio. E' chiaro che se poi lo usi a 100° come ho fatto io allora te lo meriti 🙂 Il massimo che serve e' 55-60° col PETG solo per i primi 3 strati, poi si spegne il piatto perche' non serve piu'.
-
Sono incuriosito dal Bl-Touch per Ender, ma non capisco cosa fa realmente. Stabilisce un offset per l'intera stampa (dubito) oppure un offset per ogni punto in cui tocca? Dubito anche che possa fare una mappa della planarita' del piatto perche' sulla Ender il piatto, che si regola su 4 punti, puo' avere gobbe e avvallamenti. Cosa fa, quindi? Dove posso leggere qualcosa di specifico per Ender, cioe' con quella stupidata di piatto a 4 punti? Grazie
-
Storia di ordinaria disperazione.... :-)
Carsco ha risposto a marcottt nella discussione Nuove idee e progetti
Tornando in topic 🙂 ho avuto un PETG veramente pessimo. Prima ha iniziato a fare bolle, poi a spezzarsi in alcuni punti senza motivo. Poi ha iniziato a incollarsi fra spira e spira, sempre in certi punti. Il risultato e' che era inutilizzabile. Pensavo di srotolarlo e usare le parti che riuscivo a scollare. Man mano che srotolavo la situazione era sempre peggiore, al punto che risciuto solo ad avere UNA spira di materiale continuo. Mi sono ritrovato ad avere quindi decine e decine di spire singole... Mi sono deciso, ho modificato (svasato) il pezzo di ottone che riceve il filo dall'estrusore per evitare intoppi e ho utilizzato il filo... a gettoni 🙂 Praticamente infilavo una spira di filo alla volta, mentre stampava, direttamente nella ruota godronata. Non ne ha fallito uno... perfetto. Quindi, si', si puo' fare anche in corsa, ma a patto che tu abbia svasato bene tutto quello che segue la ruota godronata perche' non puoi permetterti di sbagliare.
-
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Allora, era davvero l'umidita'. Appena tornato in citta' il primo pensiero e' stato quello di ficcare la bobina nel forno. Dopo 4 ore a 65° (ma secondo me bastava meno) e' tornato il PETG splendido che era quando l'ho comprato. Pareti lisce, lucide, senza bolle ne' sovra(o sotto?)estrusioni. inoltre noto che il filamento si spezza con meno facilita'. Notavo infatti che quando riponevo il PETG e infilavo il filamento negli appositi buchi facevo fatica a non farlo spezzare infilandolo nel secondo foro. La piega lo faceva spezzare. Adesso e' perfetto. Il colpevole ero io e stavo buttando via tutta la testina. Scusate per il trambusto. Spero che almeno sia di aiuto ad altra gente. Voglio aggiungere che il filamento che sta SEMPRE montato sulla stampante e' un PLA e non ha preso affatto umidita'. Il PETG, che dicono esserne immune, ha avuto la peggio.
-
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Studiando un poì meglio la situazione, PARE che anche il PETG soffra di umidita'. Ho visto molti video in cui il filamento esce esattamente come nel mio caso. Appena posso lo ficco nel forno a 60°-65° per qualche ora e vediamo che succede. Grazie a tutti, comunque, per avermi spiegato come smontare tutto il blocco e per tutte le info su cosa comprare. -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Tutto chiaro. Quello che non mi e' chiaro e': come era, PRIMA, il mio sistema? Questo e' il pezzo che ho tagliato. In cima c'era una specie di neoprene appiccicoso che usciva dall'alto fra gola e tubo e forse per questo non veniva via. (vedere foto). https://streamable.com/m0y5r C'era un'altra camicia di qualche materiale fra tubo PTFE e gola? C'era una boccola di qualche materiale fra tubo PTFE e nozzle? Non c'era nulla? Ho fatto danno, ok. Come posso ripristinarlo al meglio, per ora? Siccome non ho alcuna intenzione di usare ABS ne' di salire oltre i 240°, va bene se lascio il tubo in teflon che corre lungo la gola e tocca il nozzle? Devo tirarlo un po' su e lasciare un piccolo gap prima del nozzle? Devo ricomprare gola e blocco in alluminio classico? Ho appena finito una temp tower il PLA ed e' perfetta. Attualmente il tubo in teflon tocca il nozzle e il massimo di temp che raggiungo e' 235° per la stampa (poca) di PETG e 240° per il suo primo strato. Il PLA lo stampo a 200.
-
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Video? Che video? Ma quindi come si monta il tubo? Lo devo ritrarre un po' per non farlo toccare? Ma se lo ritraggo non si formera' un pezzo di filamento fuso a forma di boccola tra tubo PTFE e nozzle? -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Si, ci sono riuscito e l'ho accorciato di qualche cm. Ora la punta e' perfetta. Appunto, in teoria: a me esce fuori dal foro del nozzle! Allora mi manca qualcosa? Qualcosa che si e' fuso? -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Sai che non ho capito? Mi stai dicendo che il tubo in PTFE non deve arrivare a toccare l'ugello? Ma non c'e' uno schema, una sezione, uno spaccato di come e' fatto questo benedetto sistema? Attualmente io ho rimontato facendo toccare il tubo PTFE (il tubo bowden che viene dall'estrusore, cosi' ci capiamo) all'ugello. Non si fa cosi'? Mi manca qualcosa? Oppure tra tubo PTFE e ugello c'e' un altro pezzo (che io non ho piu') e questo tubo si deve fermare prima per non toccare l'ugello? Grazie anche a te. -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Finito ora la temp tower per PLA, da 190 a 225. Si comporta esattamente come un PLA per lo stringing e le bolle. BOH? Prima non era cosi', ne ho le prove. Ho persino sciolto con l'accendino un pezzo perfetto fatto con questo materiale per essere sicuro che fosse proprio PETG (non ne ho altri).
-
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
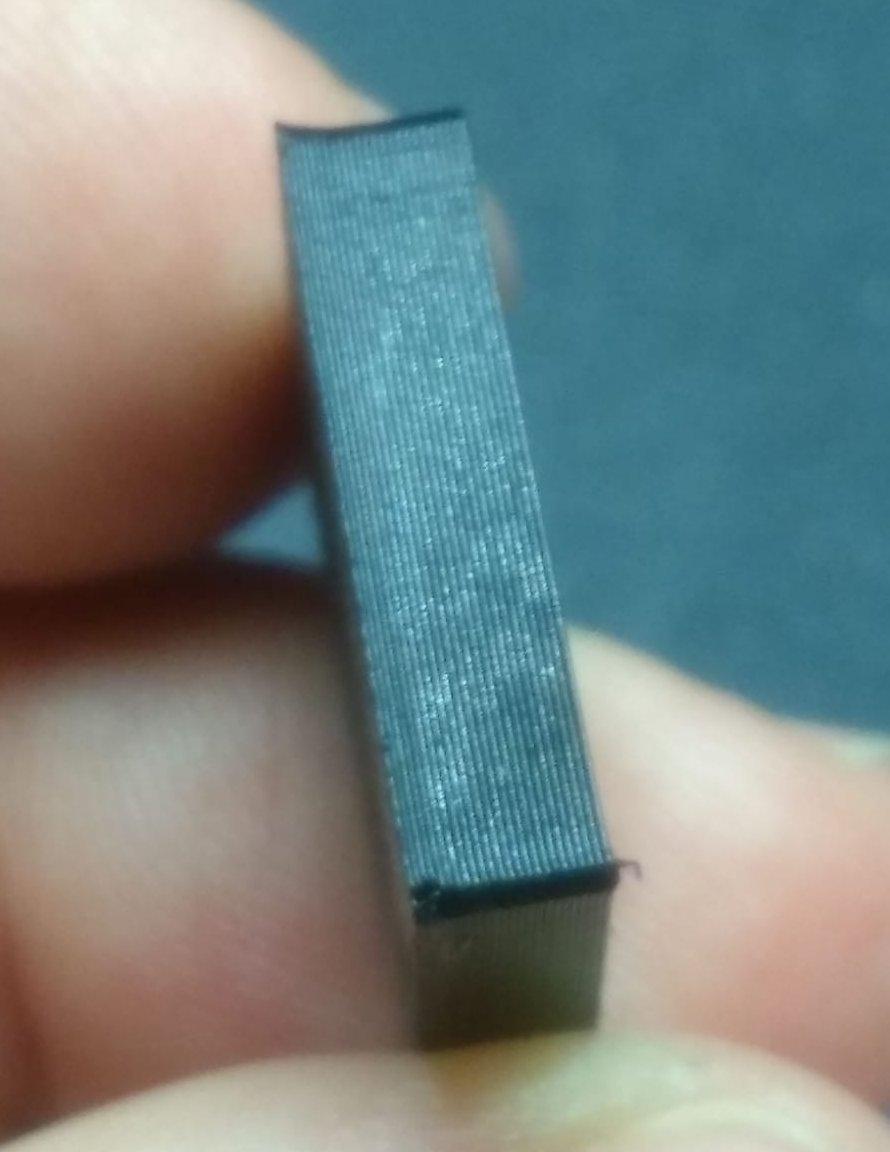
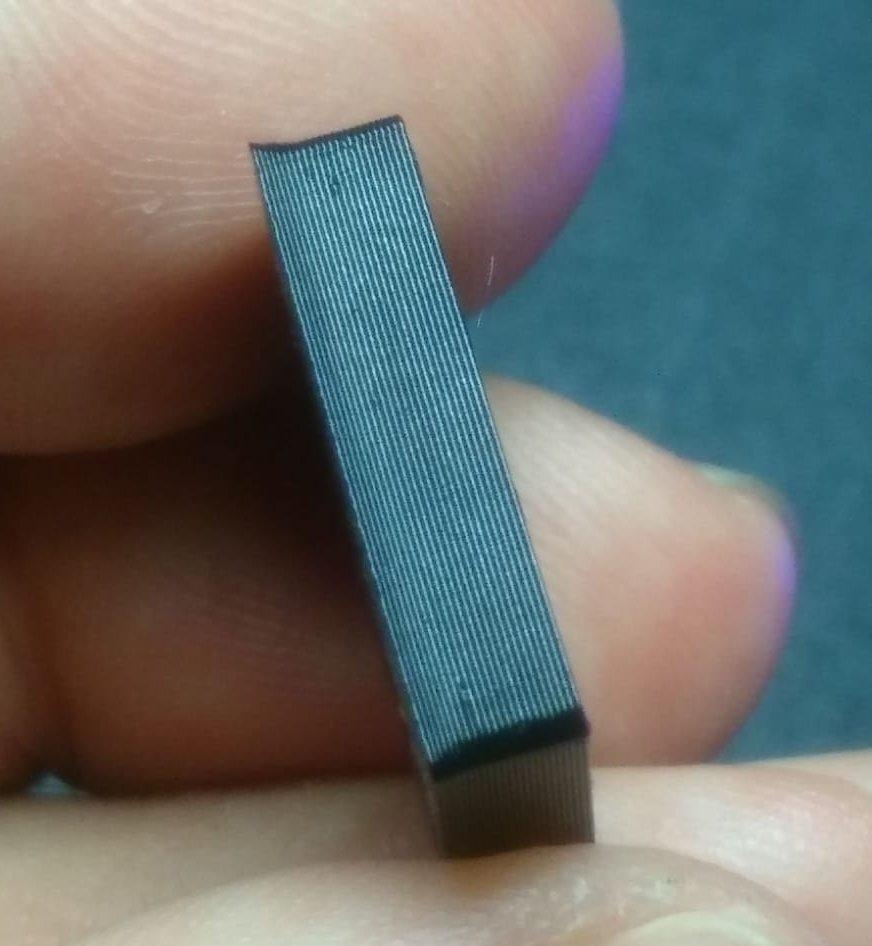
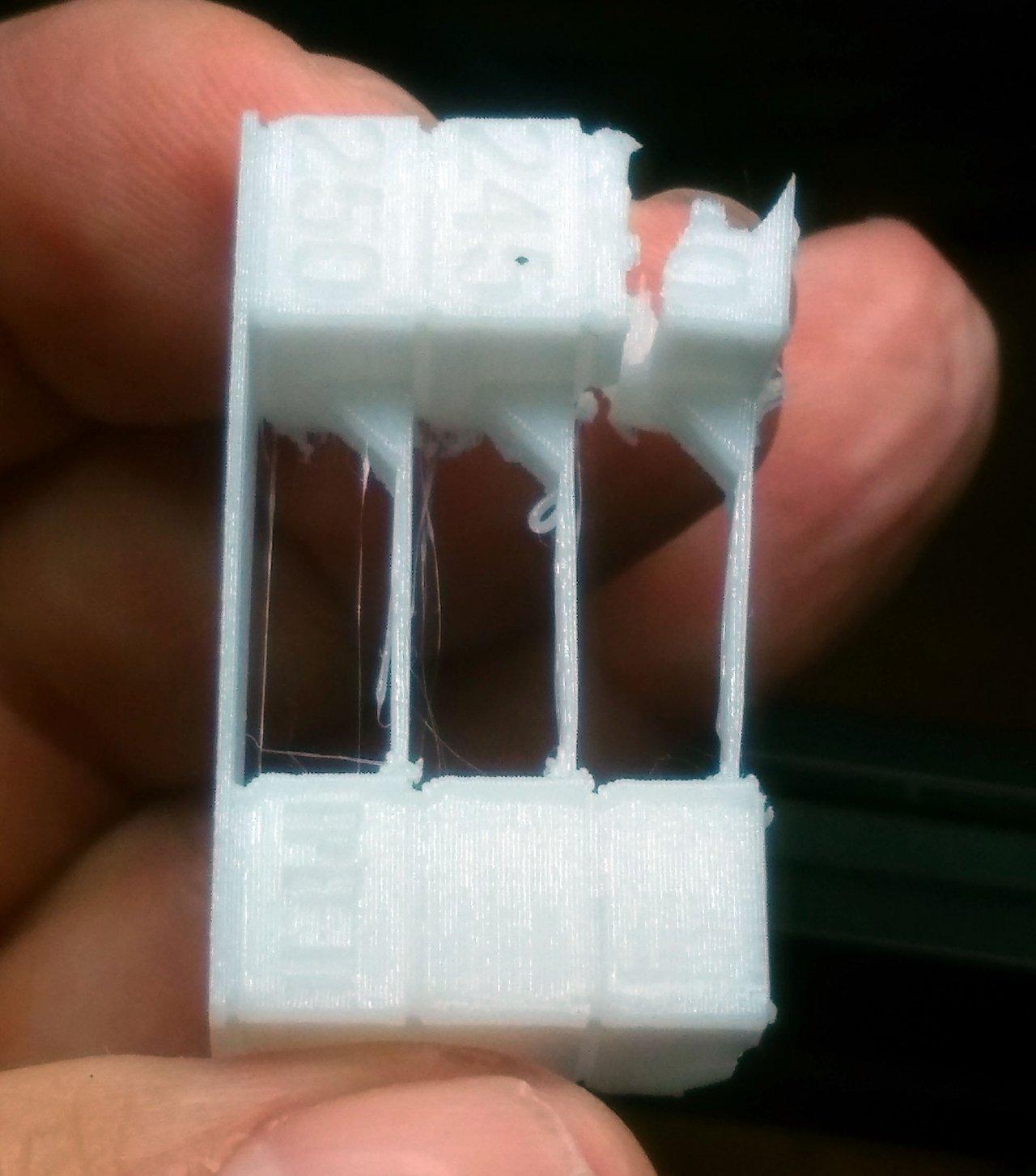
Ragazzi, io intanto vi ringrazio TUTTI per la pazienza nell'aiutare un newbie con poca esperienza, ma proprio sto letteralmente diventando matto. Stamattina mi e' sorto il tarlo di fare (di nuovo) una temp tower di questo PETG Makeasy nero che mi viene fuori con le bolle. I precedenti test (del nero e del bianco) li ho distrutti perche' e' l'unica maniera per trovare la giusta temperatura a cui i cubi fanno piu' resistenza, cioe' si attaccano meglio e hanno una minore delaminazione. Per farla breve, la temp tower del PETG nero la vedete in allegato. E' FOLLE! Ci sono le bolle e filamenti da 250° a 210°!!! Arrivati a 210° smette di fare bolle, il verme diventa cilindrico e non ci sono piu' filamenti. Non solo: anche a 210° il materiale e' resistente meccanicamente come a 235-240... Lo stesso identico GCODE l'ho usato ieri sera per fare la temp tower di quello bianco, ed e' esattamente come ricordavo, col massimo della resa meccanica a 235° e niente bolle fino a 250. A 210° si spezza come un grissino, esattamente come ho scritto in un appunto. Di questo PETG nero ho alcuni pezzi stampati un paio di mesi fa e sono perfetti, e sono sicuro di averli stampati a 235: niente bolle ne' robe strane. Liscio liscio e dimensionalmente buono. Possibile che io stia inseguendo un fantasma ed e' solo il materiale che si e' deperito o, peggio, la bobina contiene materiale con caratteristiche variabili? Mi ero concentrato troppo sul quel materiale da aver perso di vista il fatto che probabilmente il PLA e l'altro PETG bianco veniva stampato male per altri motivi, magari proprio la recente stampa dell'ABS. Dopo la pulizia sembra che vada infatti tutto bene, tranne che con questo PETG Makeasy nero. Ora sto stampanto una temp tower per PLA (da 190 a 235): voglio proprio vedere cosa esce fuori. Roba da pazzi.
-
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Forse non sono stato chiaro io: non sono mai riuscito a svitare la gola dal blocco quadrato. Si muove solamente di qualche grado ma non si svita. Ho afferrato il blocco con la pinza a scatto (ma anche con la morsa) e poi ho afferrato la gola con un'altra pinza a scatto, con ovvia protezione per i graffi. Non si e' mosso di nulla. Ovviamente a freddo. Posso provare a lasciare tutto in ammollo al diluente o trielina per vedere se si scioglie qualcosa, ma ho paura che si danneggi prima che mi arrivino i ricambi. -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Eppure e' perfettamente pulito. Il tubo entra ed esce una meraviglia. Non c'e' nulla dentro. Ho l'impressione che prendendo tutto il ricambio completo spendo soldi senza sapere cosa e' andato storto, anche se 22 euro non sono tantissimi. Riallacciandomi al discorso di Tomto, dove dovrebbe essere questo teflon? Tra tubo e gola? Quindi la gola non e' quella standard? -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
E' data per "Anet A8 A6 Ender 3", anche se il diametro non corrisponde (6>4) e comunque chiaramente non avrei dove avvitarlo. Allora aspetto info precise su cosa comprare. Nel frattempo ho caricato un PLA+ che stampo normalmente a 190° ed e' uscito "strano" ma benino. Niente sottoestrusioni ma strane ondulazioni orizzontali mai viste prima. -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
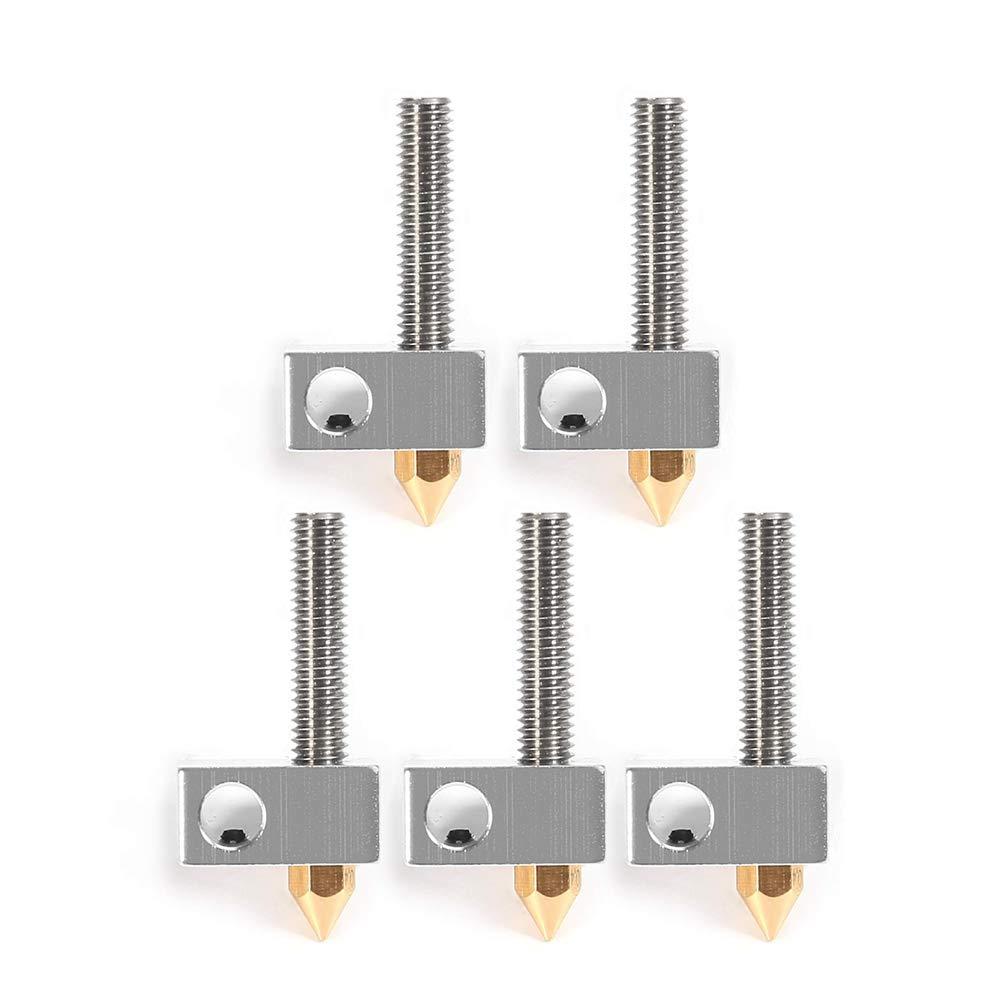
Quindi la "gola" e' il pezzo cilindrico cavo verticale, giusto? Ma perche' non riesco a svitarlo dall'hotend? In questo caso troverei entrambi i pezzi facilmente? Vedo che esitono dei sostituti all-in-one e che hanno la gola (se e' quella che penso io) completamente filettata: non capisco come funziona. Ad ogni modo, visto che devo comrpare tutto il pezzo, mi suggerite un ricambio duraturo? Non credo che stampero' piu' ABS, ma a volte col PETG il primo strato lo stendo a 245° e non vorrei trovarmi di nuovo in queste condizioni. Allego foto di quel che trovo.
-
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
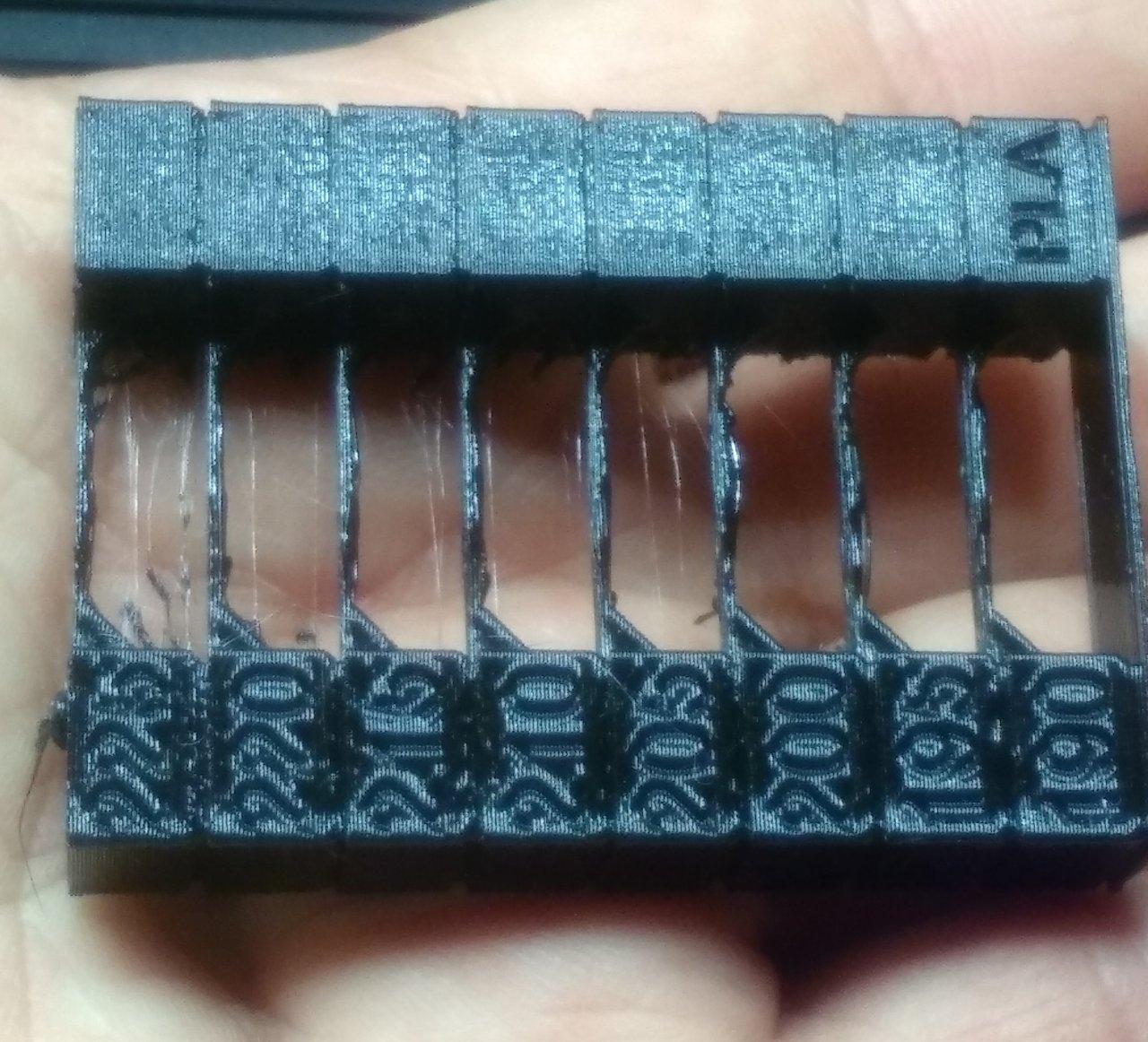
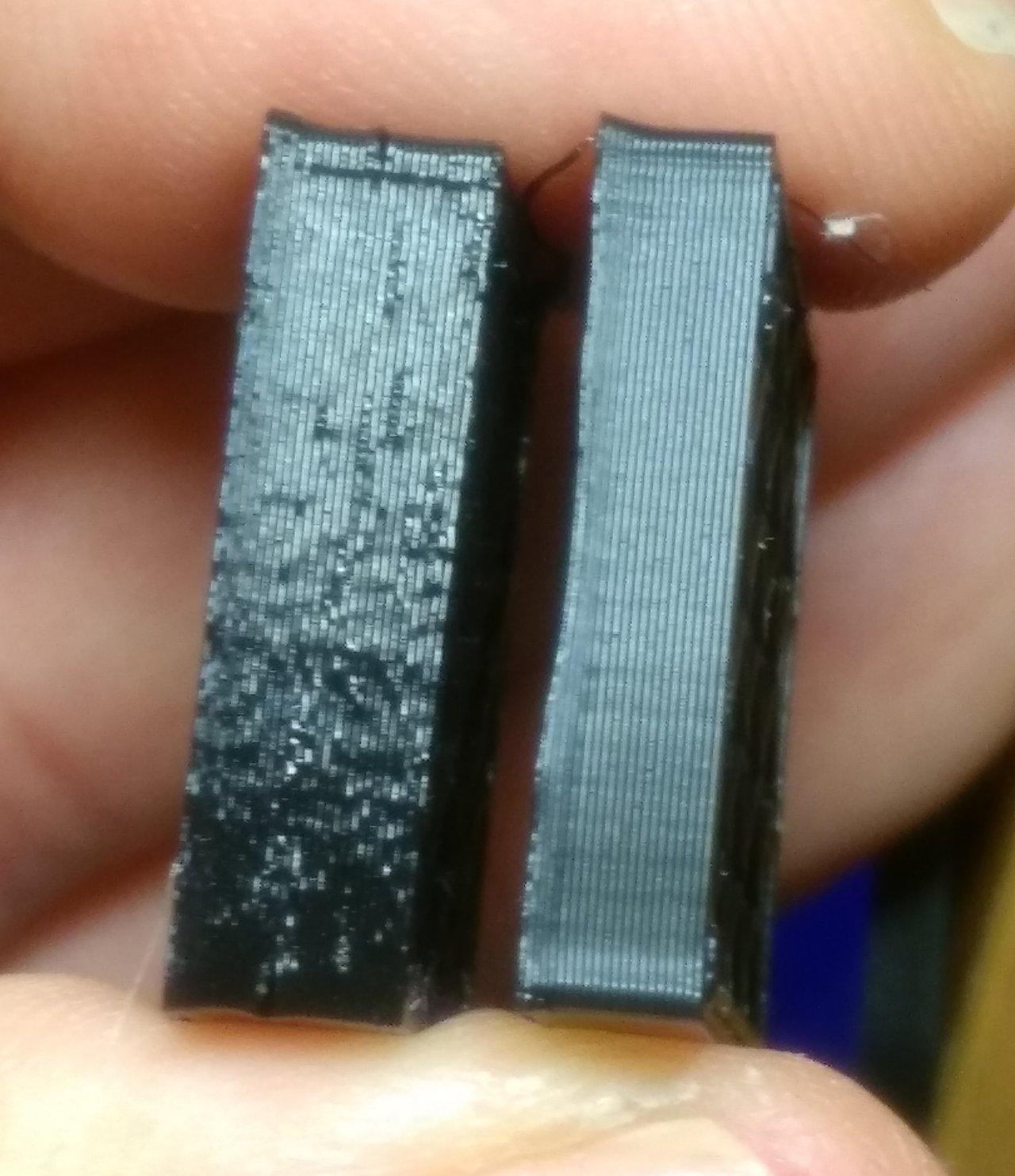
A sinistra il PETG, a destra il PLA, dopo aver rimontato tutto. Ero convinto che fosse un problema dello slicer, e allora ho provato una "vecchia" versione di Cura (4.2.1) ed effettivamente e' uscita la stampa di destra abbastanza buona, per lo meno in linea con le mie solite. Poi ho caricato il PETG ed e' uscita quella di sinistra (ovviamente solo cambiando le temperature, niente altro). Anche l'altra volta improvvisamente, ad un certo layer, la stampa in PLA (lo stesso filamento) si e' completamente degradata. Vedevo proprio una riga mancare e una volta fermata la stampa e tolto il pezzo mi si e' letteralmente spezzato in due nel punto in cui la stampa aveva iniziato a degradare: sottoesterusione pazzesca ma perfetta prima di quel punto. Comincio a pensare che sia un problema meccanico, ma cosa devo controllare?
-
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Si, se cambia MOLTO la dimensione e' chiaro. Ma non posseggo molti filamenti e questi li ho gia' usati e ho ottenuto stampe di qualita' buone e comunque simili. Ad ogni modo, FORSE (lo spero!) ho capito dove sta l'inghippo. Solo che ora ho il cervello che fuma e francamente devo darci un taglio. Fra qualche ora ci ritorno su, ma se e' quel che penso... -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Certo che si, ho tutto standard. E comunque da quando ho il problema non e' cambiato nulla. Chiaro, ma l'ho accorciato. La parte era comunque integra, e comunque la parte che adesso e' a contatto e' ottima, bianca, pulita e liscia. Ma mica puo' fondere e rovinarsi tutto il tubo: e' buono, cilindrico e liscio. Puo' essere un problema dell'ingranaggio del motore di avanzamento? Noto, per esempio, che prima lasciava un segno piu' profondo sul filamento quando lo tiravo fuori. Adesso molto piu' liscio, senza la zigrinatura tipica dello schiacciamento dell'ingranaggio. Questa pressione e' regolabile?