Carsco
-
Numero contenuti
1.466 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-

Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Allora: niente da fare. Rimontato il tutto, ho sempre lo stesso problema: sottoestrusione. Pareti fragilissime (delaminazione) persino col PLA, e soprattutto piene di bolle e disuniformita' del flusso. Che fo'? E' tutto pulito. Fino a prima di usare questo maledetto ABS (magari e' un caso!) avevo pareti lisce e angoli perfettamente squadrati... Noto anche, ma sara' la mia impressione, che devo fare un po' piu' di forza per spingere il filamento manualmente. Se lo spingo a mano, comunque, l'estrusione e' buona, pulita, ed esce fuori un bel cilindro che anche analizzato con la lente non ha alcun difetto. Ho bisogno del vostro aiuto 😞 -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
La parte cilindrica dentro cui scorre il bowden non viene via. Non c'e' alcun grano. Ho provato con i miei attrezzi per la pulizia delle armi e sono riuscito a disostruirlo per bene e renderlo liscio. Sto rimontando il tutto, ma mi dispiace non aver capito perche' non riesco a smontare il tubo metallico (e' questa la "gola"?) Ovviamente ho accorciato un po' il tubo, per togliere il pezzo in cui hanno usato il collante. -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Mortacci di pippo... ho provato a svitare, ma non viene via con un bel po' di forza e chiavi adatte, anche mentre e' tutto caldo. Allora ho rimontato un po' di roba e ho messo il filamento. Quando l'ho spinto (senza ugello) si e' portato via un tappo di materiale che ho prontamente tagliato via. Poi, mentre era ancora caldo, ho tirato per bene il tubo ed e' finalmente venuto via ma era veramente come incollato... maledetti. Ora vediamo il da farsi... Inoltre: siccome il tubo e' ok, mi sembra che che basti pulire un po' la gola e tutto tornera' come prima. Ma come? Il pezzo cilindrico non viene via e vedo roba plastica al suo interno. Magari sono i residui del collante usato da chi ha messo il tubo, magari no. Come fare a pulire se non posso smontare? -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Se questa foto e' attendibile, potrei svitare il pezzo cilindrico, no?
-
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Ma io vorrei capire: il bowden dove termina? A che altezza del tubo di metallo? Quel tubo di metallo si muove un po': e' fissato all'hotend in qualche maniera? Si sgancia da esso? E se il tubo non uscisse perche' c'e' del filamento a mo' di boccola che impedisce? Ora provo a scaldare l'hotend infilando la cartuccia... Certo, una bella situazione, con tutto smontato in mano... -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Sono giunto qui La roba nera sul bowden e' gommosa, non e' solida... forse una specie di collante usato dalla casa, non capisco.
-
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Non riesco a staccare il bowden... non viene via. Ho mollato il dado e l'ho fatto scivolare ben al di sopra dell'hotend ma il tubo e' ficcato in qualcosa di molto duro e non viene via dal dissipatore. Fra l'altro scivola da morire: c'e' un metodo per afferrarlo senza fare danni? -
Bolle nell'estrusione
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
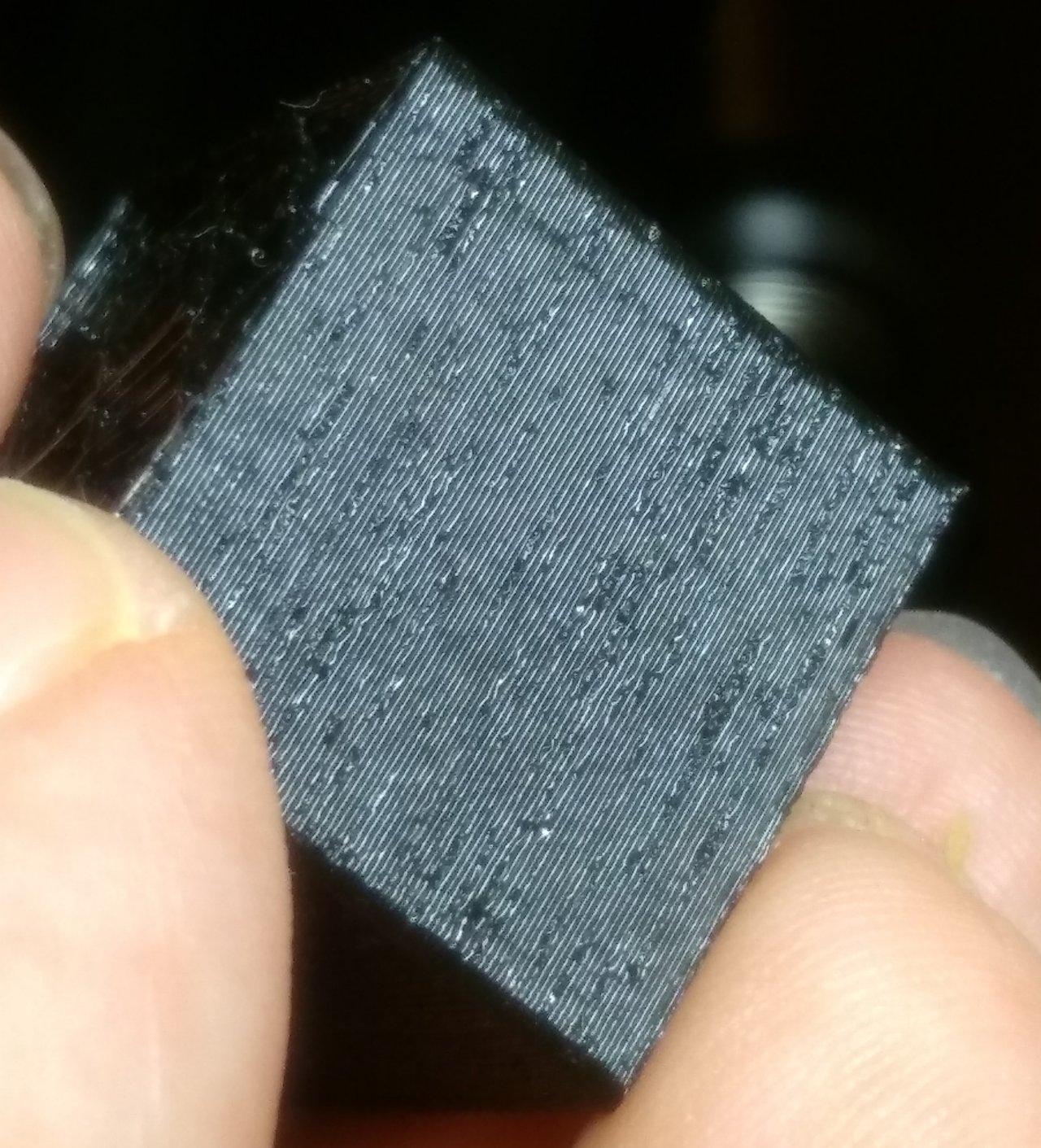
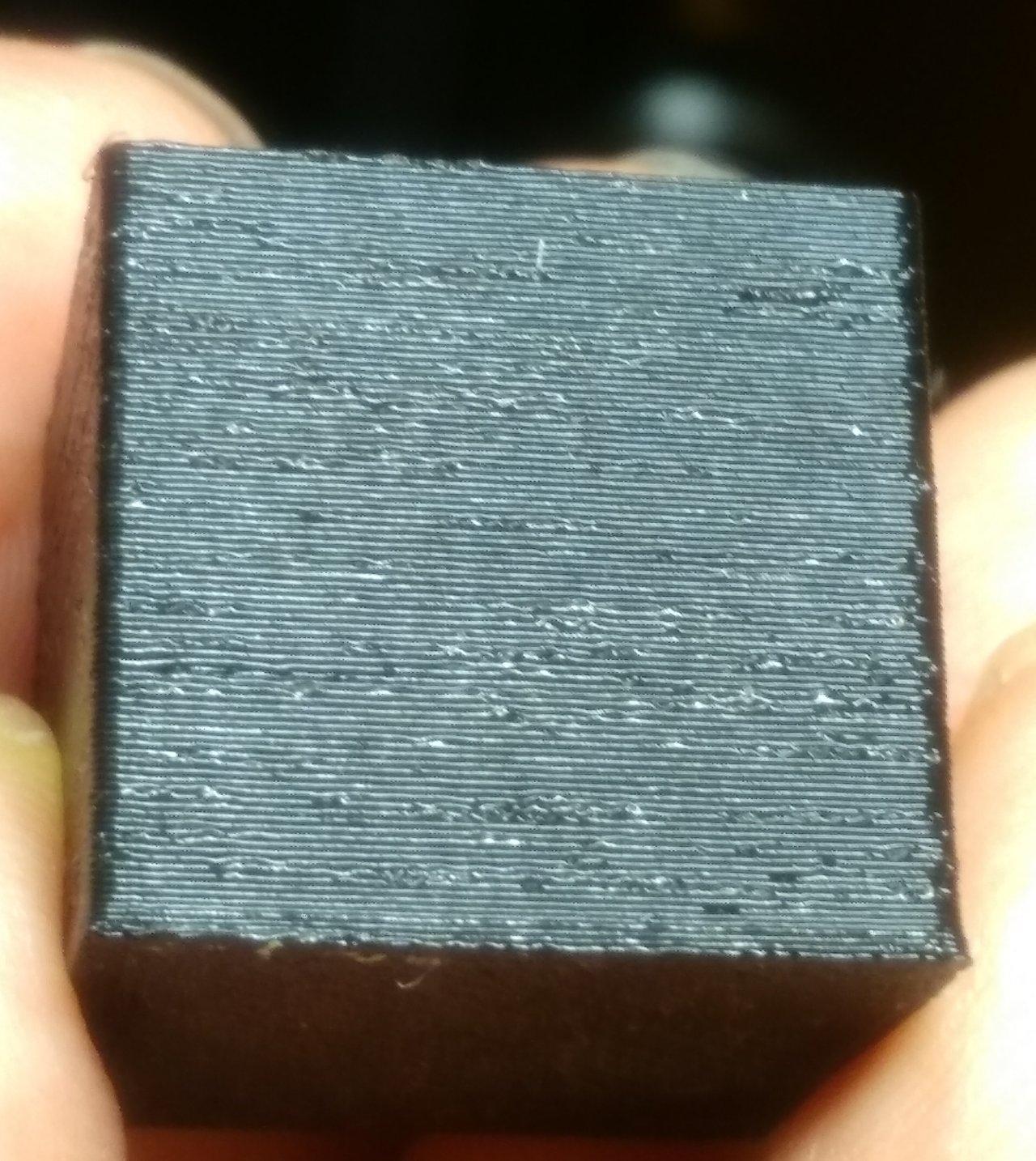
Niente, ragazzi, errata corrige. Anche con questo PETG bianco (uguale al nero) non riesco piu' ad avere una buona estrusione. Il risultato e' lontanissimo dalle foto "fuzzy" del nero: e' liscio, ma spesso e volentieri trovo buchi, pezzi di righe saltate e quindi e' un ovvio problema di sottoestrusione. Fra l'altro c'e' una delaminazione delle pareti che prima non avevo. Lo fa anche con altri filamenti, anche col PLA che in alcuni punti, totalmente random, mi si sbriciola nelle mani. Ho messo un altro ugello nuovo (sempre 0.4) ed e' la stessa cosa. Tutto cio' e' successo dopo aver stampato con dell'ABS per una prova, roba di 2-3 metri di filamento. Ho dovuto estrudere a 260° e forse ho causato qualche danno al bowden. Il problema e' che tempo fa, quando ancora funzionava tutto bene, ho provato a tirarlo fuori dall'hotend ma non ci sono affatto riuscito. Si deve scaldare tutto quanto? Si deve per forza togliere l'ugello? Che forza bisogna fare? Perche' con tutta la buona volonta' io non ci sono riuscito e poi ho desistito per fare fede al famoso detto "se non e' rotto non ci mettere le mani". Ma ora mi sa che sono costretto... Qual e' la procedura corretta per tirare fuori il tubo bowden dall'hotend? Grazie ancora -
Bolle nell'estrusione
Carsco ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ho questo spiacevole problema su Ender 3 Pro. Sto usando un PETG Makeasy nero che ho gia' usato in precedenza, con gli stessi parametri. Le pareti escono strane: il "verme" non e' cilindrico e perfetto ma presenta delle specie di bolle. Il risultato e' come il "rivestimento Fuzzy" di Cura, avete presente? Ho provato di tutto: temperatura, raffreddamenti, flussi... nulla. Eppure avevo in mano precedenti stampe con pareti perfette e lisce, e anche questo e' un dato di fatto. Poi... lampo di genio 🤣: metto un PETG uguale ma bianco. ESCE PERFETTO. Si e' rovinato il filamento nero? Da solo? E' una bobina da 1kg praticamente nuova, ne avro' usato si e no 50 grammi e poi riposta nella busta e conservata, anche se ammetto di averlo lasciato qualche giorno fuori. Anche la bobina bianca e' nuova, usata esattamente come il nero (una Benchy boat e un paio di Temp tower... nulla di che). Vi e' mai successo? Il PETG degrada con l'umidita'? Ovviamente ho provato anche l'ugello (e' nuovo, originale Ender) e ho provato a sfilare e pulire piu' volte senza successo. Ero convinto fosse l'ugello per questo all'inizio non ho provato altro.
-
Centro del piano di stampa con Cura
Carsco ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
Allora, ho parzialmente risolto, ma almeno ho capito. I finecorsa stabiliscono dove inizia il piatto, e da li' si inizia a contare la geometria. Dove finisce lo stabilisce la meccanica. Ora, il problema e' che il piatto e' montato in maniera da non poter avere un offset dal lato opposto al fine corsa, quindi la sua corsa finisce 1cm troppo presto. Non si puo' andare oltre perche' la meccanica lo impedisce. Il problema in realta' e' anche dovuto alla forma della testina che fa sporgere l'ugello asimmetricamente, quindi sebbene la testina sia centrata sul bordo del piatto l'ugello sta 1cm al di qua di questo. Il risultato e' che posso stampare 230mm ma partendo proprio a pelo dal basso, praticamente 1-2mm fuori dal piatto fisico ma ancora dentro quello magnetico. Mi scoccia pero' non utilizzare quel maledetto centimetro in alto. Grazie a tutti per avermi fatto CAPIRE come funziona la faccenda 🙂 -
Centro del piano di stampa con Cura
Carsco ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
Forse hai ragione: appena posso sposto il finecorsa, anche se mi mangero' comunque 10mm di piano dall'altra parte, ma credo che basti compensare inserendo una misura piu' grande. Vedremo. Grazie. -
Centro del piano di stampa con Cura
Carsco ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
Aggiungo: riportando a 220 l'asse Y mi sballa ancora di piu' verso il basso, e dovrei usare un offset di -20 e non di -10. Questo perche' a quanto pare l'origine degli assi e' in basso a sinistra, non in alto a sinistra. Quindi il problema lo avro' sempre, con qualsiasi dimensione di piano io gli dica di usare non potro' usare la prima riga in basso. -
Centro del piano di stampa con Cura
Carsco ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
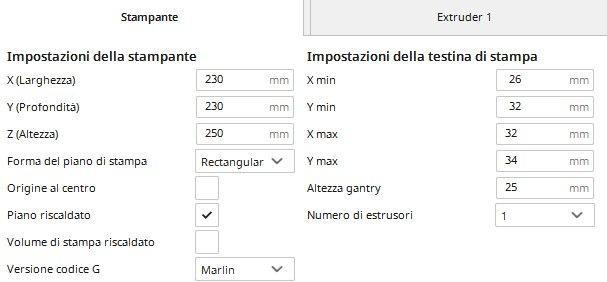
Ho provato anche con le "impostazioni della testina di stampa" e non cambia nulla, qualsiasi valore ci metti dentro. La soluzione e' quella dell'offset dell'estrusore, ma non posso inserire valori negativi. -
Centro del piano di stampa con Cura
Carsco ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
Ma manco lo posso aggiornare, altro che editabile 🙂 E' una Ender PRO 3 e a meno di magheggi (che non so e non voglio fare) ho le mani legate. Sto spippolando su Cura coi settaggi dell'estrusore, magari si risolve da li'. BINGO: il problema e' la forma della testina. Mentre la testina si trova correttamente a (0,0) in realta' il nozzle sta a (0,1) perche' non e' simmetrico e in asse con il supporto. Quindi basterebbe andare su Extruder1 e settare -10mm su Y. Sembrerebbe una storia a lieto fine, se non fosse che non accetta valori negativi! 🤔 La cosa funziona, perche' se metto 100 in quella casella mi stampa effettivamente 10cm piu' in basso, quindi "funziona", ma sono comunque bloccato. -
Centro del piano di stampa con Cura
Carsco ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
Io invece vorrei "risolvere" e "capire" la questione, proprio per non dover fare calcoli inutilmente. Cura ha un bel piano di stampa diviso in quadrati da 1cm e non posso utilizzarlo. -
Centro del piano di stampa con Cura
Carsco ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
Il problema e' che lo spostamento e' gia' di default, anche a 220x220, e solo sull'asse Y (verso di me). La stampante, se settata a 220x220, stampa comunque con 1cm di offset e solo sull'asse Y. Quando ho messo 230x230 ha allargato correttamente X e Y (5mm a destra/alto e 5mm a sinistra/basso) ma adesso vorrebbe stampare fuori dal piatto sull'asse Y pur avendo oltre 1cm in alto. Quindi non posso stampare un pezzo da 23cm per 1cm disopsto in verticale perche' me lo stamperebbe comunque fuori dal piano, e non posso disporre su Cura il pezzo 1cm fuori dal piatto perche' non me lo stamperebbe. Secondo me il problema e' un altro, cioe' sapere da dove inizia a contare la superficie del piatto. Questa e' di sicuro 1cm sballata su un solo asse. Bisognerebbe dare invece di (0,0) uno (0,-1). Ma dove? -
Centro del piano di stampa con Cura
Carsco ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
Quindi se devo stampare 23x23 (X * Y) cosa devo scrivere? La stampante ci riesce, per lo meno lo spazio c'e' eccome. C'e' un offset da poter impostare? -
Centro del piano di stampa con Cura
Carsco ha pubblicato una discussione in Software di slicing, firmware e GCode
Non riesco proprio a capire come impostare il centro del piano di stampa su Cura. Attualmente mi stampa almeno 3cm piu' in basso (cioe' verso di me, sull'asse Y). Come posso correggere tutto questo con Cura e la mia Ender3? E' settata come l'immagine allegata, di default. Ho solo allargato il piano di stampa massimo perche' a volte devo stampare roba larga 23cm e non 22.
-
Codice Gcode per simulare pausa da Ender3
Carsco ha pubblicato una discussione in Software di slicing, firmware e GCode
Ok, ci sono tanti modi per mettere in pausa la stampa da Gcode ma a me serve esattamente quello che si ottiene da menu della mia Ender3. La differenza e' che posso continuare a usare il menu' (ne ho bisogno) per poi ripartire cliccando su resume mentre con M0 e simili appena premo il tasto della stampante questa e' costretta a ripartire. Quindi: esiste un Gcode che simuli la pausa da menu' della Ender? Grazie. -
Quante volte avete preso una misura ma vi serviva solo la meta' del valore? Quanto fa 37/2? E 151/2? Una volta avevo in mente di fare una minicalcolatrice col tasto /2. Ora ho questo: https://streamable.com/epvln Nessuno mi chieda come abbia fatto. 🤣
-
Cura stampa bicolore con cambio filo
Carsco ha risposto a Heda nella discussione Software di slicing, firmware e GCode
Secondo me devi modificare l'STL per avere la cornice dell'ovale un pelo piu' bassa delle figure all'interno. In questa maniera basta fermarsi al layer opportuno, cambiare filo e continuare col nero per stampare gli ultimi strati delle figure. Tornare indietro (facilmente) non si puo'. Il problema del tuo STL e' che la cornice e' piu' alta del disegno centrale, quindi si deve togliere parecchia roba. Te l'ho modificato in modo che il disegno sia 0.2mm (un layer) piu' alto della cornice. Eccolo: Evoluzione.stl -
G code estrusione su asse y prima della stampa
Carsco ha risposto a Giuseppe22 nella discussione Software di slicing, firmware e GCode
Immagino usi Cura. Devi eliminare la stampa dallo start Gcode, ma se non sai cosa fare meglio non toccare nulla. -
Quelli della Ender non pro sono uguali? Era questa la curiosita'.
-
Progettare e vendere
Carsco ha pubblicato una discussione in Servizi di stampa 3D/ Negozi / E-commerce
Avete esperienza di progettazioni di "cose" da mettere poi in vendita? Una specie di Pinshape ma piu' diffuso e con meno ritorno economico. Mi piacerebbe offrire, se cosi' si puo' dire, alcune mie creazioni ad un prezzo popolarissimo di 50 centesimi, tanto per recuperare il tempo speso e il materiale usato per le prove. Su Thingiverse sarebbe possibile chiedere (senza obbligo, sia chiaro) un obolo? Parliamo di 25-50 centesimi, non di piu', e solo per chi volesse darli. Altri metodi? Esperienze? -
Salve. Avete contezza su quali driver siano montati sulla Ender 3 PRO? Ho notato che fa molto meno rumore della Ender 3. Non posso comunque smontare la scheda e guardare perche' sono sotto i dissipatori, ecco perche' chiedo a chi ne abbia "certezza". Grazie.