Carsco
-
Numero contenuti
1.466 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-

Stampa nel vuoto all'interno del modello 3d
Carsco ha risposto a Drvo nella discussione Problemi generici o di qualità di stampa
☝️☝️☝️☝️ -
Piano in Pei e problemi di adesione
Carsco ha risposto a harem68 nella discussione Problemi generici o di qualità di stampa
La colpa e' di @Killrob che mi ci ha buttato dentro. 🙂 Contento te... -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
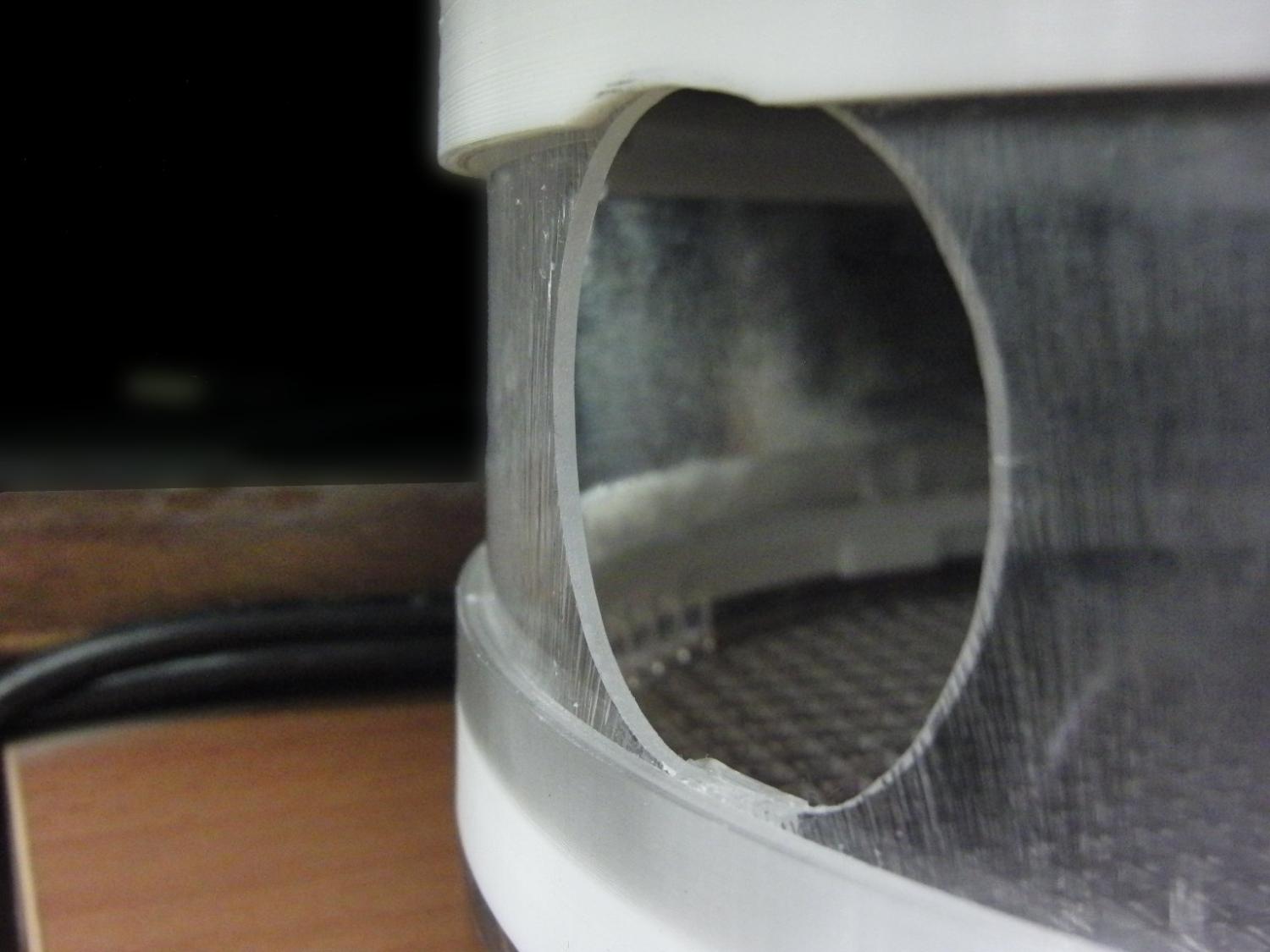
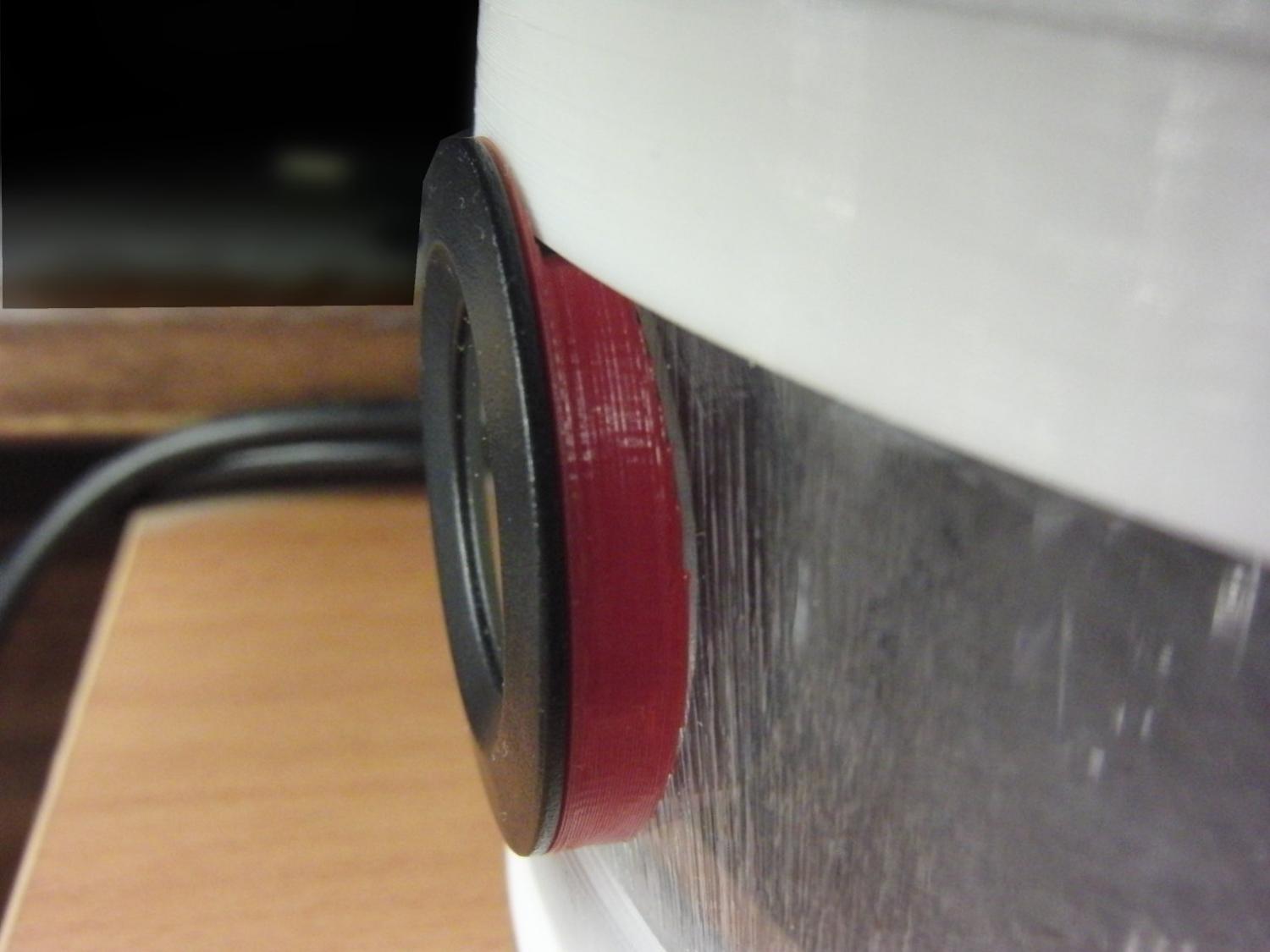
Proseguiamo... Ho preferito mettere un altro termometro sulla parete per tenere sotto controllo la (quasi) vera temperatura che c'e' nei pressi del filamento. Siccome i bordi sono cilindrici mentre il termometro e' piatto, la faccenda e' risultata complicata. Se e' porno, tolgo 🙂
-
Piano in Pei e problemi di adesione
Carsco ha risposto a harem68 nella discussione Problemi generici o di qualità di stampa
Ma tu leggi quello che scrivo? Capisco che sono prolisso... ma almeno dagliela una scorsa al messaggio. -
Piano in Pei e problemi di adesione
Carsco ha risposto a harem68 nella discussione Problemi generici o di qualità di stampa
A che pro usare la lacca sul PEI? A sto punto stampi sull'acciaio nudo! (dall'altro lato). Secondo me sbagli approccio. Cmq la lacca va via con acqua e sapone, credo, e puoi fare lo stesso col PEI visto che comunque se si graffia e' pure meglio. Ma butta via la lacca ed evolviti pure tu! 🙂 -
Piano in Pei e problemi di adesione
Carsco ha risposto a harem68 nella discussione Problemi generici o di qualità di stampa
Perche' usano ettolitri di lacca. Io non ne ho MAI usato e mi farebbe ribrezzo la cosa, visto che ho la stampante sulla scrivania a 10cm dal PC e da una montagna di altre apparecchiature. -
Stampa nel vuoto all'interno del modello 3d
Carsco ha risposto a Drvo nella discussione Problemi generici o di qualità di stampa
Se non posti le foto viene difficile seguirti. Ma non sono "nel vuoto". Sono nel riempimento. Se usi un riempimento di 10% e' chiaro che il filamento cade dentro. Pero' con opportune velocita' e ventilazioni si riescono a coprire tranquillamente i riquadri di un riempimento a griglia del 10%. Puoi usare quello a "linee" che e' piu' fitto (ma piu' fragile). Oppure puoi iniziare ad usare Cura in maniera piu' avanzata, creando dei "blocchi" da poter essere posizionati nei punti strategici ed essere stampati come riempimento al 100%. -
Stampa nel vuoto all'interno del modello 3d
Carsco ha risposto a Drvo nella discussione Problemi generici o di qualità di stampa
Questi non sono errori, ma e' normale che uno "strato superiore" si poggi su un riempimento, e se il riempimento e' basso (tipo 15-20%) allora il primo strato poggia in quella maniera. Ci pensaranno i successivi strati a colmare le lacune. Il vero problema e' che quei modelli di solito non sono adatti alla stampa 3D e hanno dei particoli all'interno che mai si potrebbero notare a stampa ultimata. Per esempio tempo fa ho stampato una bellissima testa ma che aveva disegnata anche la cavita' della bocca e addirittura della gola, oltre alle cavita' nasali. Sicuramente proveniva da un ottimo rendering 3D ma totalmente inutile per la stampa. La parte interna della testa avrebbe potuto benissimo essere "piena" in modo che il riempimento sarebbe potuto essere usato come tale. Nel tuo caso, il primo problema che fai notare e' un non-problema. Ti crea solo un rallentamento della stampa perche' la stampante invece di fare solo riempimento deve stampare altro. Nella successiva parte hai anche qui un non-problema, come detto in precedenza. Avrai impostato almeno 3-4 top layer e quindi anche se il primo sembra essere buttato giu' a casaccio gia' dal secondo le cose migliorano, specialmente con una buona ventilazione. Inoltre lo vedi asimmetrico perche' e' dovuto al fatto che la statua non e' simmetrica. Se ci ragioni 2 minuti ci arrivi. Usare infill al 100% in una statua di quelle dimensioni e' uno spreco di tempo e filamento che non ti dara' un risultato migliore di un infill del 20%. -
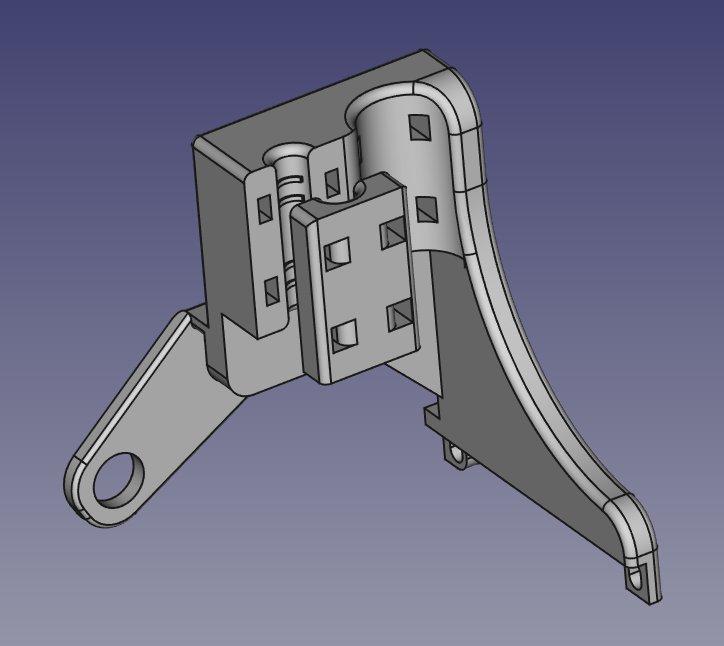
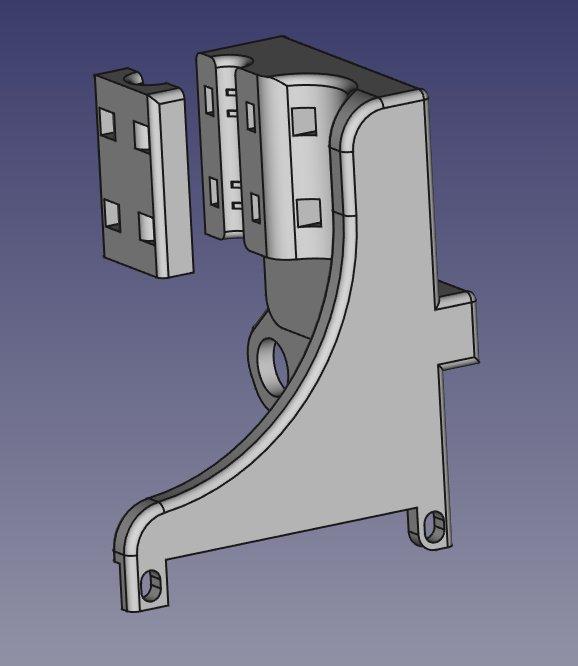
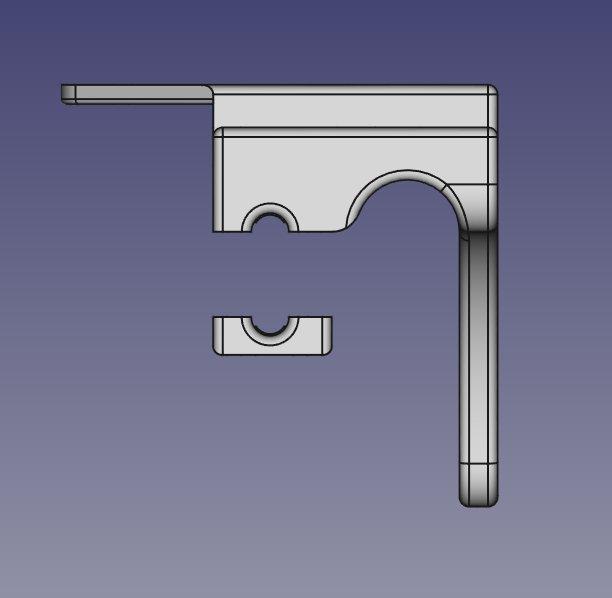
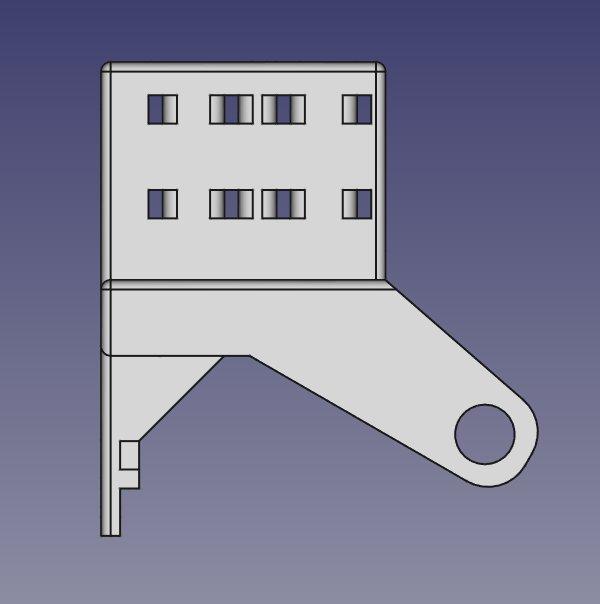
Lo posto qui proprio perche' mi sembra piu' un "componente" che un'idea. La Ender3 soffre terribilmente il fatto che non c'e' un vero sistema che tiene fermo il tubo, sia per quanto riguarda i movimenti durante la retrazione (su e giu') sia per quanto riguarda la rotazione (quando l'asse si muove su Y il tubo ruota su se stesso). Tutto cio', unito al fatto che il tubo e' a diretto contatto col nozzle, fa si' che la parte terminale di esso si ammorbidisca al punto da deformarsi durante i suddetti movimenti. Superati i 240-245° il teflon inizia a perdere consistenza e il problema e' ancora piu' accentuato. Succede quindi che si forma la classica ciambella di spessore fra tubo e nozzle che impedisce lo scorrere del filamento e causa inceppamenti nel caso di continue retrazioni. Per risolvere si deve smontare tutto, pulire la gola dal filamento trafilato, accorciare 2-3cm di tubo e rimontare. Per evitare cio' basterebbe un semplice sistema per tenere fermo il tubo in posizione, esattamente come in altre stampanti di fascia piu' alta. Allora ho deciso di prendere una valida idea trovata su TV e di riprogettarla da zero, adattandola alle mie esigenze. Ecco il progetto: https://www.thingiverse.com/thing:4726001 Si tratta di un semplice collare a strozzo per il tubo, fissato a sua volta agli attacchi della ventola e ad un appiglio dietro il carrello. Oltre a questo si occupa di mantenere rigido e verticale il tubo per una decina di cm prima di entrare nell'hotend, favorendone lo scorrimento al suo interno. Ostico da montare (suggerisco di stamparlo in ASA o ABS o PETG) ma una volta fatto potrete stampare di tutto anche a 250° senza avere piu' "intasamenti". L'ho montato 3 mesi fa e non ho piu' dovuto accorciare il tubo da allora. Prima di questo, dopo aver stampato ASA/ABS a 250°, non riuscivo piu' a stampare PLA. Dovevo smontare, pulire e accorciare il tubo. Ogni maledetta volta che superavo i 235°. Adesso passo da ABS(250°) a PLA(200°) ad ASA(245°) a PETG(235°) senza badare piu' a nulla. Solo un piccolo spurgo fatto con l'estrusione di 1cm di filamento per poi ritrarlo. Se lo stampate e lo montate mi piacerebbe conoscere le vostre impressioni. Ce ne sono due versioni che differiscono per l'offset del tubo sull'asse Y. Ho notato che le Ender non hanno sempre l'attacco dell'hotend allo stesso posto e quindi il tubo puo' risultare fuori asse. La differenza fra i due pezzi e' di 0.5mm che non pregiudica affatto il funzionamento. E' piu 'che altro una questione estetica. Se qualcuno avesse anche una Ender V2 mi piacerebbe sapere se puo' essere montato su di essa. Questa e' la discussione dove e' nato l'oggetto in questione: https://www.stampa3d-forum.it/forums/topic/11880-sottoestrusione-dopo-pet-o-abs/
-
- 2
-

-
Piano in Pei e problemi di adesione
Carsco ha risposto a harem68 nella discussione Problemi generici o di qualità di stampa
Allora, inziamo col dire che Amazon e Aliexpress sono PIENI di tappetini megnetici clone dell'originale venduti a 7-10 euro. Sono delle schifezze, troppo sottili, troppo delicati. Il 90% della gente che si ritiene insoddisfatta viene dal "vecchio" piano in vetro e ha acquistato il magnetico clone come un optional convinta di "fare l'affare", e ovviamente gli e' durato 10 minuti. Io stesso l'ho comprato dopo che ho rotto il mio originale trovato con la Ender 3 Pro, dopo quasi DUE ANNI in cui ho stampato dal PLA all'ABS (con bed a 110°) senza lacca e senza brim. Centinaia e centinaia di ore di stampa. L'ho restituito immediatamente dopo aver aperto la confezione: non era neanche lontanamente paragonabile all'originale. Troppo liscio in superficie: era solo un pezzo di plastica che non sarebbe resistito nemmeno a 70°, altro che 110°. Figuriamoci con dell'ABS che gli cade sopra a 250°. Aggiungo che e' una SCIOCCHEZZA IMMANE l'idea che hanno certuni che il magnetico "perda il megnetismo" dopo i 70-80°. Io l'ho usato abitualmente a 110° per l'ABS e l'ASA. L'attuale fondo magnetico (quello adesivo) e' ancora quello originale, e dopo 3 anni e' ancora li'. Detto questo, il calore non e' una "colla", e' vero, ma permette al materiale fuso di infilarsi nelle microscopiche intecapedini esattamente come fa il velcro. Una volta solidificato si deve fare un notevole sforzo per tirarlo via perche' e' incastrato. Ecco uno dei motivi perche' serve il calore all'inizio. L'unico limite del magnetico originale, benche' molto spesso e pesante, era che le forze longitudinali in gioco stampando ASA e ABS erano tali (e il materiale cosi' saldamente appiccicato!) che era il tappetino che si sollevava, vincendo la forza del magnetismo. Cmq, dopo una riunione di condominio a cui ha partecipato @Whitedavil, mi sono convinto e sono passato alla lastra di acciaio e foglio in PEI preapplicato. Non ho dovuto nemmeno incollare il fondo magnetico perche' ho usaro quello gia' applicato al piatto dalla Creality stessa. All'inizio ero nella tua stessa condizione: non riuscivo a fare quello che facevo col magnetico originale. Il pezzo si staccava. Allora dopo un'altra riunione di condominio a cui ha partecipato stavolta (credo)@marcottt siamo venuti a conclusione che era troppo nuovo e liscio, e quindi bastava una "grattatugiata" con cartavetro da 2000. Non e' bastato. Sono passato alla 1000 e gia' andava meglio. Poi sono sceso a 500 e ho visto netti miglioramenti, ma non ha mai avuto l'adesione che aveva il magnetico originale (che era veramente ruvido e poroso, pero') Adesso sono solito pulire il foglio con una leggera passata di 320, tanto per lasciare qualche graffio in piu'. Ovviamente questi graffi non si vedono sul pezzo che risulta lucido come se fosse stampato su vetro, al contrario del magnetico originale che era molto molto ruvido. L'altra volta ho stampato un enorme pezzo (come superficie, era 250mmx70mm!!) in ABS, stampato in 4 colori con 6 cambi colore. Non ho usato lacca, non ho usato camera chiusa (mai usata, non serve!), ho acceso la ventola nozzle al 40%, NON ho tenuto le porte e finestre chiuse e verso la fine ho persino acceso il ventilatore da soffitto per ricambiare l'aria. Ho solo usato un po' di brim e il pezzo e' rimasto giu' senza problemi. Il foglio di acciaio non si e' piegato come avrebbe fatto il tappetino ed e' rimasto giu'. Se lo consiglio? Certo che si', ma a patto che venga grattugiato come ho fatto io. Dopo circa 3-4 mesi e' ancora intonso, come nuovo, ma chiaramente la superficie e' stata graffiata da me. Ovviamente se ci sbatti col nozzle a 250° ci fai un buco attraverso, mi pare logico. Qui c'e' qualcosa che non va: con il PETG il bed va tenuto intorno ai 55-60° di temperatura iniziale e poi va SPENTO. Se non lo spegni ti si sollevera' il pezzo perche' il PETG e' troppo morbido e flessibile per rimanere giu'. Personalmente, visto che non si puo' "spegnere il piatto" con Cura, metto 25° di temperatura dopo 3-4 layer. 25° li raggiunge e l tiene comunque per via della temperatura ambiente e di tutto quello che c'e' acceso nelle vicinanze. -
Stampa petg con ender 3
Carsco ha risposto a Jack222 nella discussione Problemi generici o di qualità di stampa
Dobbiamo capire, di nuovo, se parli di parete del tuo pezzo o di spessore linea (non hai risposto). Lo spessore della linea di solito e' il 10-15% in piu' del diametro del nozzle. Cura lo mette di default a 0.44mm, per esempio. Lo spessore della parete e' lo spessore della linea moltiplicato il numero delle pareti. Se le pareti sono 3 allora lo spessore e' 1,32mm. -
Stampa petg con ender 3
Carsco ha risposto a Jack222 nella discussione Problemi generici o di qualità di stampa
Come ti e' stato detto, la torre ti serve per spezzarla. Li' dove diventa piu' elastica (e non si spacca come un cracker) e' la temperatura giusta. Il PETG e' "morbido", "elastico", non e' rigido come il PLA. Se viene rigido, la temperatura e' sbagliata e solitamente e' troppo fredda. Se viene troppo lucido, e' alta. Ovviamente aspèttati lo stringing: e' tipico di PETG. 1mm di spessore parete e' troppo, se intendi lo spessore della linea. Schiacci la linea all'inverosimile, cosi'. -
Sottoestrusione dopo PET o ABS
Carsco ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Allora, io l'ho publicato: https://www.thingiverse.com/thing:4726001 Se avete domande, perplessita'... postatele che poi apro un thread all'uovo. Meglio all'uopo. -
Ender 3: erogazione filo irregolare
Carsco ha risposto a versus nella discussione Problemi generici o di qualità di stampa
Ma se dentro c'e' il filamento, cosa vuoi trovare? Un buco? Io non capisco: stai facendo tutto l'opposto di cio' che ti viene detto. A sto punto, io getto la spugna. Meno male che si tratta della Ender con migliaia di video sulla rete...! 😅 -
Ender 3: erogazione filo irregolare
Carsco ha risposto a versus nella discussione Problemi generici o di qualità di stampa
Certo che si smonta a caldo!!! 😱 Cmq, aspetta killrob perche' da quando hanno modificato il forum molte guide non si trovano piu'. Magari lui ce l'ha sottomano. -
Ender 3: erogazione filo irregolare
Carsco ha risposto a versus nella discussione Problemi generici o di qualità di stampa
Guarda, la prima cosa da imparare e' che non c'e' una soluzione unica per tutto e che la stampa 3d e' tutto tranne che una scienza esatta. Pero' ti assicuro che la Ender ha bisogno di manutenzione ordinaria ogni tot ore che si riducono tantissimo quando il nozzle non e' montato correttamente oppure si raggiungono i 240-245° oppure si allenta il connettore del tubo lato testina. In quel caso, la panacea e' quella di smontare, accorciare il tubo 2-3cm, pulire la gola e rimontare correttamente. Se tutto il resto e' meccanicamente in ordine, tornerai a stampare come quando era nuova. Se invece hai grine allentati, ruote che slittano etc... allora e' un altro paio di maniche. Pero' comincia da li', tanto prima o poi ti tocca e dovrai imparare a farlo. -
Ender 3: erogazione filo irregolare
Carsco ha risposto a versus nella discussione Problemi generici o di qualità di stampa
Prima pulisci! Smonta il nozzle a caldo, spingi il filo e se vedi qualcosa di simile a questo ...potrebbe essere quello il problema. Guarda questo video, e se vuoi puoi stamparti il pezzo che ti dice.https://youtu.be/-vH_spN5wyw Io mi sono disegnato e stampato un altro pezzo per evitare il problema in futuro. Appena possibile mi metto al lavoro e lo pubblico. Ovviamente potrebbe questo il tuo problema. Oppure, se non vuoi ancora smontare, hai in dotazione uno spillo. Scalda il nozzle a 205-210 e infilalo dentro per almeno 5cm, senza smontare nulla. Devi proprio entrare, a poco a poco, e fermarti fin quando non tocchi "duro", cioe' il filamento non ancora fuso. Subito dopo estrudi manualmente per cercare di far uscire il filamento. Occhio a non piegare lo spillo perche' e' veramente delicato.
-
Ender 3: erogazione filo irregolare
Carsco ha risposto a versus nella discussione Problemi generici o di qualità di stampa
Se il danno e' fatto, e' fatto. Addirittura! Mica devi tagliare un tubo d'acciaio ma un semplice tubo in teflon da 4mm, ma il piu' in asse possibile. Un errore qui e torni al punto di partenza. Prova, ma devi disabilitare anche lo z-hop o la "retrazione durante lo z-hop". Praticamente devi solo andare avanti. Pero' se si e' formata la ciambella fra tubo e nozzle non avrai buoni risultati. -
Ender 3: erogazione filo irregolare
Carsco ha risposto a versus nella discussione Problemi generici o di qualità di stampa
Il tagliatubi piu' banale lo trovi qui: https://www.thingiverse.com/thing:4215701 Per la guida chiediamo a @Killrob qual e' la migliore. Secondo me e' il solito problema del tubo che balla avanti e indietro e si e' formato il tappo fra tubo e nozzle. Il nozzle difficilmente si "ottura" a meno di non usare materiali "strani". Ti consiglio anche di usare il fermo "a ferro di cavallo" oppure di usare connettori after market. -
Ender 3: erogazione filo irregolare
Carsco ha risposto a versus nella discussione Problemi generici o di qualità di stampa
Scommetto che ti succede dopo tante retrazioni. E' un classico, se e' quello che penso io. Anche se tutta la testina ti e' arrivata montata prova a smontarla, pulire tutto (gola in primis), ad accorciare il tubo e poi a rimontare SEGUENDO la guida, e non a casaccio. Quello e' un punto STRA-cruciale per la Ender: non basta avvitare e buonanotte. -
Signori vi presento, con non poco orgoglio...
Carsco ha risposto a Killrob nella discussione La mia stampante 3D e il mio laboratorio
Vorrei avere lo spazio che hai tu... Ma hai pensato a fare in PLA anche i perni che reggono le cerniere? Io ormai stampo tutto. 4 perni a cerniera per 2 cerniere... avoglia se ti regge. Stampandoli da te puoi farli a misura, con la testa che preferisci , a scomparsa. Pensaci. -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Allora, eccoci alla fine (ma anche no). Praticamente, girovagando per il Leroy in cerca di idee, ho trovato un battisedia trasparente alto 99mm x 1000mm x 1.8mm Adeguatamente ritagliato e' perfetto per fare la paratia. Ho realizzato i supporti per fissarlo tra un cestello e il coperchio ed e' venuto una meraviglia. Nessun cestello e' stato maltrattato 🙂 Adesso manca solo l'ugello per far uscire il filamento e me lo sto disegnando in base alle mie esigenze. Dopo aver fatto alcune prove, con la griglia e col "coperchio" da me realizzato a copertura del foro della ventola, le temperature sono piuttosto stabili in quasi tutti i punti. La variazione e' di massimo 2-3 gradi, accettabilissimo. Quindi la necessita' di far girare il motore dell'hard disk e' venuta meno.
-
Ender 3: erogazione filo irregolare
Carsco ha risposto a versus nella discussione Problemi generici o di qualità di stampa
Prima o poi mi decidero' a pubblicare il reggi tubo su TV, in modo che si possa dire basta ai problemi coi tubi... -
E qui ti volevo: ho il PEI che tu mi hai consigliato. 🙂 Il piatto sono solito spegnerlo dopo i primi strati in PETG, e quindi rimuovendo a freddo il brim restava spalmato. Appena finisco queste stampe in PLA provo a caldo e con una stampa sopra. Solitamente, sul vecchio magnetico originale, bastava ristampare sopra qualcosa (anche in PLA) che veniva via col pezzo stesso.
-
Ender 3: erogazione filo irregolare
Carsco ha risposto a versus nella discussione Problemi generici o di qualità di stampa
Puo' sempre slittare, senza grani. Come si regge? Hai foto? Cmq il problema che hai puo' anche essere dovuto al tubo in teflon (lato testina) che non e' stato inserito correttamente. In tanti sbagliano la procedura che e' la piu' delicata per l'Ender. Segui le guide di @Killrob.