Belvis
-
Numero contenuti
121 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Belvis
-
filamento ultra resistente ad urti e agenti atmosferici
Belvis ha risposto a Belvis nella discussione Materiali di stampa
grazie ad entrambi per i consigli... Certo il fallimento è una componente che abbiamo preso in considerazione e non abbiamo certo la presunzione di riuscire al primo tentativo (vista anche la difficoltà del progetto), ma questo è anche il bello della sperimentazione e dell'autocostruzione... Magari prima di acquistare una bobina intera potrei prendere alcuni sample dei vari materiali per vedere con quale ci troviamo meglio... Dopo aver trovato il materiale farò sicuramente dei test con diverse percentuali e tipologie di infill oltre che di perimetri... Un'ultima domanda, quali sono dei parametri di stampa base per il nylon? (sicuramente partirò da un preset nuovo) scusate la domanda stupida, ma è la mia prima volta con questo materiale... -
filamento ultra resistente ad urti e agenti atmosferici
Belvis ha risposto a Belvis nella discussione Materiali di stampa
mi spiegheresti il motivo? -
filamento ultra resistente ad urti e agenti atmosferici
Belvis ha risposto a Belvis nella discussione Materiali di stampa
dipendeva dai pezzi e dal loro spessore e da quanto erano soggetti agli urti, comunque sempre tra i 3 e i 5 perimetri e riempimento al 100%. Tra i vari materiali che ho postato quali credi che potrebbero risultare i migliori? -
filamento ultra resistente ad urti e agenti atmosferici
Belvis ha risposto a Belvis nella discussione Materiali di stampa
No no certo, i longheroni del telaio saranno in carbonio ed i link di collegamento con i ponti in alluminio o titanio oltre a tutti gli ingranaggi e gli organi interni che saranno in acciaio... Le parti che vorremmo stampare sono i gusci della trasmissione e dei ponti e la skid di collegamento tra longheroni e trasmissione. -
filamento ultra resistente ad urti e agenti atmosferici
Belvis ha risposto a Belvis nella discussione Materiali di stampa
si hai ragione forse devo essere più chiaro... io ed un mio amico abbiamo l'idea malsana di provare a costruirci da zero un modellino 1/10 di scaler extreme da competizione il più possibile handmade cercando di stampare se possibile anche i ponti per farli esattamente come diciamo noi, per intenderci una cosa del genere (il peso di un modello pronto gara si aggira tra i 2-2,7kg): l'idea di utilizzare il più possibile la stampa 3D è nata dopo aver visto queste realizzazioni (in cui molte parti sono fatte proprio con la stampa 3D): ma ancor di più la realizzazione presentata in questo video: ciò a cui le parti saranno sottoposte è ben esplificato in questi 2 video:
-
filamento ultra resistente ad urti e agenti atmosferici
Belvis ha pubblicato una discussione in Materiali di stampa
Ciao a tutti, avrei bisogno di un consiglio per l'acquisto di un filamento tecnico per creare parti meccaniche che saranno esposte agli agenti atmosferici (sia d'estate che d'inverno), ad urti anche di forte entità ed ad uno strisciamento praticamente costante con rocce, terra e salturiamente a fango ed acqua. Ho già provato a creare queste parti con petg, abs e asa ma in tutti i casi si sono rotte o deteriorate molto velocemente. Ultimo punto, ma non fondamentale avrei bisogno che il materiale sia relativamente leggero... mi è stato consigliato da un venditore italiano (Filoprint) questi filamenti: https://www.filoprint.it/nylon-usi-meccanici-protesici-alimentari/293-1451-nylon-pa666-novamid-id-1030-o-175-mm.html#/42-colore-natural/43-dimensione-10_mt https://www.filoprint.it/nylon-usi-protesici-biomedicali/290-1439-nylon-alloy-910-o-175-mm.html#/42-colore-natural/43-dimensione-10_mt https://www.filoprint.it/petp-arnite-id-3040/254-2214-petp-arnite-id-3040-o-175-mm.html#/11-colore-nero/44-dimensione-bobina https://www.filoprint.it/poliammide-copa/304-1503-poliammide-copa-o-175-mm.html#/11-colore-nero/43-dimensione-10_mt altre persone mi hanno consigliato questi: https://www.filoprint.it/nylon-usi-meccanici-protesici-alimentari/292-1447-nylon-pa12-styx-o-175-mm.html#/8-colore-bianco/43-dimensione-10_mt https://www.3djake.it/fiberlogy/nylon-pa12-black https://www.3djake.it/fiberlogy/nylon-pa12cf5 https://www.3djake.it/fiberlogy/nylon-pa12gf15-black https://www.3djake.it/fiberlogy/nylon-pa12cf15 https://shop.techinit.it/filamenti-tecnici/10-bobina-da-1kg-pecfibra.html ultimo punto abbastanza importante legata strettamente al filamento avrei bisogno che non fosse troppo difficile da mantenere (io solitamente tengo le bobine sottovuoto all'interno di box di plastica tipo Ikea con sacchetti di sale industriale) e che non sia impossibile da stampare o soggetto a ritrazione (i pezzi devono avere un'accurattezza dimensionale abbastanza alta). Come stampante rientro nelle caratteristiche richieste avendo una macchina con temperatura massima di estrusione di 300° e di 110° di letto di stampa con camera chiusa. Vi allego le schede tecniche dei vari filamenti. Voi cosa mi consigliate? Scusate il lungo post... DATA SHEET ArniteID3040enSI.pdf DATA SHEET NovamidID1030enSI.pdf PolyMide_ CoPA_TDS_V3.pdf STYX-12 - TDS - Formfutura.pdf TDS nylon alloy 910.pdf TDS_NYLON.pdf TDS_NYLON_PA12_GF15[0].pdf TDS_PA12_CF5.pdf TDS_PA12_CF15.pdf Techinit 5 - Rev0 (3).pdf -
ciao a tutti, come da titolo vendo alcune bobine di filamento per stampanti 3D per inutilizzo, sono tutte NUOVE MAI APERTE tranne quella di ASA della Treed Filaments che è al 95% (acquistata per dei test poi non più utilizzata). Le bobine sono sempre state tenute in maniera maniacale dentro scatole stagne con sacchetti di sale industriale e nel caso dell'unica aperta è stata richiusa sottovuoto dopo l'apertura per i test (come visibile nell'ultima foto).- Filoalfa Alfaplus grigio metallico 700gr 18 euro- Filoalfa Alfaplus nero 700gr 18 euro- Prfilaments HIPS nero 500gr 7 euro- Prfilaments PLA neutro 500gr 7 euro- Treed Filaments ASA UV729 1kg (al 95%) 25 euroi prezzi sono da considerarsi spedizione esclusa, in caso di acquisto in blocco regalo la spedizione.
-
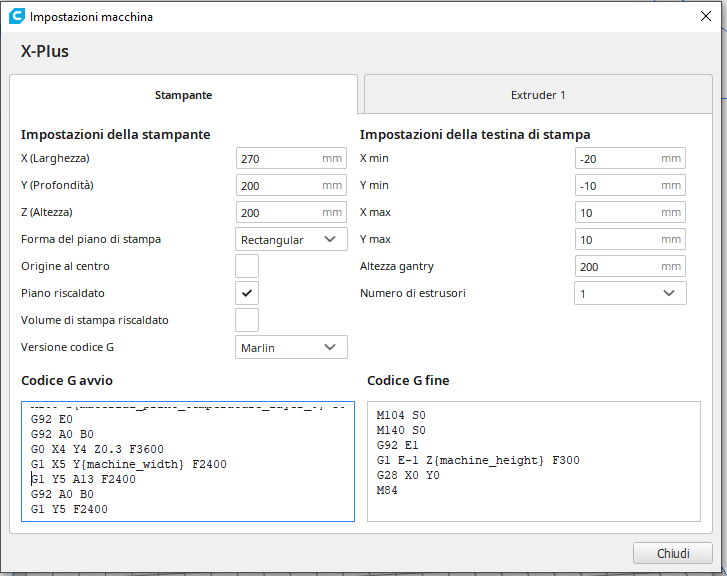
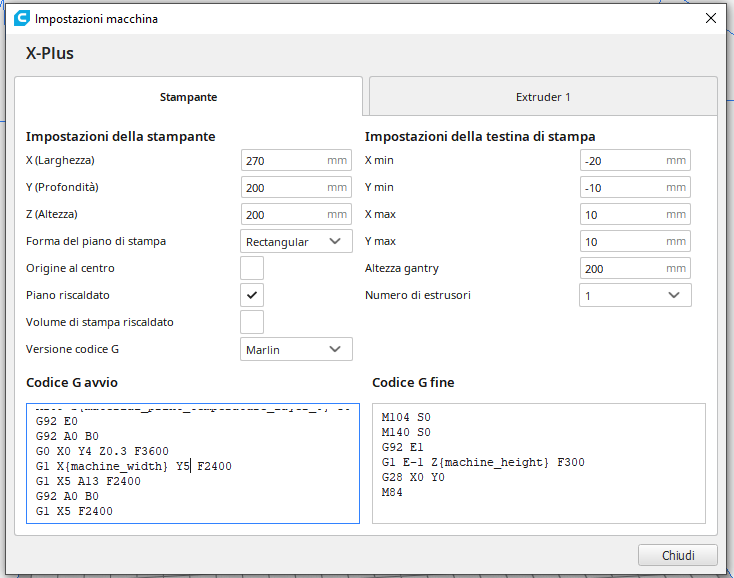
Ciao a tutti, volendo montare sulla mia stampante un pianetto in vetro con le relative pinzette di fissaggio (ora monta un pianetto magnetico con cui però non mi trovo benissimo) dovendo evitare che l'estrusore cozzi con le pinzette vorrei spostare l'estrusione iniziale prima della stampa dal lato lungo (asse X) sul lato corto (asse Y) ho provato a modificare lo start Gcode in questa maniera: lo start Gcode originale è questo: nella pratica sembra funzionare (devo solo regolare le distanze), però vorrei sapere se è corretto anche nel linguaggio Gcode o se devo modificarlo...
-
problemi settaggio ASA
Belvis ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
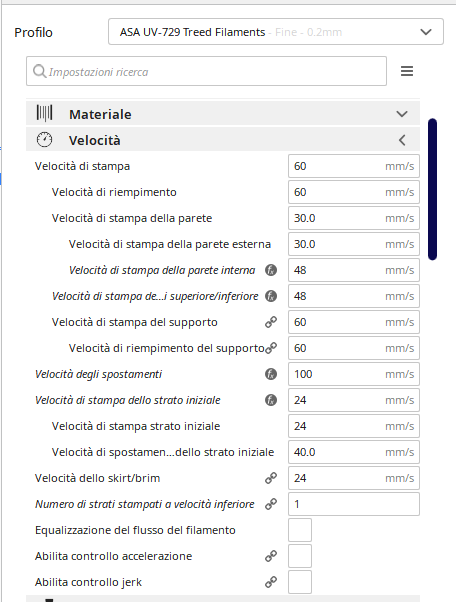
ciao Carsco, ho provato a stampare più lentamente, ma il risultato è pressoché identico... ho provato a fare foto (in realtà anche un video), ma non si capiva niente avendo l'estrusore molto coprente... però se può servire potrei allegare il mio preset per vedere se c'è qualche errore di settaggio... -
problemi settaggio ASA
Belvis ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
ho notato una roba però... che il thin wall test tende a farmelo più lento che la stampa normale... non può essere un problema di velocità? Eppure non mi sembra di stampare troppo velocemente... odore ne fa, meno dell'abs, però quando stampo non è completamente inodore come il pla...
-
problemi settaggio ASA
Belvis ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
come linea la media è giusta 0.45 esattamente come da software, come ugello monto uno 0.4 -
problemi settaggio ASA
Belvis ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
ecco la foto del cubo del thin wall test: ho provato anche a stampare un cubo 10X10X10mm ma il risultato è veramente orripilante... eppure i settaggi sono identici come è identica la temperatura di stampa (245° come consigliato dal produttore..) non riesco a capire...
-
problemi settaggio ASA
Belvis ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
ho seguito il vostro consiglio ed ho fatto un thin wall test, e dopo aver ottenuto un risultato pressoché perfetto sono passato alla temp tower e qui la sorpresa il risultato che ne ho ottenuto è disastroso... perchè mi salta fuori sta roba?! eppure le pareti del thin wall test oltre ad essere di spessore perfetto mi escono bene, non come in questo agglomerato di plastica fusa...
-
problema calibrazione step/mm estrusore
Belvis ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
quindi mi consigli di tenere il valore di fabbrica e lavorare solamente sul thin wall test? Anche se in alcuni casi arriverei ad una variazione di flow anche del 20%? -
problema calibrazione step/mm estrusore
Belvis ha pubblicato una discussione in Problemi generici o di qualità di stampa
ciao a tutti, sto facendo la calibrazione step/mm dell'estrusore sulla mia stampante, guardando alcuni video su Youtube, uno di questi dice che è sbagliato modificare gli step/mm per ogni filamento, ma provando a fare lo stesso test con materiali differenti ho sempre valori diversi (a volte addirittura di alcuni mm). Nel senso che se imposto il valore nel firmware che vada bene per un PLA quando cambio bobina passando ad un altro materiale (che sia PLA+, ABS o PETG) mi ritrovo con valori completamente differenti... cosa devo fare? Cercare il valore esatto per ogni materiale oppure sto sbagliando qualcosa? -
problema collegamento PC Repetier Host
Belvis ha risposto a Belvis nella discussione Software di slicing, firmware e GCode
Il firewall di Windows Defender è già disattivato, utilizzo il firewall di McAfee... Ho provato a disattivare il firewall di McAfee ed impostare la connessione, ma continua a darmi lo stesso errore... -
problema collegamento PC Repetier Host
Belvis ha risposto a Belvis nella discussione Software di slicing, firmware e GCode
Si, Windows 10 home -
problema collegamento PC Repetier Host
Belvis ha risposto a Belvis nella discussione Software di slicing, firmware e GCode
Cosa devo fare per abilitarlo? -
problema collegamento PC Repetier Host
Belvis ha risposto a Belvis nella discussione Software di slicing, firmware e GCode
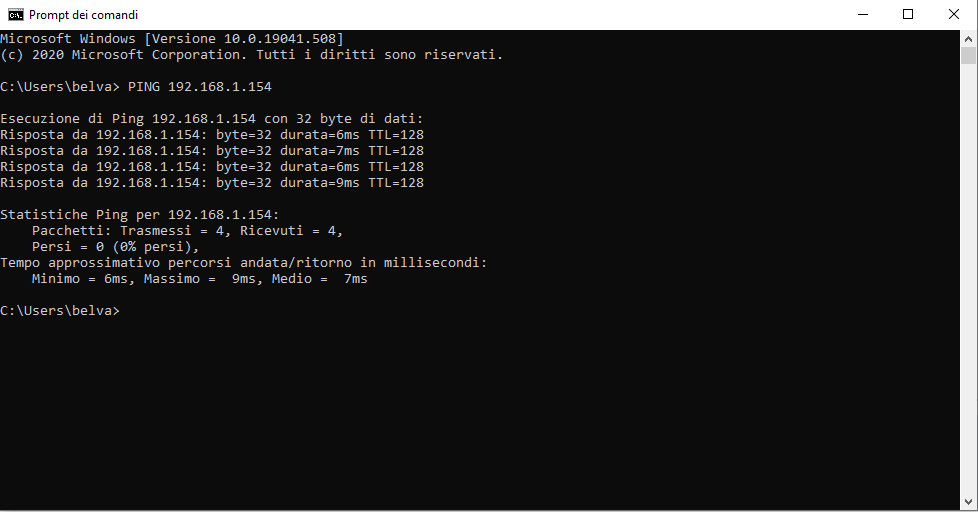
si riesco a pingarla
-
problema collegamento PC Repetier Host
Belvis ha risposto a Belvis nella discussione Software di slicing, firmware e GCode
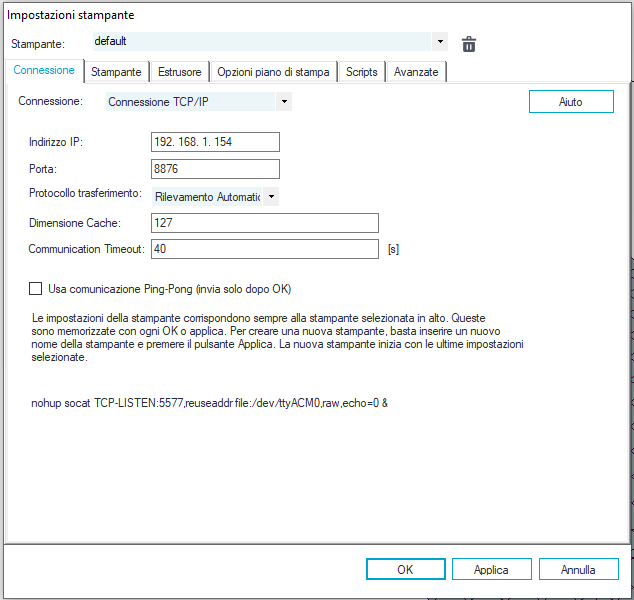
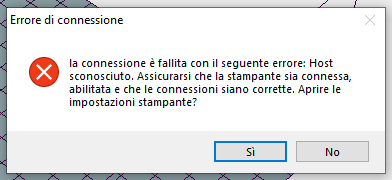
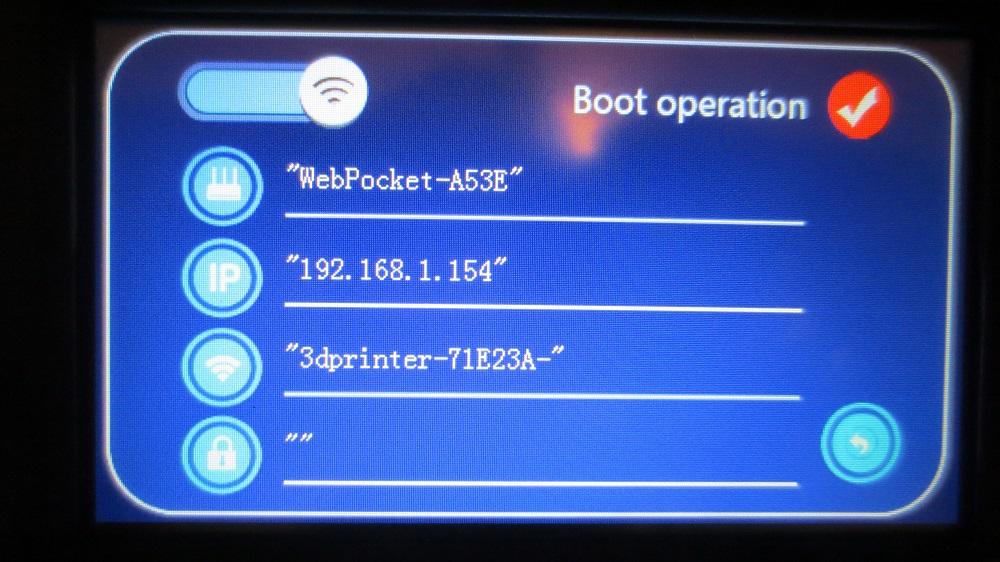
avevo già provato il collegamento tramite wifi, ma non funziona lo stesso... presupposto che tramite Qidi Print PC e stampante si "parlano" quindi non è un problema di linea quando cerco di collegarli tramite Repetier Host mi esce fuori questo messaggio: la schermata della connessione che ho impostato è questa: e questa è la schermata della connessione della stampante: sto sbagliando qualcosa nella procedura di collegamento?
-
problema collegamento PC Repetier Host
Belvis ha risposto a Belvis nella discussione Software di slicing, firmware e GCode
da display non riesco a risalire ai dati originari della macchina, dalla pagina che mi hai linkato vedo che c'è anche la possibilità di risalire ai dati originari, come faccio in maniera pratica per leggerli? Utilizzando questo comando (M92) verrà salvato solamente nel Gcode dello slicer o c'è la possibilità di salvarlo direttamente nella eprom? -
problema collegamento PC Repetier Host
Belvis ha risposto a Belvis nella discussione Software di slicing, firmware e GCode
no, sul loro sito si può scaricare solamente il loro slicer proprietario (basato su Cura), il collegamento mi servirebbe non per stampare via wifi, ma per poter entrare nel firmware Marlin per correggere i dati step/mm per l'estrusore e gli assi... da quel link si può scaricare solamente il loro slicer... -
problema collegamento PC Repetier Host
Belvis ha risposto a Belvis nella discussione Software di slicing, firmware e GCode
Qidi Tech X-Plus -
problema collegamento PC Repetier Host
Belvis ha pubblicato una discussione in Software di slicing, firmware e GCode
ciao a tutti, ho nuovamente un altro problema, questa volta col programma Repetier Host... non riesco a trovare la COM della porta usb a cui collego la stampante, nella cartella "gestione dispositivi" non ho la voce "porte COM e LPT" mi hanno detto che potrebbe essere un problema di driver... come devo fare? Quali driver devo installare? -
problema con Ideamaker
Belvis ha risposto a Belvis nella discussione Software di slicing, firmware e GCode
quindi cosa devo fare per sistemarlo? Basta che cancello le parti nelle parentesi graffe? Scusami le domande stupide, ma sono completamente ignorante riguardo il codice Gcode ed i suoi comandi...