MAL1190
-
Numero contenuti
510 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di MAL1190
-
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
allora facciamo un passo alla volta. collega tutto come deve essere collegato, NON infili il filamento dentro all'estrusore in modo che il motore giri a vuoto. riscaldi il nozzle a 200°C e quando arriva a temperatura dai un comando muovi E di 10mm e ci dici cosa fa. un video sarebbe ottimale -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
cosa? i cavi come ti avevo chiesto di provare? quindi se inverti i cavi di X con E va E ma non X? non può estrudere se hai la temperatura dell'hotend a 0°C, e secondo me c'è qualcosa che non va nell'elettronica o nei cavi elettrici, se tu hai impostato 0°C come si vede in foto perchè la temperatura che misura è 182°C per il nozzle e 58°C per il bed? -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
Se il problema ha iniziato a presentarsi dopo che hai cambiato il motore allora darei la colpa a quello.. è originale creality? Se non hai messo mano al FW e gira al contrario ( ammesso che non hai manomesso il connettore bianco che si inserisce al motore,se lo hai forzato o tagliato potrebbe aver perso l'unidirezionalità dell inserimento) devi controllare i poli del motore stesso... c è un video di Dazero dove monta il doppio estrusore che lo spiega bene come controllare... cercalo su youtube -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
Chiaro se gira al contario!! Dipende dalle impostazioni dello slicer Ma è impossibile che fino ad ora hai stampato con tutti questi problemi... se è vero che tutto ciò è successo di punto in bianco chiama un esorcista!! Hai la stampante posseduta!! 😂 -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
A me sembra che non si muova nemmeno... fai una prova, collega al motore di E il cavo del motore di X e viceversa, spostandoli dai motori stessi non importa per ora che apri il case della scheda, poi da LCD dai un comando di muovi X di 10 mm e di muovi E di 10mm poi ci dici cosa fa!! -
SKR 1.3 + Marlin..Non partono le stampe
MAL1190 ha risposto a save22 nella discussione Problemi generici o di qualità di stampa
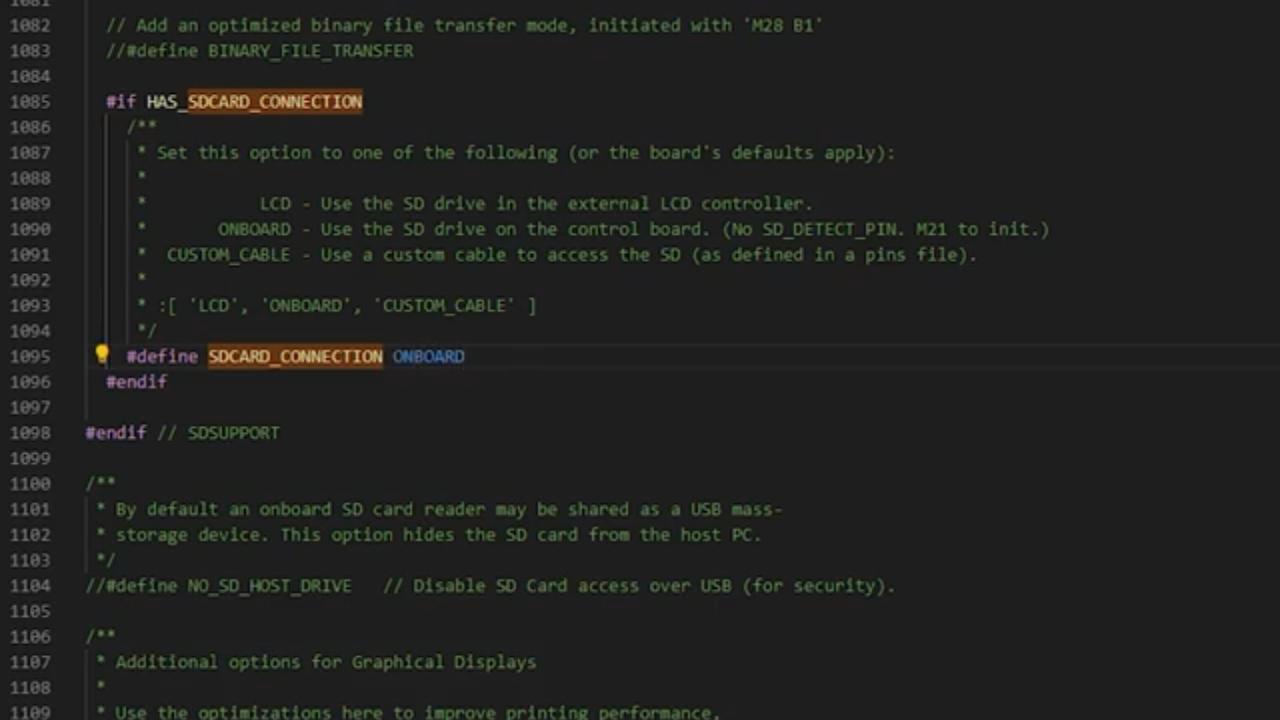
Per abilitare la lettura della sd dalla scheda dovrebbe esserci una stringa che si chiama Define sdcard connection in configuration.adv Tu adesso probabilmente avrai LCD deci scrivere on board
-
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
Grazie della fiducia e dell incitamento ragazzi!!!😄 -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
Lo farò certamente, oltre a risolvere il problema credo sia molto importante capire il perché!! Altrimenti non si impara mai nulla... Tanto domani sarò tutto il giorno a lavorare sulla stampante, il programma di domani è: prima volta in assoluto della stampa di ABS... Quindi preparatevi che a breve aprirò un nuovo post!! 😅 -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
Ho provato il nuovo gcode... FUNZIONA!! rimango ancora un po' perplesso del motivo per cui spostandolo di 6 righe lavora bene se no no ma me lo studierò.. Per il momento ringrazio tutti quelli che mi hanno aiutato in particolare @Killrob -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
No non ancora, proverò stasera al rientro dal lavoro.. appena fatto però ti aggiorno subito!! Speriamo in bene!! 🤞 -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
Assolutamente si... a questo punto non escludo nemmeno che fosse presente anche nella scheda madre oroginale della stampante prima ancora che ci installassi sopra Marlin 2.0 Questo start gcode è il primo e l unico che ho messo sin dalla primissima stampa.. quindi se è un problema di start gcode me lo porto dietro da una anno ormai, se invece è il FW da 7 mesi!! -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
no onestamente no, io solitamente stampo solo la sera - notte, quindi lancio la stampa e poi programmo tramite una spina intelligente ( quelle che si comandano da smartphone ) che si spenga ad una certa ora in base al tempo di stampa che mi indica lo slicer... con un po' di margine! 🧐 adesso stò stampando delle figure molto sottili e piccole ( tipo carte da gioco spesse 1mm ) quindi ogni 15 minuti mi finisce la stampa e stacco i pezzi e ne faccio partire subito un altra... questa cosa la posso fare benissimo dopo il lavoro tanto in un ora mi fa 3-4 "infornate" quindi niente spina intelligente e mi è saltato fuori questo problema... per fortuna le figure sono piccole e ritrae poco tempo l'estrusore, ma è una grandissima rottura di p###e -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
Nel primo messaggio lo scrivo che monto Marlin 2.0, quindi è stato cambiato... piu di 6 mesi fa per montare il BLtouch..però onestamente non ricordo se prima di aggiornare il FW facesse questa cosa o no! -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
E se non lo fa e continua a riportare indietro E? Problemi nel FW? -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
ok provo... il mio dubbio è che la stampante quando gli do G92 E0 se ha un valore di E > 0 ritrae il filo e me lo butta fuori, invece nella mia testa dura il G92 E0 dovrebbe dirgli non di tornare indietro ma che in quella posizione in cui si trova il valore di E =0 non so magari sono gnucco io! -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
si questo si, è certamente più logico, ma la stampante non resetta quei 5 mm e basta, resetta tutti i passi che ha fatto E della stampa precedente. ovviamente non so quanti passi fa ma sono arrivato a questa conclusione perchè se la stampa precedente è breve "scarica" meno rispetto ad una stampa precedente lunga.. non sarebbe meglio mettere nello start Gcode una riga che imposta E=o a prescindere? se si con che comando? controindicazioni? -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
grazie @Killrob, mi puoi spiegare perchè quella è la posizione corretta? -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
quale dei 4? 🙄 il primo che incontro scendendo? gli altri li lascio li? quindi diventerebbe: G90 ; coordinate assolute G92 E0 ; resetta la lunghezza di estrusione a zeroG21 ; unità di misura in mmG28 ; homing X Y e ZM420 S1; ATTIVA ABL -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
lo copio qui che faccio prima: G90 ; coordinate assolute G21 ; unità di misura in mm G28 ; homing X Y e Z M420 S1; ATTIVA ABL M106 ; accende la ventola M107 ; spegne la ventola del layer M190 S<BED> ; preriscalda il piatto M104 S<TEMP T<EXT+0> ; imposta la temp dell'ugello M109 S<TEMP T<EXT+0> ; attende che l'ugello arrivi alla temp impostata G1 Z1 F1000 ; alza la Z di 1mm all avelocità di 1.6mm/s G1 E5 F100 ; estrude 5mm di filamento a 1.6mm/s G92 E0 ; resetta la lunghezza di estrusione a zero G0 X10 Y10 Z0.20 F1000 ; muove X e Y di 10 mm dal bordo e alza Z di 0.2 mm alla velocità di 1.6mm/s G92 E0 ; resetta la lunghezza di estrusione a zero G1 Y110 E10 F1000 ; estrude 10 mm di filamento lungo 100 mm di asse Y G92 E0; resetta la lunghezza di estrusione G1 E-3 F100 ; effettua 3 mm di ritrazione G1 X15 Y110 Z1 F1000 ; si sposta di 5mm verso il centro alzando Z di 1mm a 1.6mm/s G1 Z0.2; abbassa Z a 0.2mm G1 Y10 E10 F1000 ; estrude 10 mm di filamento lungo 100 mm di asse Y G92 E0 ; resetta la lunghezza di estrusione G1 E-3 F100 ; effettua 3 mm di ritrazione -
RESET PASSI ESTRUSIONE DOPO STAMPA
MAL1190 ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, ho nuovamente bisogno del vostro aiuto. il problema è il seguente, ogni volta che faccio partire una nuova stampa senza aver spento la stampante ( quindi stampo, rimuovo uil pezzo e ne faccio partire una seconda) mi estrude a ritroso il filamento, praticamente è come se il motore di E "tornasse sui suoi passi" quindi se per fare la prima stampa ha fatto 100 passi in positivo quando faccio partire la seconda ne fa 100 in negativo, si resetta. per ora l'escamotage è "aprire" a mano la molla del gruppo di trascinamento in modo che il filamento non venga tirato fuori ma è una tortura!! spegnendo la stampante non lo fa mai. sono certo che sia una cavolata dello start Gcode ma non trovo nulla che non va. stampante Ender 3 pro scheda creality V1.4 FW marlin 2.0 bugfix allego il mio start gcode così potete valutare. grazie come sempre START_GCODE_DEFINITIVO.txt -
anche io! ma grazie @Killrobdi avermi chiamato in causa ne sono davvero onorato! ☺️
-
driver bruciati o fantasmi in casa?
MAL1190 ha risposto a mattia_ nella discussione Problemi generici o di qualità di stampa
mi raccomando portalo sempre su di temperatura prima di smontare e rimontare il nozzle, oltre evitare che serri troppo o troppo poco ammorbidisce il PLA e viene via meglio! -
stampa brutta persino i layer piatti
MAL1190 ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
domanda stupida ma d'obbligo, ha calibrato gli step/mm dell'estrusore vero? -
driver bruciati o fantasmi in casa?
MAL1190 ha risposto a mattia_ nella discussione Problemi generici o di qualità di stampa
Lo dico anche se è ovvio, hai controllato i collegamenti? Hai parti taglienti o abrasive lungo il percorso dei cavi? Magari anche se non hai tagliato o saldato nulla ne hai pizzicati alcuni e non conducono più o peggio sono in corto... Hai detto che se attacchi il motore di X e Y a Z funziona, hai provato con i rispettivi cavi o hai spostato quello di Z su X E Y? -
stampa brutta persino i layer piatti
MAL1190 ha risposto a miki.visco nella discussione Problemi generici o di qualità di stampa
Non è strano però che ci sia stringing solo in quel punto? Nello slicer hai impostato l'avvio del nuovo layer sempre nello stesso punto o random? Allora ti credo!! 😅😅