MAL1190
-
Numero contenuti
510 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di MAL1190
-
Ingrossamento del filamento
MAL1190 ha risposto a Giovanni______99 nella discussione Problemi generici o di qualità di stampa
A me è successa la stessa cosa con la mia ender 3 pro, dopo quasi un anno di stampa ho iniziato ad avere lo stesso tuo problema, quindi filamento che si ingrossa nella parte finale e non estrude più.. ho risolto cambiando il tubo PTFE originale con quello della Capricorn,... Quando ho estratto il tubo oroginale dall hotend era, la parte interna, tutto molliccio e vistosamente ingrossato... Stampato solamente PLA a 205° Cambia il PTFE avendo molta cura di infilarlo fino in fondo nella gola dell hotend, vedrai che risolvi!! -
Primi layer non stampati
MAL1190 ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
Concordo con quello che dice @Whitedavil secondo me se inizia a estrudere solo dopo un po' che hai avviato la stampa hai qualcosa nello start gcode che prima della stampa non ti manda E a zero,oppure qualcosa che sente un E positivo e quindi ritrae il filamento e hai del vuoto.. Per fare una prova puoi appena parte la stampa ma subito appena dai il via, "aprire" a mano la leva che schiaccia il filo tra ruota godronata e cuscinetto in modo che anche se la ruota godronata gira nel verso della ritrazione non sposta il filo, poi appena vedi che inizia a muoversi sul piatto per stampare molli e dovrebbe estrudere... Che stampante hai? Io ad esempio sulla mia ender 3 pro se prima di stampare estrudo 20 mm per spurgare, quando avvio la stampa mi fa 20 mm di ritrazione perché E non è a zero ma a +20... -
consigli per resistenza "piede" di un tubo
MAL1190 ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
Beh direi che si venuto un bel lavoro!! Se visto il poco spessore della tavola di legno le viti non tengono bene o si strappano, metti un piattino di metallo e avvitalo con dado e bullone al supporto ( fai tipo un panino, piattino metallo,legno, supporto tubo ) così non si strappa più nulla... assicurato!! -
Problema su un pezzo che blocca l'estrusione
MAL1190 ha risposto a Metamorfosi nella discussione Problemi generici o di qualità di stampa
Prova a stampare qualche altro oggetto con un tempo lungo più di 3 ore e mezzo con gli stessi parametri di slicing.. se ti si ripresenta il problema,come credo, hai qualcosa che blocca l estrusione... tipo il tubo ptfe che non è ben dentro la gola! Ma quando ti si blocca prima di fare la nuova stampa cosa fai? Pulisci?cosa e come? -
consigli per resistenza "piede" di un tubo
MAL1190 ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
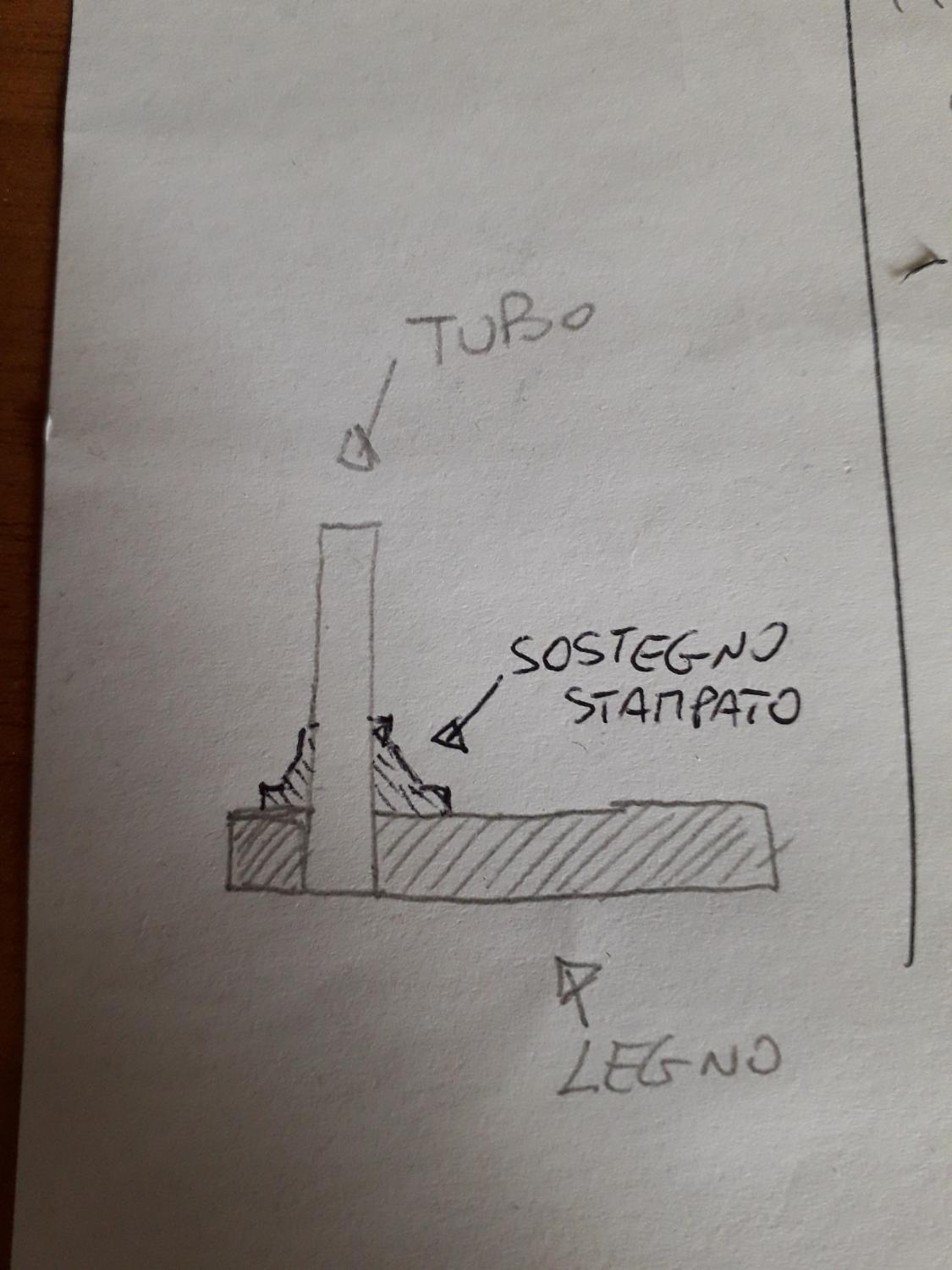
Io farei 3 fori passanti nel legno che infili sotto al materasso, in modo che ci puoi infilare le colonne di sostegno della testiera... poi quel pezzo che volevi stampare va bene ma solo per tenerlo in posizione... Se lo vedi in sezione
-
consigli per resistenza "piede" di un tubo
MAL1190 ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
Come dice bene @FoNzY il parametro primario su cui lavorare è il riempimento.. anche se essendo stampato con i layer nella direzione di inserimento sarà sempre fragile .. Io oltre al riempimento lavorerei sulla progettazione del pezzo quindi: Ipotesi 1 ci fai intorno delle nervature ( sono piccole alette tipo le ali della coda di un razzo) per dare forza e unione tra la base e il cilindro centrale Ipotesi 2 il tubo di alluminio che ci infili arriva fino alla base? O si ferma quando inizia il piede che fissi al legno? Se non areiva in fondo progettalo passante in modo che quello che stampi faccia solo da vincolo Spero di essermi spiegato! -
stampare raccordi per tubolari
MAL1190 ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
Si dipende dallo slicer... io uso KISlicer e direi che si chiami cone avevo scritto... in ogni caso se metti i supporti dentro col cavolo che lo pulisci dopo!!! Per non parlare del tempo... -
stampare raccordi per tubolari
MAL1190 ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
Concordo con @Killrob, lo sdrai e magari ci puoi metteremettermite di altezza ai supporti così che lo li faccia solo sulla base ( altrimenti fatai fatica ad attaccarlo al piatto) ma che dentro te lo stampi senza supporti... In base al tipo di slicer che usi dovresti trovate una funzione tipo z top o qualcosa del genere.. nella sezione supporti... -
problema righe Ender 3 Pro
MAL1190 ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
Guarda il video di HELP3D dove spiega benissimo come si fa... è più facile a farlo che a dirlo!! 😅 -
problema righe Ender 3 Pro
MAL1190 ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
Una volta cambiato valuta di rifare un controllo alla calibrazione del piatto ( se l hai fatta con il nozzle usurato in "punta" con quello nuovo potrebbe toccare) e un thin wall test per il flusso!! Almeno io lo faccio sempre ad ogni cambio nozzle... -
problema righe Ender 3 Pro
MAL1190 ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
Te lo chiedo perché nella seconda foto del tuo post hai il muro lungo a sinistra,quello obliquo, che ha le righe,mentre quello piccolo alla sua destra, parallelo alla base, non ne ha nemmeno una di righe!! -
problema righe Ender 3 Pro
MAL1190 ha risposto a andrek nella discussione Problemi generici o di qualità di stampa
@andrek una curiosità il problema te lo fa solo in una direzione o è casuale? Sarebbe utile se trovassimo una correlazione tra l orientamento del pezzo stampato con il difetto e un asse... se puoi posta una foto del pezzo ancora attaccato al piatto di stampa per vedere se le righe di cui parli seguono un asse specifico.. -
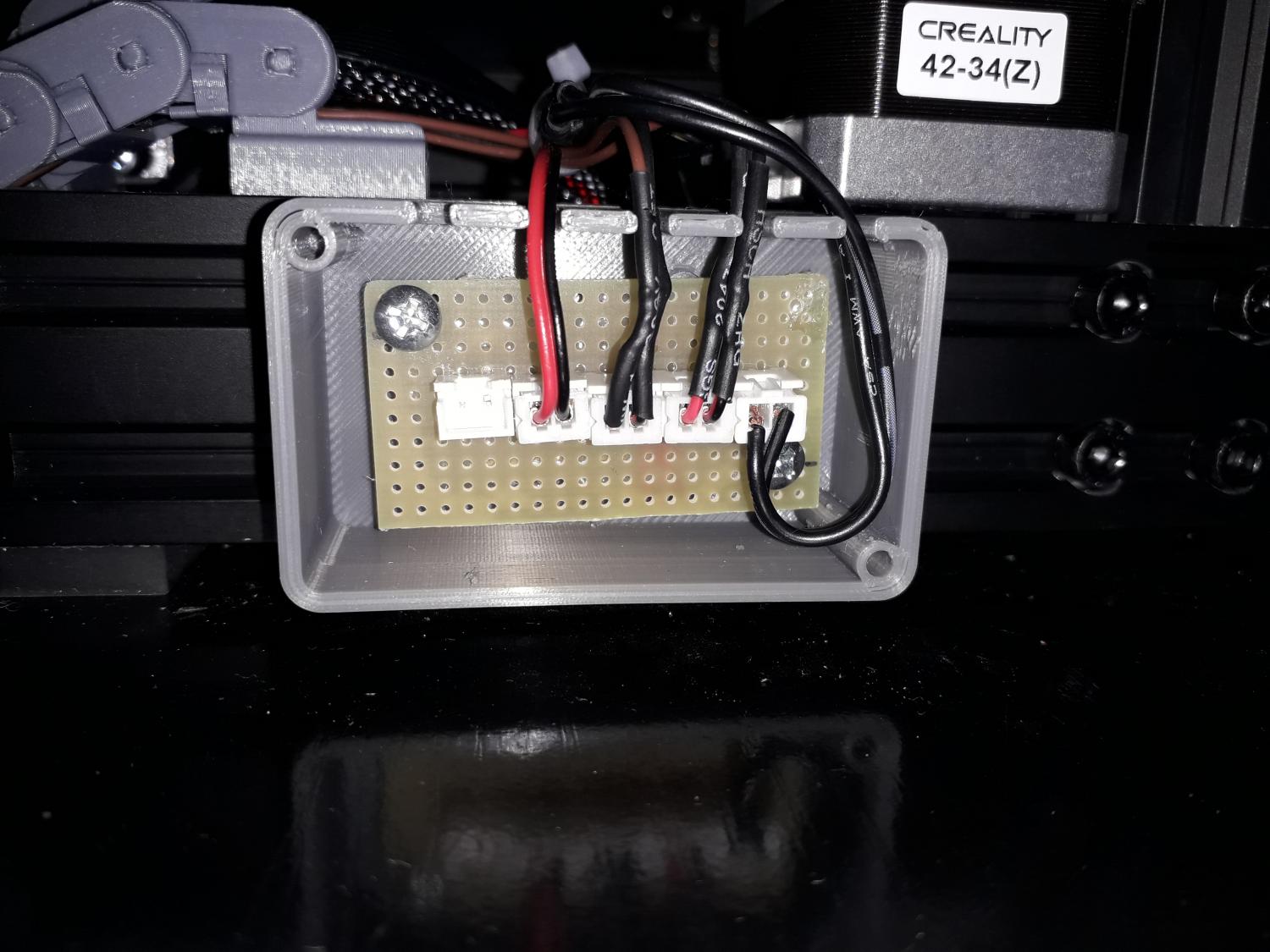
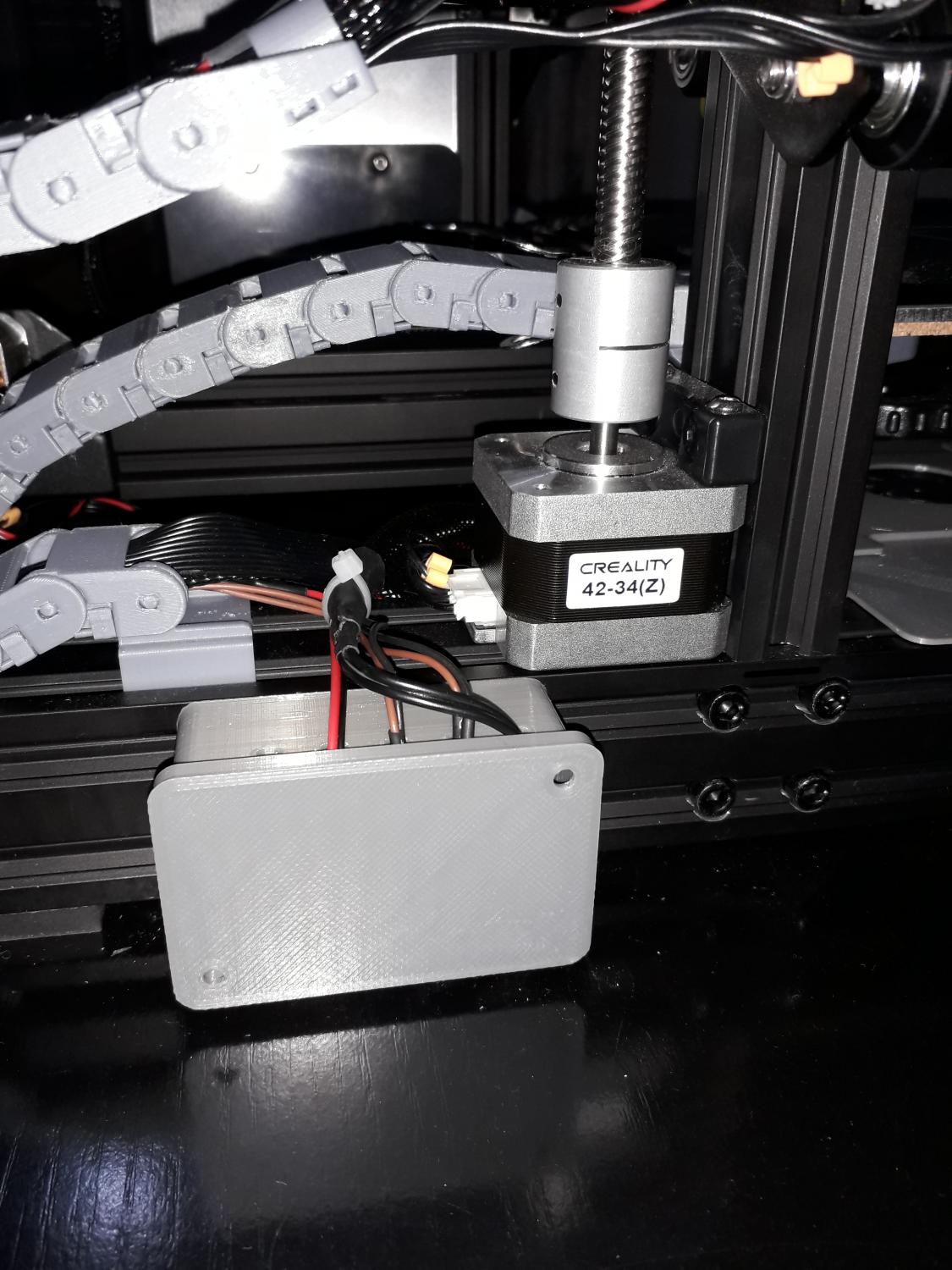
ho terminato di sistemare il tutto, stampato una piccola cassetta di derivazione dove all'interno ho fissato un pezzo di basetta millefori con i connettori per le ventole, ho lasciato un connettore libero in più che non si sa mai... un domani ho un 12V CC disponibile. e infine ho inserito i cavi in una treccia protettiva e quelli delle ventole all'interno della catenaria ceh va ai motori di E e X onestamente sono molto soddisfatto di dell'estetica e della funzionalità! per 20€ ne vale certamente la pena!!!!
-
Problema Bltouch alle prime armi
MAL1190 ha risposto a BamBamBS nella discussione Problemi generici o di qualità di stampa
🤔🤔🤔🤔🤔🤔 scheda a lato dell estrusore?? Scusa ma la tua stampante ha i finecorsa degli assi? Il BLT oltre a prendere i punti del piano funziona da end stop o finecorsa ( è la stessa cosa ) di Z!! Quindi i due cavetti nero e bianco devono andare a sostituire il finecorsa Z -
Problema Bltouch alle prime armi
MAL1190 ha risposto a BamBamBS nella discussione Problemi generici o di qualità di stampa
Io nel mio al posto del marrone ho il blu ma diciamo che cambia solo il colore del cavo.. oltre a quei 3 cavi devi avere anche un connettore a 2 cavi che va messo sul pin dello Z stop... dove prima c era il finecorsa di Z... ce lo hai messo??dalla foto non si vede... -
No onestamente no, ma non avevo notato nemmeno un peggioramento con gli stepper in fiamme!! La mia " miglioria" è puramente legata a migliorare la vita degli stepper, se poi crea un miglioramento anche nella qualità di stampa ben venga!! Ma io non l ho notata!! Forse si potrebbe notare con materiali di stampa un po' più ostici del PLA
-
la stampante è una ENDER 3 PRO, io stampo in una "camera degli ospiti " con finestra chiusa per le correnti d'aria e porta chiusa per il rumore, d'estate ci sono senza problemi 27- 28 ° C di Temperatura ambiente, fai presto ad arrivare a 50°C di motore... ( non ho misurato la temperatura la butto li) e onestamente non so fino a che temperatura possono lavorare senza rompersi o perdere in precisione la corrente dei driver direi che sia ok perchè appena acquistata la stampante avevo dei problemi con gli step/mm e le controllai tutte...
-
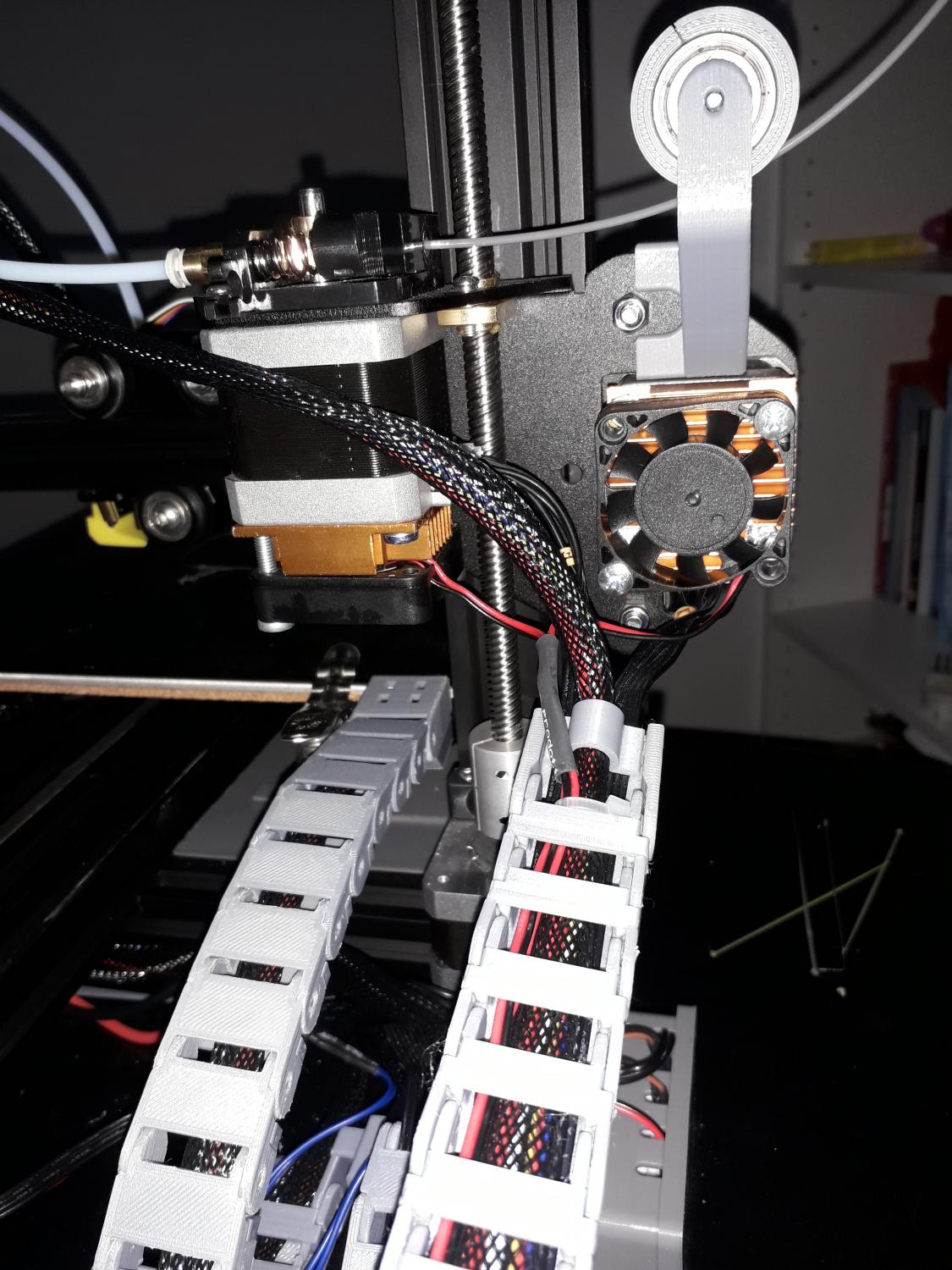
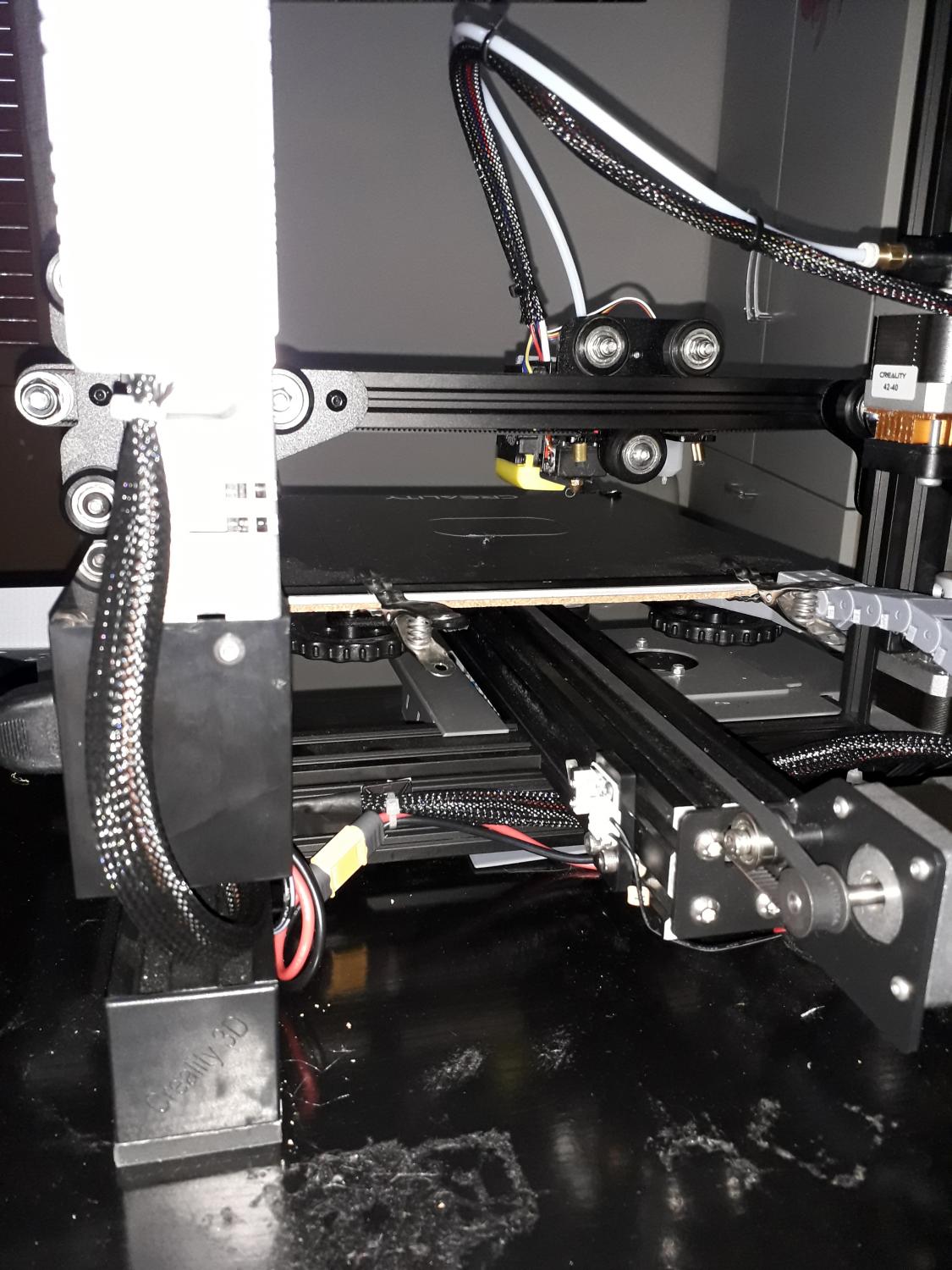
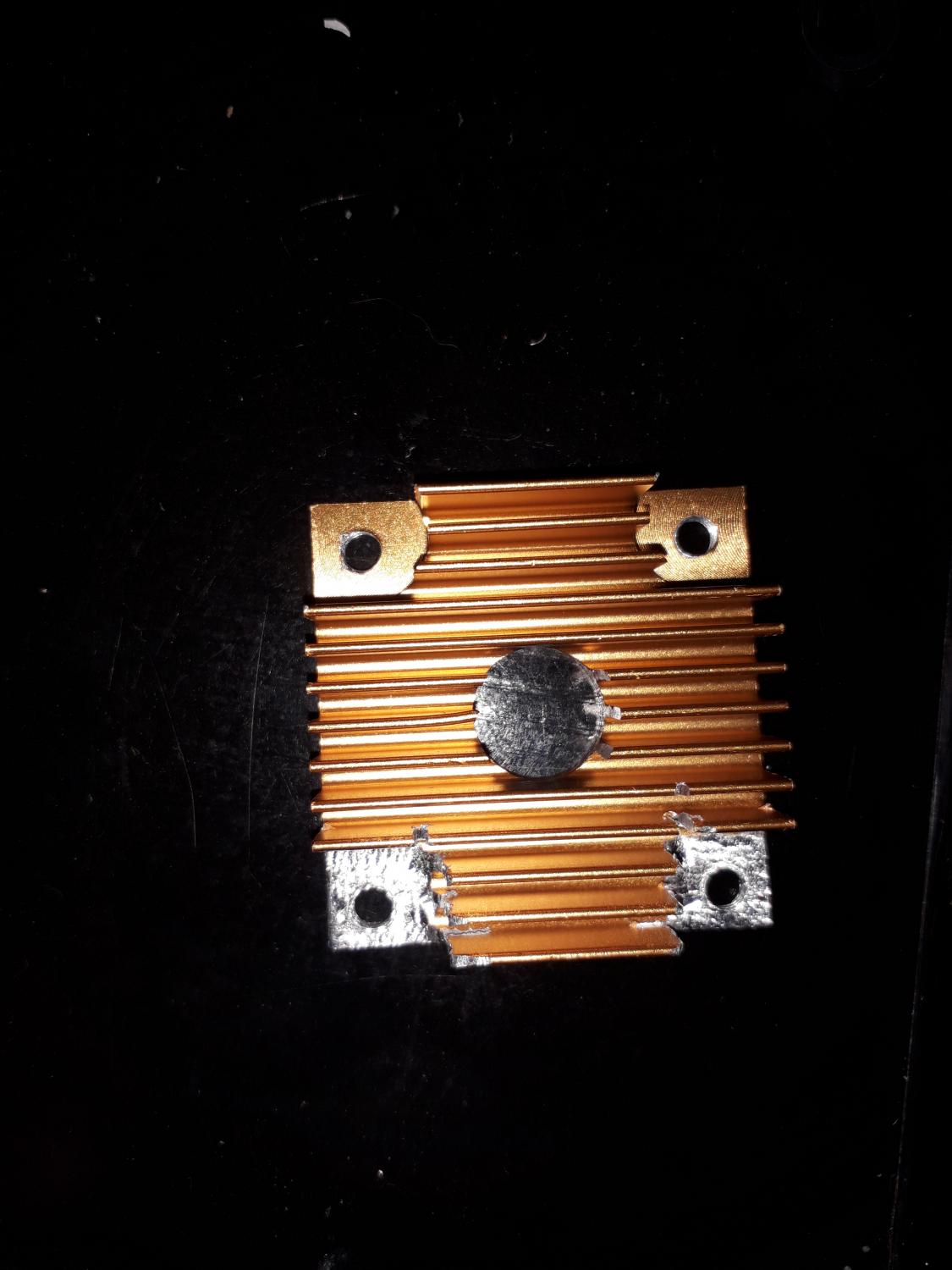
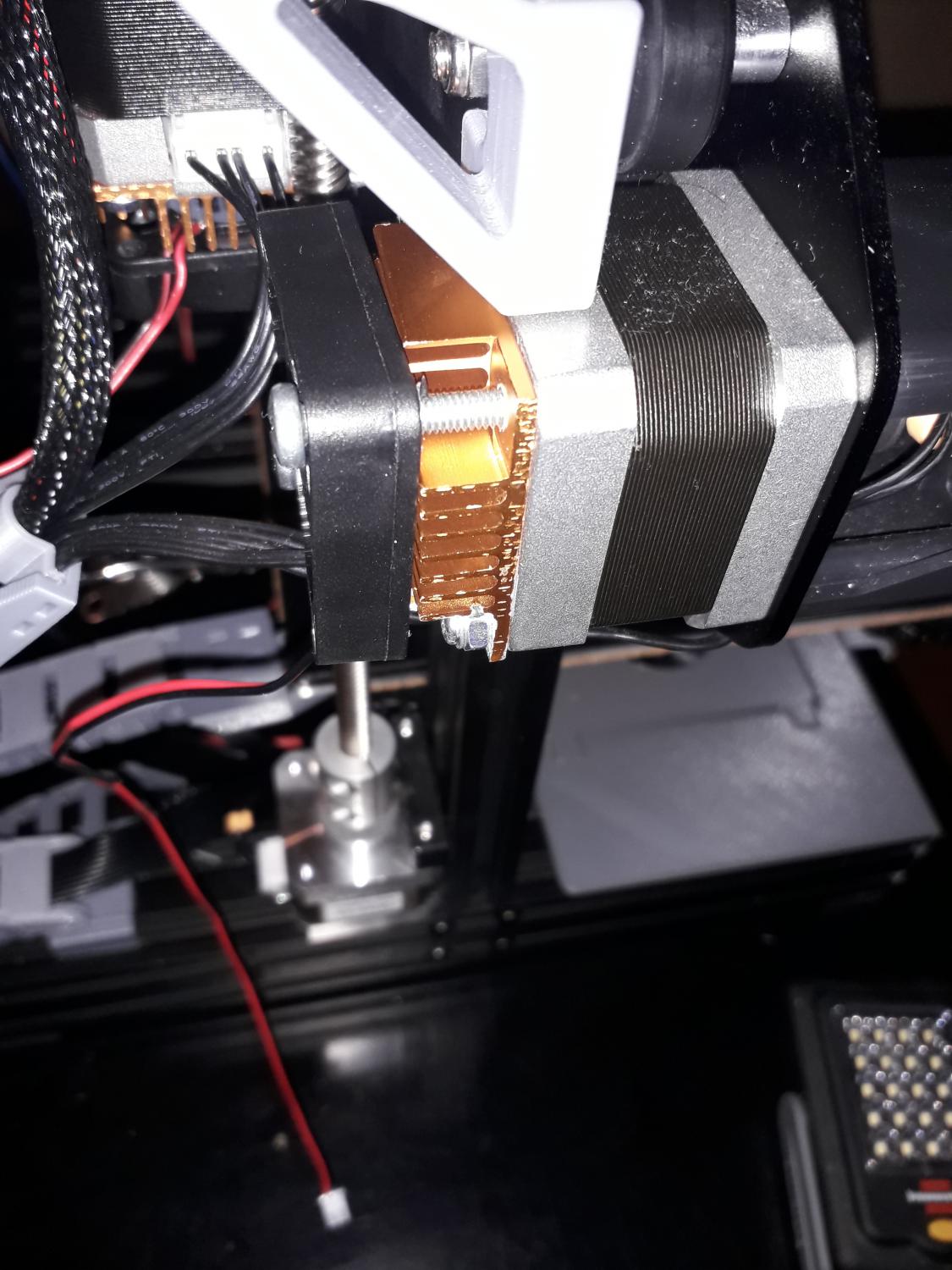
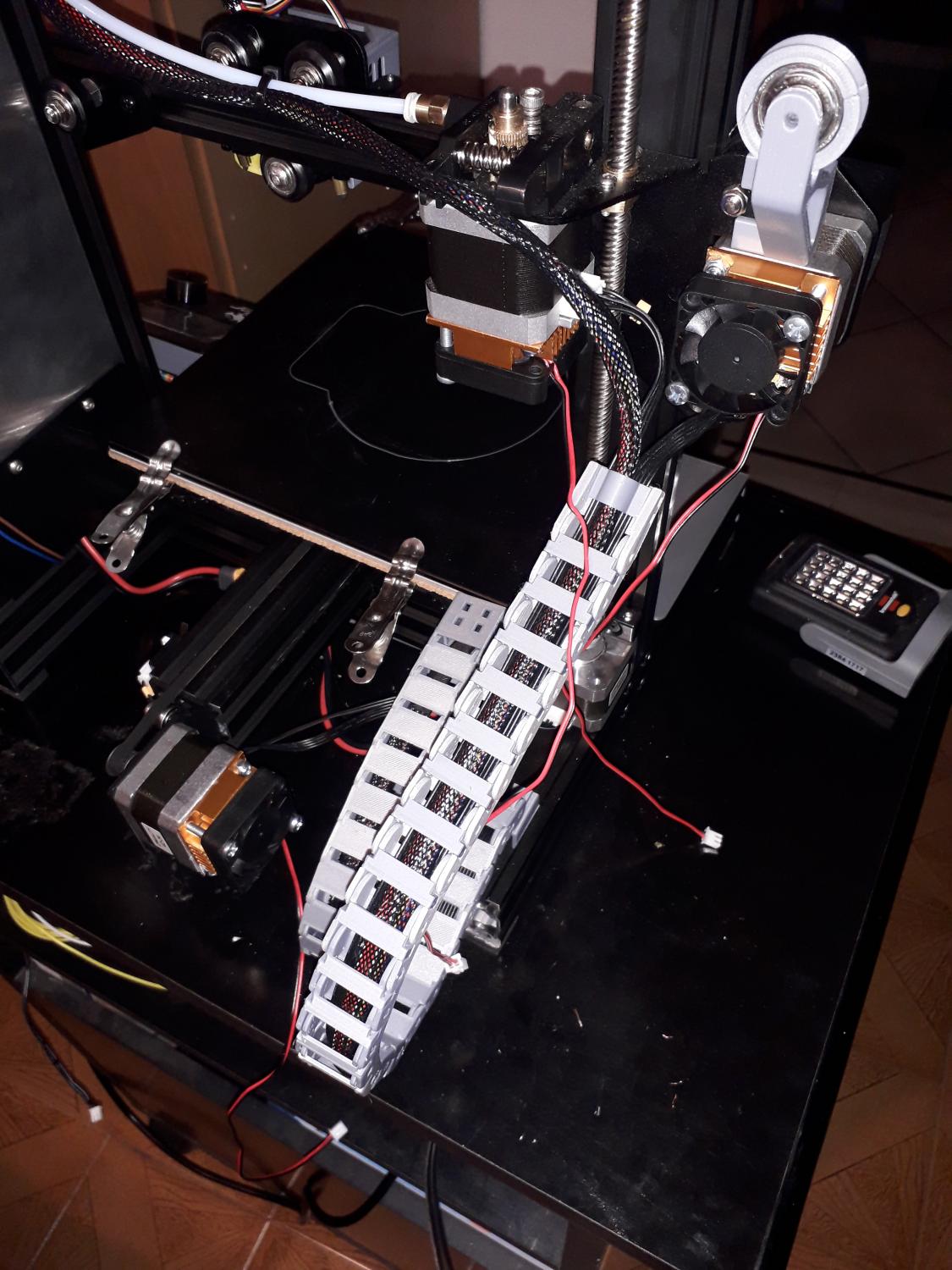
Ciao a tutti, in questo periodo di caldo ho notato che gli stepper della mia stampante, in particolare quelli degli assi X e Y e dell'estrusore, che sono i più sollecitati di tutti, si scaldavano parecchio! dopo un paio di ore di stampa non ci tenevi quasi le mani sopra!! quindi ho acquistato 4 dissipatori in alluminio 40 x 40 e 4 ventole sempre 40 x 40, posto qualche foto per farvi vedere come ho fatto il lavoro e per poter dare spunto a qualcuno che voglia fare lo stesso lavoro. il risultato è eccezionale, anche dopo tante ore di stampa la temperatura degli stepper resta bassa ( meno di quella corporea perchè se li tocchi li senti più freschi del tuo corpo) per prima cosa ho dovuto modificare i dissipatori ( foto 1) , avevano solo 2 fori ( quelli in alto ) ne ho fatti, facendo un piccolo scasso, altri due ( in basso) per fare in modo che: - sullo stepper venissero fissati in diagonale avendo un migliore contatto - utilizzare i due restanti per fissare la ventola ( li ho filettati M4) poi ho svitato 2 viti dello stepper, messo un po' di pasta termica sotto il dissipatore e fissato sul motore ( ho dovuto acquistare delle viti M3 di 5 mm più lunghe delle originali ) e poi nei restanti 2 fori filettati del dissipatore ho montato la ventola facendo si che la direzione dell'aria andasse verso il dissipatore ( foto 2 e 3 ) nella foto 4 c'è una foto di insieme delle 3 ventole montate ( un po' di confusione di cavi ma devo ancora finire il cablaggio ) infine con un vecchio alimentatore a 12V CC ho preso corrente dall'alimentatore della stampante ( 230V ) e con l'interruttorino a levetta vado ad accendere e spegnere le ventole a piacimento. adesso sto stampando una piccola cassetta di derivazione per sistemare i cavi e le connessioni... prossimo passo, in vista di inserire la stampante all'interno di un box che sto costruendo, applicare una termocoppia sullo stepper di maggior utilizzo ( E o Z da valutare) in modo che mi accenda le ventole solo sopra una certa temperatura e le spenga se non necessario. ditemi cosa ne pensate, consigli per migliorare, oppure per chi è interessato a fare questa semplicissima ma utilissima modifica chieda pure e sarei ben felice di poter aiutare!!
-
Problema Bltouch alle prime armi
MAL1190 ha risposto a BamBamBS nella discussione Problemi generici o di qualità di stampa
ok allora il BLT è la stesa versione mia, ed è una di quelle versioni che creano problemi con alcune schede se te la cavi un po' in inglese guarda questo https://www.youtube.com/watch?v=sOFxalLOZOI ora io non conosco la tua stampante, ma il BLT deve avere il probe esteso e led blu acceso ( ben visibile ) e quando la sonda tocca il piano o il dito che sia si deve ritrarre, fermare la discesa di Z ed accende il rosso quindi certamente mi viene da dire che c'è un problema o di collegamamento o di FW postaci qualche foto dei collegamenti, soprattutto della scheda in cui si vede bene dove viene collegato il BLT così proviamo a capire un po' megio -
Problema Bltouch alle prime armi
MAL1190 ha risposto a BamBamBS nella discussione Problemi generici o di qualità di stampa
Alcune schede non supportano i BLT V3 e 3.1, il tuo che versione è? Quando l ho installato sulla mia stampante (ender 3 pro) dopo aver fatto tutti i cablaggi la prima cosa da fare è alzare Z a metà altezza e provare facendola scendere, con un dito se il probe dell BLT lo sente e si ferma.. Hai fatto questa prova? Il probe si estende?il BLT si illumina blu o rosso all occorrenza?? Scusa le molte domande ma per capire a modo cosa succede bisogna indagare... -
LAYER PERIMETRALI SI SFALDANO
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
😰 che sfortuna!! che slicer sai che certamente lo fa? almeno da provare.... -
LAYER PERIMETRALI SI SFALDANO
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
KISSLICER... -
LAYER PERIMETRALI SI SFALDANO
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
non ho la più pallida idea di come si faccia ad impostare un valore di flow diverso per il primo layer!! 😅 -
LAYER PERIMETRALI SI SFALDANO
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
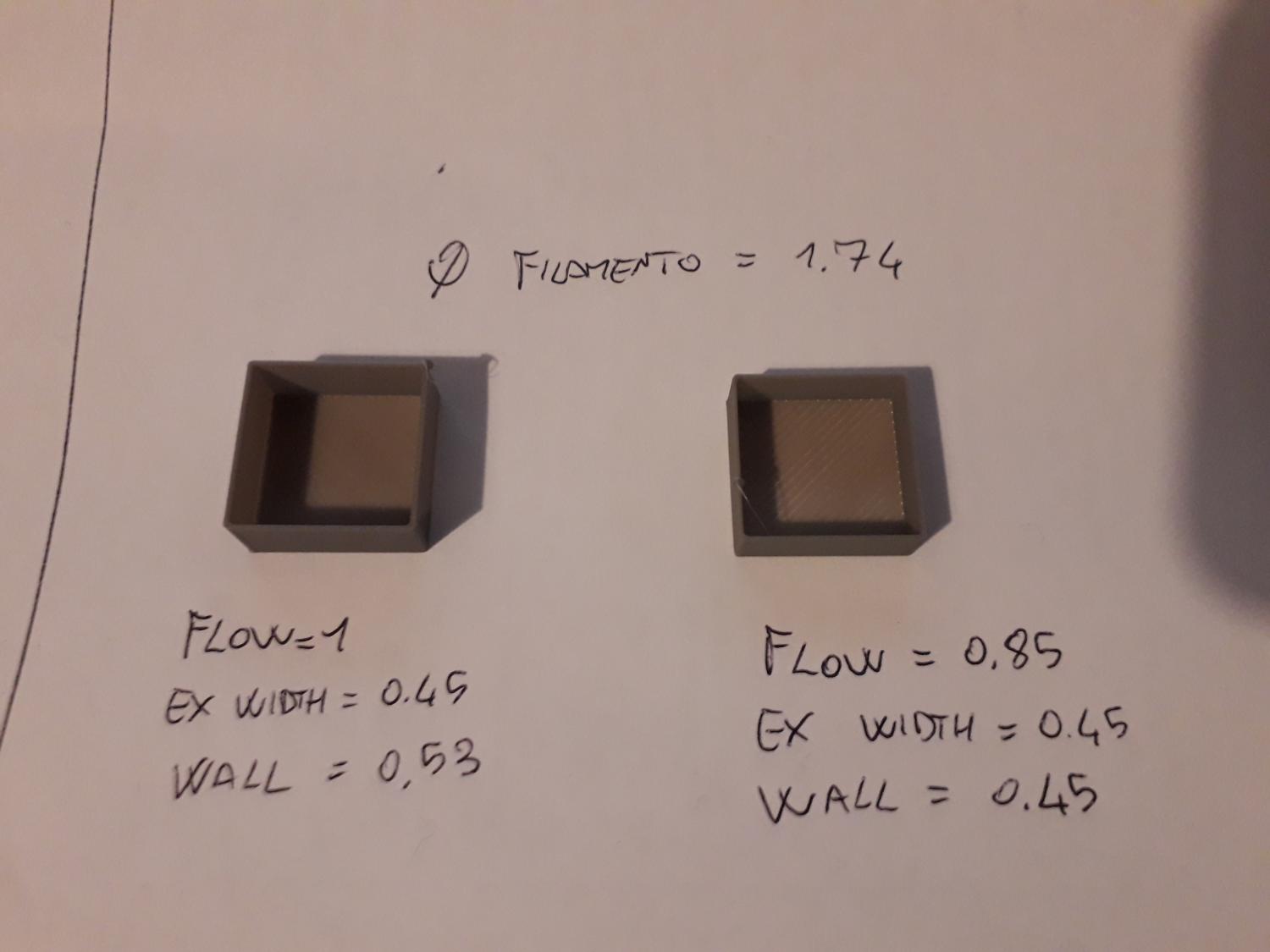
AGGIORNAMENTI ho controllato step/mm di E, 100 da comando ne estrude 102,3 ( onestamente lo lascerò così non credo influisca così tanto ) dopo aver controllato gli step/mm ho fatto il thin wall test Diametro filamento 1.74 flow =1 ; extrusion width = 0.45 risultato wall = 0.53 ma buon primo layer ( la base per intenderci ) fatto i calcoli rifaccio il test flow (calcolato ) = 0.85 ; extrusion width = 0.45 risultato wall = 0.45 ma primo layer ( base ) poco solida e a "corde" conclusioni?? a voi guru del 3D... io la butto li, magari è una cag..ta ma se avessi il nozzle consumato? la punta... spiegherebbe perchè se abbasso il flow mi viene un primo layer più debole ( meno materiale quindi viene "schiacciato" meno dal nozzle ) e per lo stesso motivo tutti quei buchi super regolari nelle stampe...
-
LAYER PERIMETRALI SI SFALDANO
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
si certamente farò il test degli stepp/mm di E si perdonami ci manca un passaggio, il primo test l'ho fatto con extrusion width di 0.4 mentre il secondo l'ho messa a 0.45, perchè ho seguito pari pari il un vecchio appunto che avevo scritto dove metteva un +0.05 del nozzle. in teoria i valori dovrebbero tornare lo stesso perchè sono rapporti ma per evitare cavolate dopo step/mm li rifarò con lo stesso valore di extrusion width.