MAL1190
-
Numero contenuti
510 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di MAL1190
-
LAYER PERIMETRALI SI SFALDANO
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
@marcottt nello slicer ( uso KISSLICER ) non ho modificato nulla, ma per scrupolo controllo. ho fatto il thin wall test ma, adesso lo spessore del "wall" è corretto ma perde in perfezione il primo layer stampo con nozzle da 0.4 CUBO GRANDE stampato prima del test con i seguenti valori: - extrusion width 0.45 e flow tweak 0,75 ( volori ricavati dal precedente test con vecchia bobina stesso materiale e marca ) primo layer perfetto e solido ma spessore wall di 0.54 ( anzichè 0.45 teorico ) CUBO PICCOLO stampato dopo il test con i seguenti valori ricavati: - extrusion width 0.45 e flow tweak 0,85 primo layer che aderisce bene ma si sfibra ( tipo tante corde ) ma spessore wall di 0.45 quasi perfetto a questo punto dove sbatto la testa? forse dovrei rifare anche il test degli stepp/mm di E e una volta sistemati quelli un altro thin wall?
-
LAYER PERIMETRALI SI SFALDANO
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Grazie @Killrob no infatti il pezzo non deve avere quei buchi.. per questo anche io ho dato subito la colpa ad una sotto estrusione.. Escludendo di essere alto con il nozzle perché fa un primo layer che ti fa innamorare!! : ) probabilmente estrude poco e non si "incollano" a dovere vari layer... -
LAYER PERIMETRALI SI SFALDANO
MAL1190 ha pubblicato una discussione in Problemi generici o di qualità di stampa
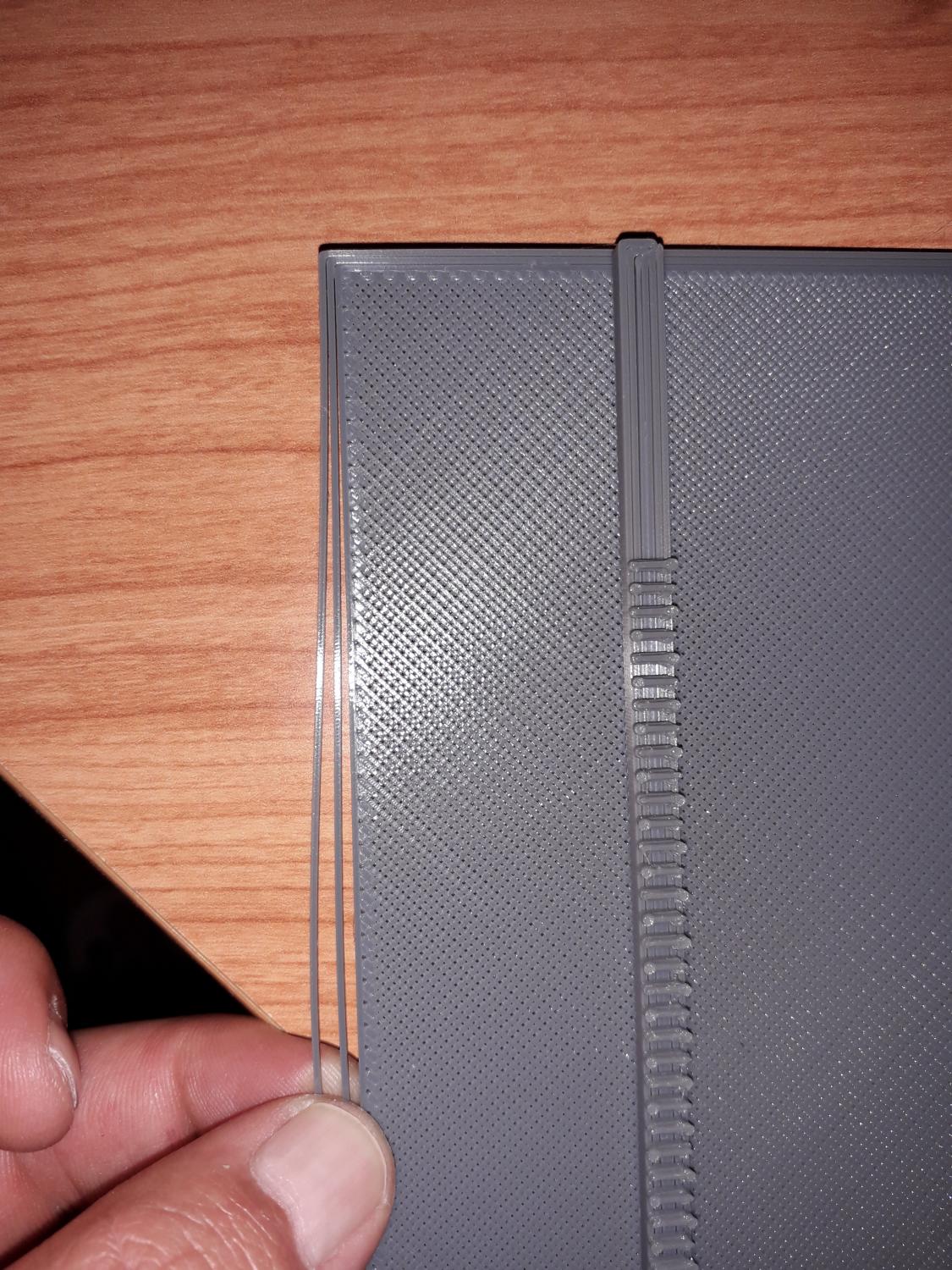
Ciao a tutti, Avrei bisogno della vostra esperienza per risolvere questo problema.. mi si staccano i layer perimetrali!! Solo quelli, l interno è perfetto e solido!! Non tutti e non sempre ma spesso almeno in un lato... si sfaldano in verticale,quindi l'adesione tra i layer in verticale è ottima,ma quella in orizzontale inesistente.. Così d'istinto mi viene da pensare di fare un thin wall test, magari ho un flusso un po scarso? Oppure abbassare di qualche decimo il nozzle in modo che schiacci un po' di più il materiale depositato e si uniscano i perimetri... Stampo con una Ender 3 pro,materiale PLA WARHORSE 210 nozzle 45 piatto Nello slicer ho impostato 3 layer di perimetro Allego qualche foto per chiarezza!! Grazie a tutti!!
-
Problema layer sottili
MAL1190 ha risposto a Fix96 nella discussione Problemi generici o di qualità di stampa
Io eviterei di andate ad inserire quel pasticcio... Se non puoi settarli da display metti i valori che trovi degli step/mm nel gcode con m92 Io ti consiglio in primis di fare il thin wall test e anche questo lo inserisci nello slicer e non nella stampante!! Guarda il canale di help3d... sono il top!! E se hai bisogno siamo qui apposta! -
Problema layer sottili
MAL1190 ha risposto a Fix96 nella discussione Problemi generici o di qualità di stampa
Secondo me hai un flusso troppo abbondante, e quando stampi a 0.1 in nozzle tende a " solcare" nel materiale che deposita rovinandolo e trascinandolo con se... Ad occhio le stampe a risoluzione 0.2 vanno meglio, avendo più altezza tra bed e nozzle compensa meglio l' overflow Oltre a livellare il piano hai fatto anche i test d calibrazione? Ti consiglio il thin wall test per regolare il flusso... Fallo penso che risolverai buona parte del problema!! -
SALVATAGGIO LIVELLAMENTO AUTOMATICO
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
@invernomuto voto 10 + per la spiegazione, adesso direi che sia tutto chiaro nella mia condizione con "RESTORE_LEVELING_AFTER_G28" decommentata in FW e nessun comando M420 S1 dopo G28 nello start gcode non mi tiene mai in considerazione i valori rilevati dall'ABL e salvati in eeprom, soluzioni: - commento "RESTORE_LEVELING_AFTER_G28" in FW senza mettere nulla dopo il G28 nello start gcode - non commento "RESTORE_LEVELING_AFTER_G28" e inserisco M420 S1 dopo G28 nello start gcode però perchè, senza mai spegnere, faccio da LCD G28 poi G29 e mando la stampa da SD card ( stampa al cui interno nello start gcode c'è un altro G28) in questo caso tiene conto dell ABL? il G28 contenuto nello start gcode non dovrebbe escluderlo? -
SALVATAGGIO LIVELLAMENTO AUTOMATICO
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
grazie @FoNzY e @invernomuto, la voce "RESTORE_LEVELING_AFTER_G28" è decommentata, e infatti quando prima di ogni stampa faccio da LCD auto home dopo ogni volta mi fa anche l'ABL, e questo mi fa perdere tanto tempo se io da LCD faccio partire l'ABL e quando ha finito faccio sempre da LCD " store setting " in teoria dovrebbe salvarmi l'ABL in eeprom, giusto? ma se faccio così poi spendo e riaccendo la stampante e faccio partire la stampa mi sembra che non tenga conto del ABL ( me ne accorgo perchè se tengo un dito sulla vite senza fine di Z mentre si muove X e Y per fare il layer non sento i micro movimenti che sento se lo faccio dopo aver fatto l'auto home e di conseguenza l'ABL il comando M420 S1 mi " ricarica " i valori salvati in eeprom dell'ultimo ABL prima della stampa? spero di essermi spiegato bene... -
SALVATAGGIO LIVELLAMENTO AUTOMATICO
MAL1190 ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, dopo avervi rotto le pa..le nella sezione PROBLEMI GENERICI adesso vengo a romperle qui! :) vorrei sapere qual'è il corretto modo per salvare i dati rilevati dall auto bed level nella eeprom in modo che ad ogni inizio stampa non mi faccia l'ABL ma carica i dati precedentemente salvati. grazie se potete indicarmi sia i parametri da mettere nel FW che quelli del Gcode... -
PROBLEMI PRIMO LAYER CON BLTOUCH
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
aggiornamento! dopo aver studiato e lavorato un sacco sul FW ( sono molto orgoglioso di me! 😃 ) sono riuscito ad impostare il FW in modo che faccia lavorare al meglio il BL TOUCH... il problema del primo layer che non veniva bene era tutta colpa del Z offset o meglio del piano " morbido" magnetico della stampante, essendo morbido e probabilmente non più uniforme data dall'usura, ogni volta che lo calibravo mi dava valori diversi. sostituito il bed con un bel piano in vetro è ragazzi viene fuori un primo layer che ti fa innamorare!! :) :) grazie mille a tutti per l'aiuto!- 6 risposte
-
- 2
-

-
- ender 3 pro
- bl touch
- (and 1 più)
-
PROBLEMI PRIMO LAYER CON BLTOUCH
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Concordo che è meglio non farne 15x15😂 ma 7 x7 può essere un buon compromesso.. Poi per il tempo che impiega a farlo potrei salvare il livellamento? Se io do da pc un G29 poi una volta finito un M500 mi salva i valori che ha letto? Dopo nello start g code come faccio a dirgli di tenere conto dei valori di auto livellamento precedentemente salvati? -
PROBLEMI PRIMO LAYER CON BLTOUCH
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
grazie @Lothar, si in effetti mi da tanti problemi se stampo un BED CALIBRATION TEST ( in pratica un mega perimetro che copre tutta l'area di stampa ) se faccio stampe normali ( 100 X 100 mm di area ) il problema si risolve.. o meglio si attenua. c'è nel FW un modo per dire oltre che quanti punti di x e y testare a che distanze farli? se si potessero fare 3 o 4 punti ogniuno ad una distanza di 3 - 4 cm di distanza invece che su tutta la larghezza del piatto sarebbe più preciso... in ogni caso ho anche un piano in vetro nuovo di pacca proverò a montare quello al posto dell'originale magnetico della ender anceh se mi trovo davvero bene con il suo -
PROBLEMI PRIMO LAYER CON BLTOUCH
MAL1190 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, sono ancora a chiedere il vostro aiuto.. dopo aver montato il BL TOUCH originale con buoni risultati e impostato il FW per utilizzarlo al meglio mi trovo con un problema molto strano: in pratica il mio primo layer viene malissimo! e l'auto livellamento dovrebbe fare il contrario! :( ho fatto tutti i passaggi quindi correggendo lo z offset per "dire" alla stampante che il nozzle è più alto rispetto a quando si ferma il BL TOUCH di, nel mio caso, 2.6 mm ma quando vado in stampa i loop esterni attaccano bene ma quelli interni sono alti e non attacca se invece quelli interni attaccano bene quelli esterni sono talmente schiacciati che il nozzle quasi gratta il piatto.. quindi io penso che il mio bed sia non più planare ma convesso... ma la domanda è l'auto livellamento non dovrebbe appunto controllare vari punti del bed ( io ho impostato 5 per esagerare e quindi controlla 5 su x e 5 su y ) e correggere quisto difetto durante la stampa? la mia stampante è una ENDER 3 PRO... grazie per l'aiuto come sempre... -
Problema asse Z Ender 3 Pro
MAL1190 ha risposto a aleben nella discussione Problemi generici o di qualità di stampa
È risaputo il troppo gioco della regolazione degli eccentrici della Y ( del bed quindi ) controllalo e controlla anche gli altri giochi come dice @Killrob... inoltre controlla le tensioni delle cinghie.. -
Primo layer
MAL1190 ha risposto a Daniel68 nella discussione Problemi generici o di qualità di stampa
Il piatto è ben livellato? Posta un paio di foto per farci vedere cone ti viene il primo layer... -
retrazione problemi
MAL1190 ha risposto a Francesco2332 nella discussione Problemi generici o di qualità di stampa
E prova a fare i vari test per la ritrazione!! Ne trovi su thingiverse... Che materiale usi e a che temperatura? -
Problema filamento non scorre ma la rotella che lo spinge gira
MAL1190 ha risposto a angelus08 nella discussione Problemi generici o di qualità di stampa
O hai problemi di sotto estrusione causati da un settaggio di step/mm troppo bassi ( ma non credo se mi dici che le prime stampe andavano bene) oppure hai il nozzle/hot end/gola ostruiti e quindi il materiale esce in maniera ridotta rispetto a quello che dovrebbe essere!! Devi smontare l hot end e rimuovere quello che la blocca!! -
Recuperare stampa dopo interruzione di corrente
MAL1190 ha risposto a GiovanniMontieri nella discussione Problemi generici o di qualità di stampa
Eh si quoto @Killrob... Mi sa che devi ricominciare da capo... Ps se hai spesso problemi di sbalzi di corrente e non hai il power loss recovery mettici un piccolo gruppo di continuità.. quelli da pc per intenderci! Ti salva l alimentatore in caso di sbalzi di corrente e la stampa!! Chiaramente non durerà ore ma se salta la corrente per 5-10 minuti sei salvo! -
Problema altezza ugello dal piatto dopo autolivellamento
MAL1190 ha risposto a rainito nella discussione Problemi generici o di qualità di stampa
Che tipo di bed uscinper stampare? Vetro? 4 punti x e y quindi fa una griglia di 16 punti? -
superfici irregolari con malformazioni
MAL1190 ha risposto a nemis16 nella discussione Problemi generici o di qualità di stampa
Guarda i video di help 3d lo spiegano molto molto bene... -
TEST CALIBRAZIONE CIRCOLARE
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Si potrebbe anche pensare di avere una tabella con i vari step/mm per varie aree di stampa? Quindi faccio 4 o 5 test cube di misure crescenti e salvo i risultati, dopo di che nello start g code vado a inserire quello più appropriato in base alle dimensioni dell oggetto? Forze è una cazz... ata enorme ma se gli step/mm che uso per un pezzo piccolo non mi danno la stessa precisione per un pezzo 3 volte più grande allora forse non lo è del tutto... -
TEST CALIBRAZIONE CIRCOLARE
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
eh si ottimo consiglio.... 😤 -
TEST CALIBRAZIONE CIRCOLARE
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
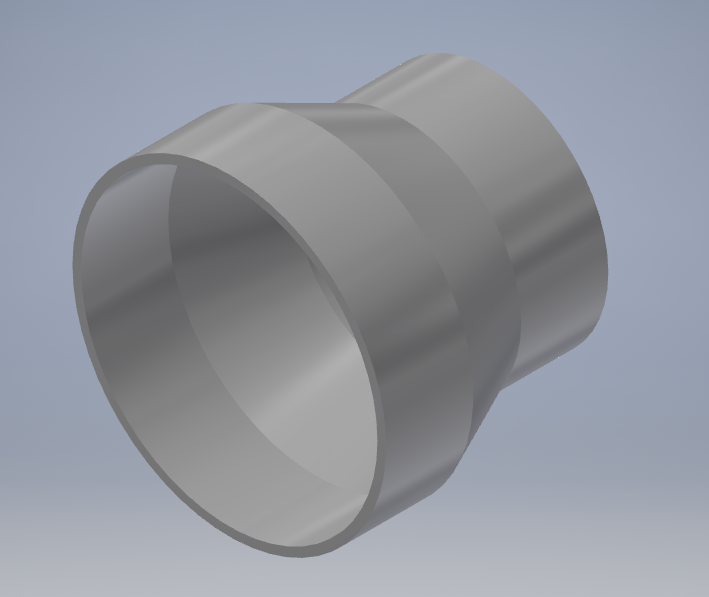
sono d'accordo, se stampo pezzi ad incastro fatti da me l'errore si stampa è costante su entrambi quindi non mi crea problemi, ma in questo caso devo stampare una riduzione 73 esterno 50 interno ( vedi foto ) da inserire in un estrattore di fumi in linea acquistato, quindi la misura di 73 dev'essere precisa! in questo caso è veramente meglio fare dei test per capire quanto dev'essere il disegno per darmi una reale misura di 73 in stampa!
-
TEST CALIBRAZIONE CIRCOLARE
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
grazie del consiglio @Basilietto... provo a fare un test cube di 80x80... in effetti se su 20 mm hai un certo valore di errore su 80 ne hai il quadruplo!!- 12 risposte
-
- 1
-
-
- test
- ender 3 pro
- (and 1 più)
-
TEST CALIBRAZIONE CIRCOLARE
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
si la tolleranza ce la do anche io, quello che succede a me è che se disegno un cilindro di diametro esterno 73 mm e spessore 2 mm e lo stampo ottengo i seguenti risultati: D. esterno TEORICO 73 mm REALE 71,9 mm D. interno TEORICO 69 mm REALE 67,9 mm spessore TEORICO 2 mm REALE 1,91 per lo spessore ci può stare benissimo lo scarto di 1 decimo ma una differenza di stampa di più di 1 mm sulle circonferenze è tanto! e ho il sospetto che all'aumentare del raggio della circonferenza aumenti l'errore! magari si potrebbero fare dei test con circonferenze di vari diametri ( 20,40, 60 , 80 ,100 ad esempio ) e cercare tramite proporzione un fattore K di cui tener conto in fase di progettazione? ad esempio se considero il diametro esterno di 73 dovrei disegnarlo del 1,51% più grande per ottenerlo realmente di 73 mm in stampa ( sempre che l'errore sia costante!! ) -
TEST CALIBRAZIONE CIRCOLARE
MAL1190 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti.. vi lancio un questito al quale non ho trovato risposta.. esiste un test per calibrare la circolarità di una parte stampata? Come esiste il cubo per gli assi esiste qualcosa per le circonferenze? Vi porto il mio caso, stampo un cubo 20x20x20 e mi sbaglia di 0.1 mm al max se stampo un cilindro di diametro esterno 73 mm la stampa fisicamente viene 1 1.3 mm più scarsa.. mai più abbondante sempre scarsa! Adesso ho una stampa a circa il 20%, quando finisce la misuro correttamente e posto le misure teoriche e reali... Stampante ender 3 pro materiale PLA Grazie del vostro aiuto come sempre!!