MAL1190
-
Numero contenuti
510 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di MAL1190
-
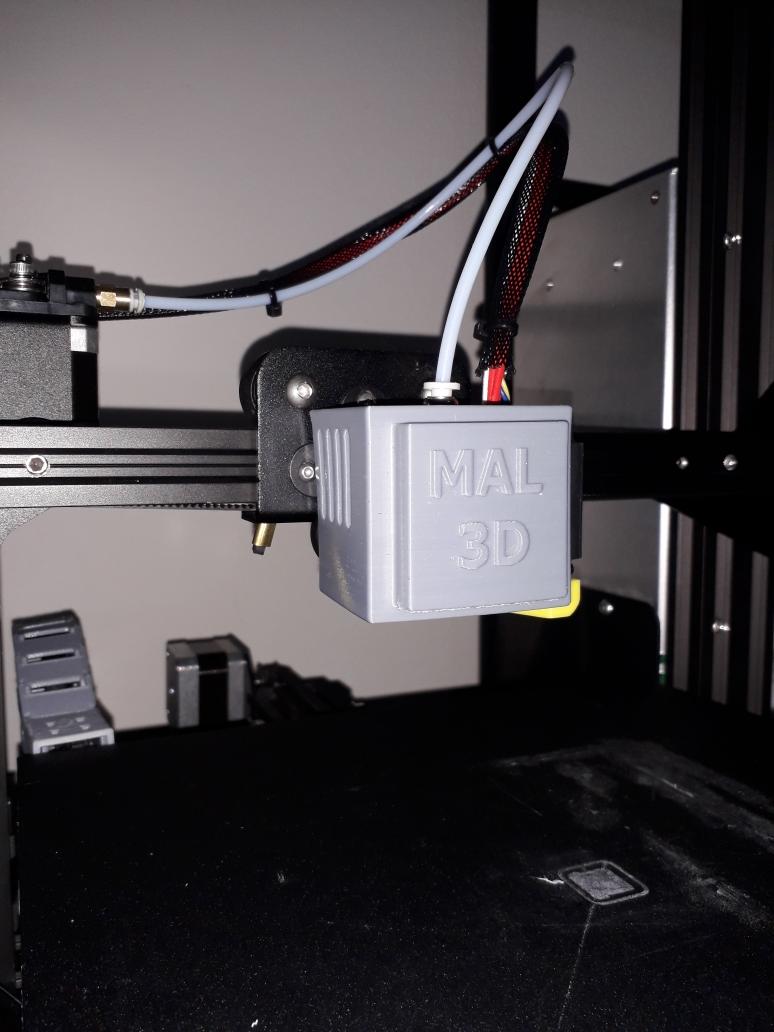
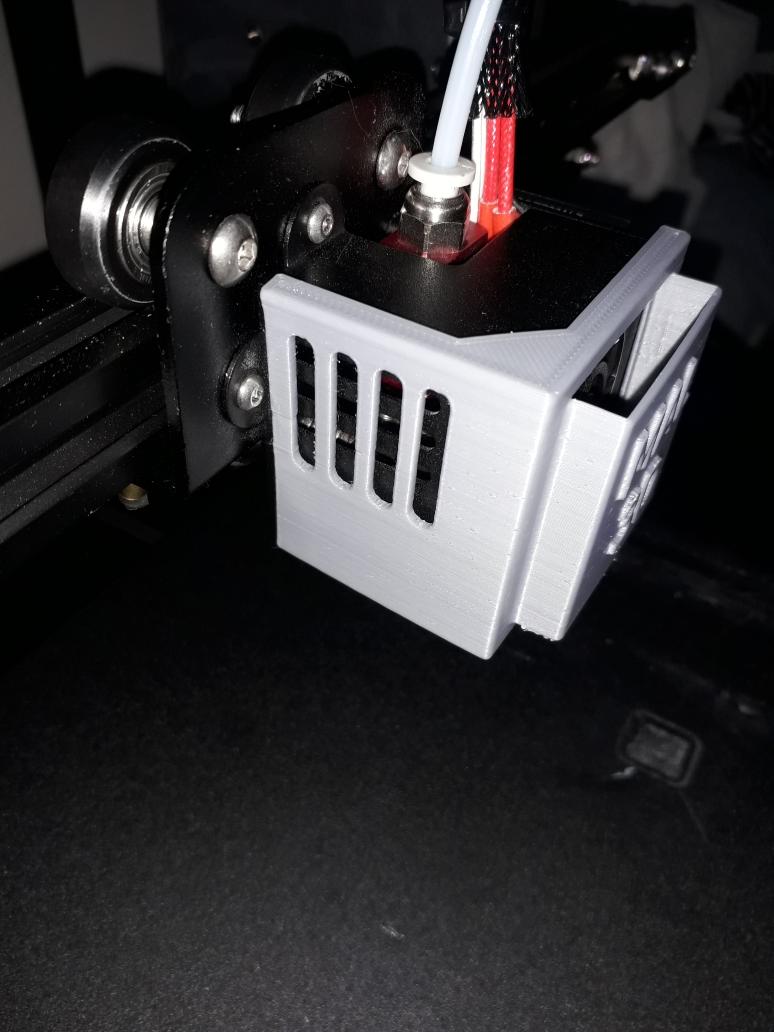
CONVOGLIATORE VENTOLA HOTEND ENDER 3
MAL1190 ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
ciao a tutti, questo un piccolo progettino che ho fatto e stampato, per evitare che la ventola che raffredda l'hotend della mia ENDER 3 PRO aspiri filamenti di estrusione che a lungo termine la potrebbero bloccare. è ad incastro quindi senza nessuna modifica o smontaggio di componenti ( infatti in una delle foto sembra storta ma perchè non l'avevo ancora fissata bene!! 😓 ) se qualcuno è interessato posso allegare il file STL ( posso modificare anche la scritta frontale personalizzandola se volete ) tutto gratis ovviamente!! 😎🤣 ho già in progetto la versione 2.0 con convogliamento anche della ventola di raffreddamento nozzle...
-
Ventola di raffreddamento
MAL1190 ha risposto a Pimpinet nella discussione Problemi generici o di qualità di stampa
si sulla ENDER confermo frontale sempre accesa per raffreddamento hotend e laterale da impostazioni di slicer per il filamento quella frontale si deve accendere appena accendi la stampante -
si ti puoi fare una specie di libreria di filamenti la ENDER 3 ( o 3 PRO ) permette di mettere in pausa ( pause brevi non ore perchè la stampante resta accesa ) e riprendere la stampa in un secondo momento oppure di spegnere la stampante ( la spegni proprio quindi puoi riprendere la stampa anche dopo giornio tanto si spegne proprio ) e quando la riaccendi riprendi a stampare molto utile nel caso dovesse andare via la luce mentre stampi! se hai bisogno sono qui...
-
Come dice correttamente @marcottt i file stl non hanno al suo interno nessun parametro ( infatti si chiamano stl e non gcode ) una volta che hai impostato tutti i parametri base dello slicer questi rimangono salvati in se stesso.. in questo modo ogni file stl che ci " metti dentro" sarà slicerato con gli stessi parametri.. ma ATTENZIONE ogni oggetto che stampi deve essere personalizzato un po ( magari devi cambiare il riempimento, o i supporti ecc.. ) e per questo ci vuole l esperienza teorica e pratica!! Diciamo che grosso modo i parametri relativi al filamento possono rimanere invariati, chiaro che se cambi filamento devi cambiarli, ma finché usi il tuo PLA plus puoi tenere sempre quelli E si è normale che i nomi dei parametri cambino da slicer a slicer, ma con l esperienza riuscirai a capirli... Il piatto tienilo caldo... se no rischi che ti si imbarchi o si stacchi il pezzo!! Come ti abbiamo già detto tutti, e credimi è davvero l unica cosa che serve, studia informati e guarda tanti tutorial.. ce ne sono una marea.. devi purtroppo aver la pazienza di accantonare la stampante per un po e studiare.. dopo vedrai come tutto è più chiaro e come è bello il mondo della stampa 3D!!
-
SENSORE LIVELLAMENTO AD INFRAROSSI
MAL1190 ha risposto a MAL1190 nella discussione Hardware e componenti
premesso che devo ancora montare entrambi i sensori, volevo una vostra opinione a riguardo. stavo valutando che l'ipotesi di un sensore IR prechè pensavo che non avendo parti meccaniche avesse meno errori di lettura, quindi una ripetizione della precisione molto alta... però si effettivamente la superficie su cui riflette potrebbe creare dei problemi... -
se proprio vuoi usare CURA, questa guida è veramente ben fatta.... https://www.italia3dprint.it/guidacura1/
-
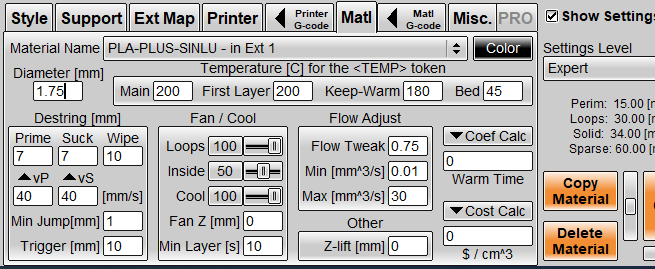
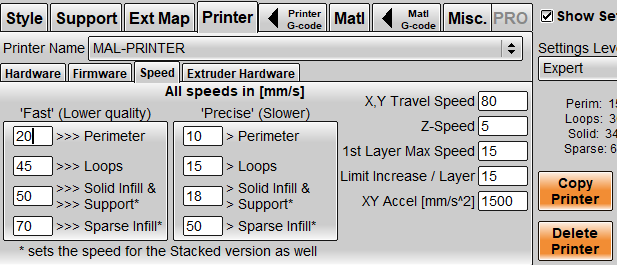
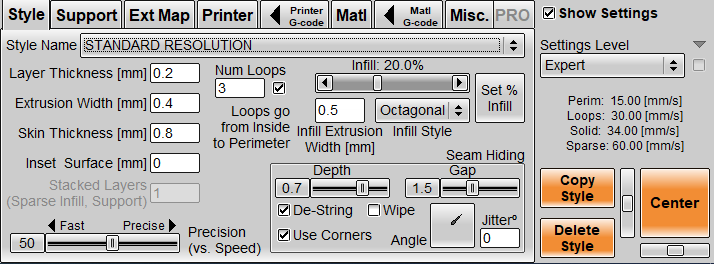
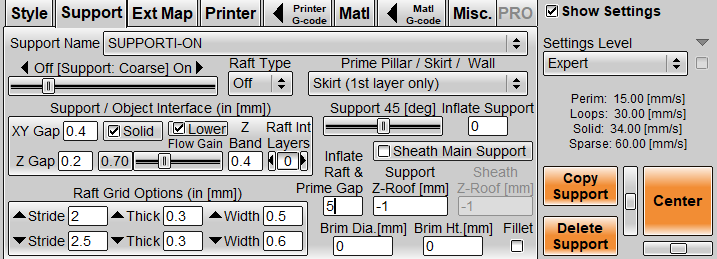
nella foto è lo slicer che uso io, si chiama KISSLICER, cura non lo conosco e non possa aiutarti. se posso darti un consiglio visto che mi sembra che sei poco pratico con lo slicing ( è normale se sei alle prime armi, come si dice nessuno nasce imparato!! 🤣 ) devi cercare uno slicer magari anche più difficile di cura ma che abbia a seguito dei tutorial dove ti spiegano bene come e cosa settare e a cosa serve quel parametro! io ho scelto KISSLICER per questo motivo, non ne sapevo mezza di stampa 3d e guardando sui vari tutorial ne ho trovato uno di HELP3D che spiega per filo e per segno come impostare i parametri " base " per la stampa con KISS, quindi inizia da quello hai una guida che ti spiega tutto e fatti le ossa, poi un po' alla volta passi a cura o quello che vuoi... qui i link per: 1. KISSLICER V1.5 http://www.kisslicer.com/download-v16-stable.html ( usa questa versione è la stessa del tutorial se no ti cambiano alcuni nomi ) 2. introduzione a KISSLICER https://www.youtube.com/watch?v=OepGyjQW7a0 3. creare il profilo "base " https://www.youtube.com/watch?v=8T1rrprTJfE ( se non riesci a scaricare lo start gcode che dice nel video ti giro il mio ) prenditi un paio di ore e sistemalo come fa nel video, e poi stampa e vedrai che viene fuori qualcosa di buono!! esatto è cura nella foto che ha messo @print'n'roll, quelle 4 videate grigie con i pulsanti arancioni sono le mie ed è KISS solo per non fare confusione!
-
quoto in pieno quello che ha detto @marcottt, la stampa è bella quindi la stampante non ha nulla ( anche lo skirt si è attaccato bene e sembra dello spessore giusto ) questo è quello che devi fare!! adesso che abbiamo capito che la stampante non ha nulla devi solo studiare e informarti per fare al meglio il tuo slicing!!
-
SENSORE LIVELLAMENTO AD INFRAROSSI
MAL1190 ha risposto a MAL1190 nella discussione Hardware e componenti
grazie @FoNzY sono ancora molto in dubbio tra questo e un " classico " BLtouch... credo che alla fine però cadrò sul BLtouch, data la mia inesperienza vorrei farmi le ossa prima su qualcosa di super collaudato e spiegato, poi un domani non si sa mai... potrei montare anche questo sostituendo il BLT -
ciao a tutti... qualcuno di voi ha mai montato su ENDER 3 o 3 PRO il sensore di livellamento a raggi infrarossi di David Crocker? ne parla Riccardo di EBG models sull'installazione, ma poi non c'è nulla rispetto alle modifiche fw da fare... vi lascio un po' di link... se qualcuno lo ha montato con successso mi dia qualche dritta che mi interessa molto! miscsolutions.wordpress.com/mini-height-sensor-board/ https://youtu.be/Jopf-ZNT2ok
-
@print'n'roll ti allego il file gcode che devi mandare in stampa ( ci vorrà una mezz'ora ) CALIBRA BENE IL PIATTO, SE LO GRAFFI TUTTO PERCHE' SEI BASSO NON E' COLPA MIA!!😎 metto anche le schermate dove potete vedere i vari parametri, ho optato per un 200/45 di temperatura ( circa una media di quello che mi avete detto... ) facci sapere come viene con qualche foto magari!! cubo20mm_PLA_PLUS.gcode
-
Ok.. datemi qualche dritta su temperature e parametri per il pla+... io non l ho mai usato.. le velocità e gli altri parametri restano uguali? Così te li metto nel gcode e te lo mando.. Ma per curiosità hai ancora del PLA normale? Quello che era dentro la confezione della stampante.. se lo hai ti consiglio di usare quello almeno per il mio gcode così sono certo che va bene...
-
@print'n'roll se ti va bene io farei una mossa del genere.. ti mando un mio gcode di un cubo 20x20x20 devi solo scaricarlo e metterlo su micro sd e stamparlo.. poi ci dici cosa è venuto fuori.. magari con qualche foto.. che tipo di filamento usi? Pla di che marca? Ma mi raccomando calibra il piatto prima di stampare.. in questo modo se la stampa del mio gcode viene bene allora è un problema dei tuoi parametri di slicing ed escludiamo la stampante.. se viene male siamo d punto e a capo!! 😤 Cosa ne dici?
-
scusa @print'n'roll ma credo che ci sia un problema di base, non credo che sia colpa di qualche problema della stampante, ma onestamente mi sembra che sei ancora molto molto alle prime armi con il mondo della stampa 3D... perchè se mi dici: rispetto a infill e loop di perimetro e poi mi dici: mi pare di capire che la stampante stampa male perchè non è correttamente regolata già dallo slicer... prima di mandare in stampa un pezzo devi ovviamente fare lo slicing dello stesso ( attraverso un programma che può essere CURA piuttosto che SLIC3R, o KISSLICER o SIMPLIFY 3D e... ) ma questo slicing lavora su dei parametri che tu devi andare a mettere a punto, come infill, loop, temperature, supporti, e via discorrendo ce ne sono parecchi... il mio consiglio è leggi, studia e guarda dei tutorial sul mondo della stampa ( ce ne sono una marea se vai sul sito di HELP 3D sono bravissimi e molto chiari ) così ti fai un po' di chiarezza e prendi dimestichezza con i nomi delle varie regolazioni, poi da quello che hai imparato vai a mandare una stampa... purtroppo, o per fortuna per chi ha desiderio di imparare e migliorare sempre, la stampa 3D non è come stampare una pagina di word, ci sono mille cose da impostare e provare, modificare e riprovare per migliorarsi sempre. se hai bisogno di indicazioni fammi sapere che ti metto qualche link da guardare
-
SENSORE FILAMENTO ROTTO O BLOCCATO
MAL1190 ha risposto a MAL1190 nella discussione Hardware e componenti
Ma sei un enciclopedia vivente!! 😂 L idea di poter modificare i parametri da sw è interessante, credo che sia inutile dover smontare tutto per cambiare i jumper dell standalone per modificare un parametro.. soprattutto alle prime armi dove devi e vuoi sperimentare... Per curiosità perché ti serve più coppia su E?per il bowden? Ne vale la pena? Pro e contro? -
SENSORE FILAMENTO ROTTO O BLOCCATO
MAL1190 ha risposto a MAL1190 nella discussione Hardware e componenti
In che senso delicata @invernomuto? Lo UART praticamente vai ad impostargli i valori dell vref da fw corretto? Otre a questo quale vantaggio offre? Cos è? Cioè? In che senso? Se lo setto che in caso di anomalia mi sospende la stampa anche se un domani metterò octoprint quale problema mi da? sia la scheda che i driver saranno da montare su di una ender 3 pro, la scheda sono molto convinto per la 1.3,per i driver riuscite a spiegarmi un po cosa è utile verificare per scegliere quello migliore? Grazie della pazienza e dei vostri preziosissimi consigli.. non sono un esperto ma questo mondo delle stampanti 3d e di tutte le possibili migliorie mi piace da matti e anche grazie al vostro aiuto i risultati vengono e questo ti fa appassionare sempre di più! -
SENSORE FILAMENTO ROTTO O BLOCCATO
MAL1190 ha risposto a MAL1190 nella discussione Hardware e componenti
grazie @Whitedavil, mi sono preso un po' di tempo per studiare la faccenda... credo che la soluzione migliore sia montare una scheda SKR 1.3 con rispettivi driver ( pensavo i TMC2208 ) in questo modo: - ho una scheda che mi permette un ampio campo di lavoro per eventuali altri upgrade grazie ai 32k - posso installarci il BLtouch - posso installarci il sensore filamento essendo tutti e tre della BIG TREE TECH non credo diano problemi di comunicazione, inoltre su github in BTT ci sono tutti i manuali ( anche se in inglese ) con le modifiche al FW e poi i tutorial tipo quelli di DAZERO credo che così venga fuori un bel lavoro con la possibilità un domani avere una scheda che regga altre eventuali modifiche... -
Problema con stampa dopo disegno 3d
MAL1190 ha risposto a Roscolo nella discussione Problemi generici o di qualità di stampa
per qualità intendi lo spessore del layer? ( scusa ma non conosco cura ) se è così puoi mettere a 0.2 e poi abbassa la temperatura di estrusione, 220° per il PLA è alta... vai a 200 e prova -
Problema con stampa dopo disegno 3d
MAL1190 ha risposto a Roscolo nella discussione Problemi generici o di qualità di stampa
ok ma la stampante è nuova? hai appena iniziato a stampare?? hai fatto tutte le dovute calibrazioni? -
Problema con stampa dopo disegno 3d
MAL1190 ha risposto a Roscolo nella discussione Problemi generici o di qualità di stampa
che slicer usi? quoto in pieno quello che ha detto @FoNzY inoltre sembra che hai anche altri problemi, hai delle superfici troppo " ruvide " hai fatto le varie calibrazioni? -
ti rispondo un po a pezzi ma hai fatto un sacco di domande spero di non perderne... prima dell'inizio di ogni stampa vai a dare il comando AUTOHOME da LDC ( prepare-> autohome ) e i 3 assi della stampante più il carrello dell'estrusore vanno a zero ( angolo sx della stampante vista frontale ) poi quando è tutto in home confermi la voce sotto a AUTOHOME che si chiama SET OFFSET in questo modo vai a dire alla stampante che in quel momento tutti e 3 gli assi sono a zero ( se fai caso sul display prima di fare offset i valori di X Y e Z lampeggiano tra 0 e punto interrogativo, questo perchè ti stà dicendo che non sa se è a zero o no! una volta confermato con set offset rimarrà zero fisso puoi descrivermi la tua procedura quando stampi? in particolare la preparazione? se è cosi' secondo me stai stampando alto o hai un valore di extrusion width troppo alto nei parametri dello slicer si attaccano bene le stampe al piatto? l'offset di Z è un valore ( positivo ) di altezza dell'ugello sull'asse Z, partendo dal presupposto che quando sei in HOME il tuo valore Z=0 se vai ad impostare un valore di Zoffset =0.2 vuol dire che il tuo ugello quando è in home non è più a 0 rispetto al piatto ma è a 0.2 dal piatto ( quindi quando parte la stampa se hai uno spessore del layer di 0.2 stampi a 0.4 vero @Killrob ?? 🤣🤣 ) se hai cambiato la ruota è dello stesso diametro esterno? se no ti sballa tutti gli step/mm per tutto il resto lascia stare al momento nozzle in titanio, filamenti in carbonio ecc. ecc.. prima stampiamo come si deve il PLA poi un po' alla volta cambiamo materiale!! io ti ripeto da quello che vedo io hai problemi di sottoestrusione e di altezza di estrusione, puoi mettere le schermate di cura dove si leggano i valori che usi per lo slicing? poi controlla tutte queste cose: il piatto è calibrato bene? il finecorsa di Z è all'altezza giusta? fai una foto in cui si veda l'altezza tra piatto e ugello quando fai autohome gli step/mm sono corretti? in particolare quelli di E controlla i valori di infill e loop nello slicing ti allego un STL che serve per fare una valutazione della calibrazione del piatto, fai lo slicing ( fallo più grande possibile in modo che copre tutto il piatto ) e poi mandalo in stampa ( piatto 45-50 ° nozzle 200-205° ) ci mette mezz'ora a stamparlo poi mandaci la foto. essendo molto sottile capiamo in un colpo solo se hai problemi di altezza, step/mm o calibrazione ( o tutti e tre! ) bed_calibrator.stl
-
Ok provo ad informarmi un po... nel caso torno a disturbarti!! 😁😊 Grazie mille intanto!!
-
Sembra semplice... ma quanto è grande questo regolatore di tensione? Sta dentro il case della scheda madre? Puoi mettermi una foto o ancora meglio un link di dove acquistarlo? Perché se fosse molto piccolo non sarebbe più comodo metterlo sull hotend diciamo subito prima della ventola? Magari è una cavolata ma se è un piccolo componente elettronico così sarebbe più comodo da cablare...
-
Me lo puoi spiegare in 2 parole?
-
Difetto nella stampa
MAL1190 ha risposto a Christiangianolli nella discussione Problemi generici o di qualità di stampa
Ho fatto lo slicer e stampato il delfino.... a me non da nessun problema.. ( vedi le foto ) però mi è venuta in mente una prova che puoi fare... quando lo kmposti nello slicer puoi ruotarlo? In modche che adesso il punto dove ti fa il difetto è sull asse X diciamo, se lo ruoti e lo metti sull asse Y questo punto poi provi a rimandarlo in stampa.. se è un problema di slicing dovresti trovarti lo stesso essore anche cambiando posizione dell oggetto,se invece dovesse fare questo vuoto in un punto diverso del pezzo ma dove prima di ruotarlo c era questa piccola pinna allora potrebbe essere un problema meccanico?