MAL1190
-
Numero contenuti
510 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di MAL1190
-
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
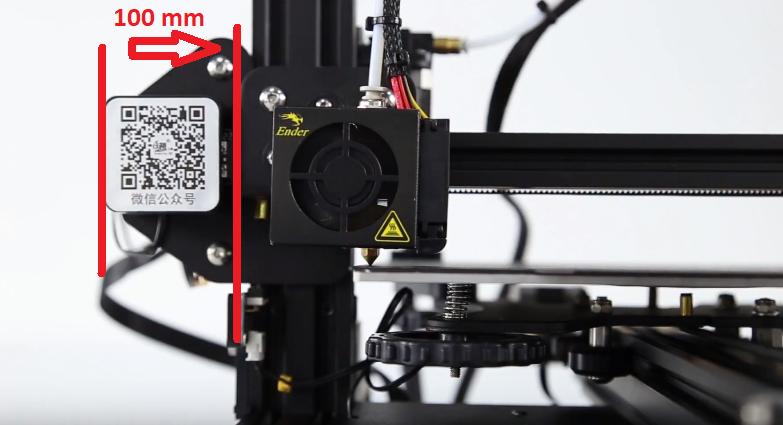
in realtà dopo aver scambiato i cavi sui motori per loro è normale che muovendo 100 estruda 80 perchè gli step/mm di X sono 80 di default sulla stampante... l'ho chiesto anche a loro come mai e questa è la risposta: " When you set a command of moving X-axis 100mm, E motor can send 80mm filament, it means the E motor is OK, because the transmission ratio of the X-axis is 80. When you correct the wire on the motor and exchange them on the motherboard, then set a command of moving X-axis 100mm, E motor can send 85mm filament. This also means the E wire is normal. So there is no problem with your motor, wires, even the motherboard. If you still worry about it, please also exchange the wire on the motherboard ( Motor is wired correctly ). This time please set a command of moving E-axis 100mm to see if X-axis can move 93mm. If all of these are normal, you still need to set the Estep ( transmission ratio ) to about 230. Contact me if any questions. Thank you for your kind cooperation." @clouds prova a fare anche quel passaggio scritto nella loro mail che ho messo in grassetto io ho fatto anche quello prima di riuscire a farla funzionare! praticamente - spegni stampante - cavi collegati correttamente sui motori apri box scheda madre inveri X con E dentro la scheda - accendi e preriscaldi PLA - fai 1 estrusione di 100 mm da LCD muovendo asse X ( dovrebbero venirne fuori circa 85 ) - poi finita l'estrusione fai un movimento da LCD dell'estrusore ( E ) di 100 mm dovresti vedere l'asse X ( quello che muove da SX a DX l'estrusore per intenderci ) che si sposta PIANISSIMO a DX e se misuri tra il quadratino dove c'è il QR code e il carrello dell'estrusore si muoverà di circa 100mm ( vedi foto ) puoi fargli fare anche 200 o 300 mm così prendi più misure! - fai auto home da LCD che ti torna tutto in posizione "home " e spegni e ricolleghi tutto NORMALE dopo di che io avevo tutto funzionante... tengo le dita incrociate per te!!
-
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
@clouds io ho scritto a questo indirizzo amazoneu@creality3d.cn ma perchè l'ho acquistata tramite amazon... tu prova mandando una mail dal tuo account di posta non da amazon facendo finta di nulla al massimo ti dicono che non ti possono rispondere! 🤣 io ho scritto in inglese ( e loro rispondono in inglese ) ma va bene anche in italiano e traducono loro! prova e tienici aggiornati! -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
questa la procedura che mi ha inviato direttamente il costruttore, oltre ai test di cui ho già parlato e postato foto prima di questo ( es. misurare con multimetro direttamente sulla scheda madre ) questo è l'ultimo che mi ha fatto fare e quello che ha sbloccato la situazione: testualmente "Ok, I'll help you to figure out which part is faulty. Now the motherboard is ok, s o the problem must be in the E-axis motor or E-axis wiring. The only way is to make an E-axis exchange test. 1. Please t urn off the printer first, connect the wire of X-axis to E motor, then turn on the printer, heat the nozzle to 200 degrees and set the command of moving X-axis about 100mm to see if E motor could send the filament about 93mm (If it works properly, the E motor is normal ). 2. If E motor could work normally, turn off the printer and connect the wires with the 3 motors correctly. Then exchange the connected wires of X-axis and E-axis on the motherboard. 3. Turn on the printer and heat the nozzle to 200 ° (This is an important step, please don ’ t forget). 4. Set the command of moving X-axis about 100mm to see if E motor could send the filament about 93mm. (If it works properly, the E wire is normal.)" mi hanno confermato che non è necessario modificare gli step/mm scambiando i motori mia domanda " hi,ok i have understand the process but i have a question,if i change the wire of X axes with the wire of E axes i need to change also the Xstepp/mm with Esteps/mm because the motors has two different setting and if i move X axes motor of 100 mm with 80stepp/mm ( like factory setting ) i'm sure that i haven't 100mm of filament! is it correct?i think that the process that you have teaching to me it's correct but i think also that first of move the x axes about 100 mm in necessary setting the Xstep/mm at 93 like Estepp/mm factory setting.please give me confirme as soon as possible so then i can do all the test this week end!thank you" risposta: " After exchanging the wires, you don't need to reset these settings. Or you can ignore these settings, after exchanging the wires, set a command of moving axis to see if the motor can work or not. Thank you. I'll try my best to reply you ASAP." dopo di che ho fatto il test prima scambiando i cavi sui motori ( mettendo E su X e X su E a stampante spenta ) accendo scaldo per PLA muovo asse X di 100 mm risultato 80mm di filamento uscito spengo, ricollego i cavi sui motori correttamente, apro la scheda madre scambio sulla scheda i connettori di E con X e scaldo per PLA e muovo asse X di 100mm risultato 85mm di filamento un po' triste spendo, ricollego e chiudo tutto come era e faccio una stampa con il vecchio valore di Espep/mm che era di 234.3 e vene fuori una cosa inguardabile ( estrudeva troppo filamento) rimetto i miei Estep/mm a 93 ( valore di fabbrica ) faccio il test di estrusione e su 100mm di LCD me ne rimangono solo 92,6 quindi un Estep/mm di 100.43 !!!! adesso stampa che è una meraviglia ragazzi!!! -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
AGGIORNAMENTO SITUAZIONE ciao ragazzi, allora dopo aver fatto gli ultimi test consigliati dal costruttore della stampante vado in stampa con un cubo 30x30x30 per calibrazione degli assi e vedo che ho un flusso troppo abbondante.. insospettito abortisco la stampa e faccio un test da LCD di 100mm di estrusione.. risultato: teorici 100 mm reali 92.6 mm che moltiplicati per i miei 93 step/mm mi danno un valore di.... 100.43!! 😀 imposto 100.43 Step/mm e rifaccio il test risultato SPACCA IL MILLIMETRO!! 💪 io credo che ci fosse qualcosa di " bloccato ", passatemi il termine, o a livello hardware o software e che dopo aver fatto questi test si sia "sbloccato " @clouds o a chiunque altro interessi la procedura che mi ha mandato l'assistenza CREALITY mi faccia sapere che la posto! -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Ok ho capito il tuo discorso... potrebbe essere.. però è strano che sia in inch solo quel motore, o quella parte del software perche ho stampato il classico cubo 30x30x30 per calibrare step/mm degli assi ed è pressoché perfetto... mi viene da pensare che seguendo il tuo discorso se gli dici di stampare un cubo 30x30x30 se non sa quanto è 30 viene fuori una misura completamente sballata... tanto i passi dei motori sono impulsi eletteici lascia stare che ruoti una rotellina dentata o che sposti un asse.. mi sembra strano che possano lavorare tutti in mm e quello dell estrusore in inch... -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Anche se fosse così estruderebbe memo del dovuto se lo fai da LCD ma quando gli lancio il comando di estrudere 150 mm da gcode dovrebbe farlo corretto... perché dentro al gcode c è una riga di comando apposta per settare l unità di misura in mm... è G21 -
KISSLICER DIMENSIONI OGGETTO
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
Grazie @Killrob Certamente durante il disegno le unità di misura sono in mm ( è lo stesso default che utilizzo per lavoro e sullo stesso pc anche!! 😅) forse sbaglio a esportare lo STL ma quando faccio salva come... non mi chiede unità di misura e nulla... boh che strano!! -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Speriamo che ti rispondano presto.. cosi abbiamo un altro punto di vista.. oggi mi hanno mandato la procedura per testare i motori e i cavi.. vi terrò aggiornati.. spero tra sabato e domenica di testare tutto!! io a sensazione darei la colpa al motore.. -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
@clouds io ho acquistato da amazon e una volta acquistata mi è arrivato la loro mail con scritto che in caso di problemi avrei potuto contattarli direttamente da li... e guarda sono veramente super seri, rispondono in un buon inglese e velocissimi ( in 1gg lavorativo 2 botta e risposta ) unico neo che nel primo pomeriggio smettono di rispondere perché in cina quando noi abbiamo finito di pranzare vanno a letto!! 😂 tu da dove l'hai acquistata? -
Problema Elder 3 pro
MAL1190 ha risposto a Oscar_86 nella discussione Problemi generici o di qualità di stampa
ti rispondo anche io da neofita... il uso KISSLICER per fare gli slicer delle stampe, se vai su youtube cerca nel canale di HELP3D ci sono 2 tutorial su questo programma, uno è un'infarinata l'altro ( dura un'ora circa ) spiega per filo e per segno... è molto interessante e utile... come spiega benissimo PIRAZ nel suo canale sono valori base da cui partire poi l'esperienza ti dirà come e cosa andare a modificare... ti metto i link: https://www.youtube.com/watch?v=OepGyjQW7a0 https://www.youtube.com/watch?v=8T1rrprTJfE poi guarda un po' di cose in generale su questo canale sono bravissimi!! come dice @Killrob hai la Z troppo alta!! fai auto home e poi set offset ( sotto auto home da LCD ) che ti mette a zero i piani poi fai prove su prove e perdi tempo a studiare prima di iniziare a stampare... -
KISSLICER DIMENSIONI OGGETTO
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
ho scoperto che KISSLICER quando inserisco lo stl nel programma in automatico me lo scala con rapporto 0,1:1 quindi il diametro che è 65mm me lo fa diventare 6.5!! forse c'è qualcosa di sbagliato nello STL? -
KISSLICER DIMENSIONI OGGETTO
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
in allegato lo step la misura esatta è diametro 65 mm e altezza 33 mm vorrei stamparlo scala 1:1 grazie rocchetto.stl -
KISSLICER DIMENSIONI OGGETTO
MAL1190 ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, avrei un quesito da proporvi... dopo aver fatto un disegno 3D con inventor, lo salvo in STL e poi lo carico in KISSLICER per fare lo slicer, ma quando lo carico nel piatto virtuale mi si scala troppo!! il pezzo originale è un cilindro Diametro 65mm e alto 50 mm, non ho problemi di pezzo più grande del piatto! ( piatto 220x220 h 250 ) come faccio a farlo stampare in scala 1:1 grazie ragazzi come sempre! -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
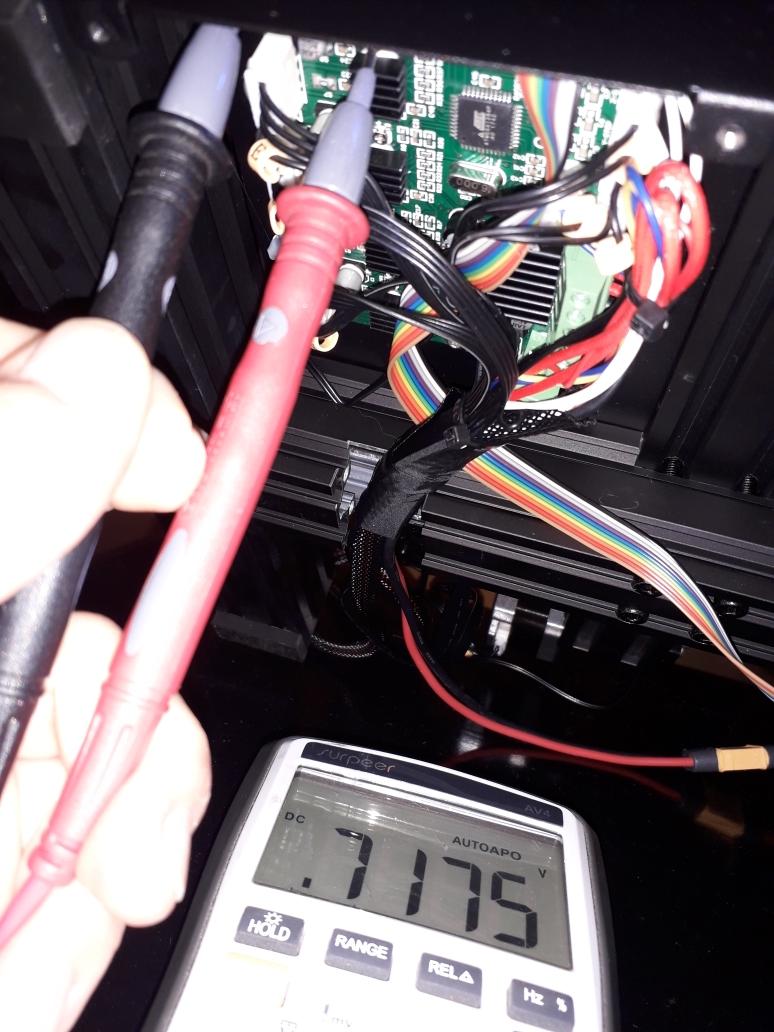
si anche per me è strano che sia un valore sballato di un dato circa fisso per più persone... almeno 2!! 😂 poi un 'altra cosa strana che ho notato è che la ventola di raffreddamento del box della scheda madre è posta sotto.. invece in tutte quelle che ho visto nei vari tutorial è sopra... tanto che fanno un upgrade per " proteggerla " dai filamenti si anceh perchè se utilizziamo un multimetro a 2 decimali il mio valore di 0.717 sarebbe approssimato per eccesso a 0.72 che rientra nel dato da loro fornito. a questo punto secondo me è un problema di motore stepper... escluderei il cavo che dalla scheda madre va al motore -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
si sarebbe ottimo... io l'ho acquistata tramite amazon ma il servizio clienti è diretto e sono veramente bravissimi e disponibili!! scrivigli pure.... se vuoi posso farti fare i test che hanno chiesto a me... nulla di particolare in realtà quello più "particolare " è misurare la tensione su E motor... io l'ho misurata prima avevo 0.71 V danno come limite 0.72 non so però se per così poco cambia tanto... ma parlando di macchine precise credo di si...
-
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
ciao Clouds, allora non sono solo al mondo!! 😁 ho appena fatto il calcolo esatto se do estrudi 150mm per ottenerne effettivamente 150 devo mettere gli Esteps a 234.37!! sono in contatto con il costruttore... mi stà facendo fare una serie di prove... vi terrò aggiornati!! -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
si credo che prima di aprire il box della scheda madre farò così scambio i connettori tra Z ed E scambiando i valori e poi provo... se non ricordo male Z ha valore 400 e E 93 di default, li inverto senza salvare in eeprom poi finita la prova spengo e tutto torna normale... ottimo suggerimento ragazzi. in questo caso se ho capito bene invertendoli: estrude la giusta quantità? - si, allora problema è del driver - no, allora problema non del driver ma del motore o meccanico -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
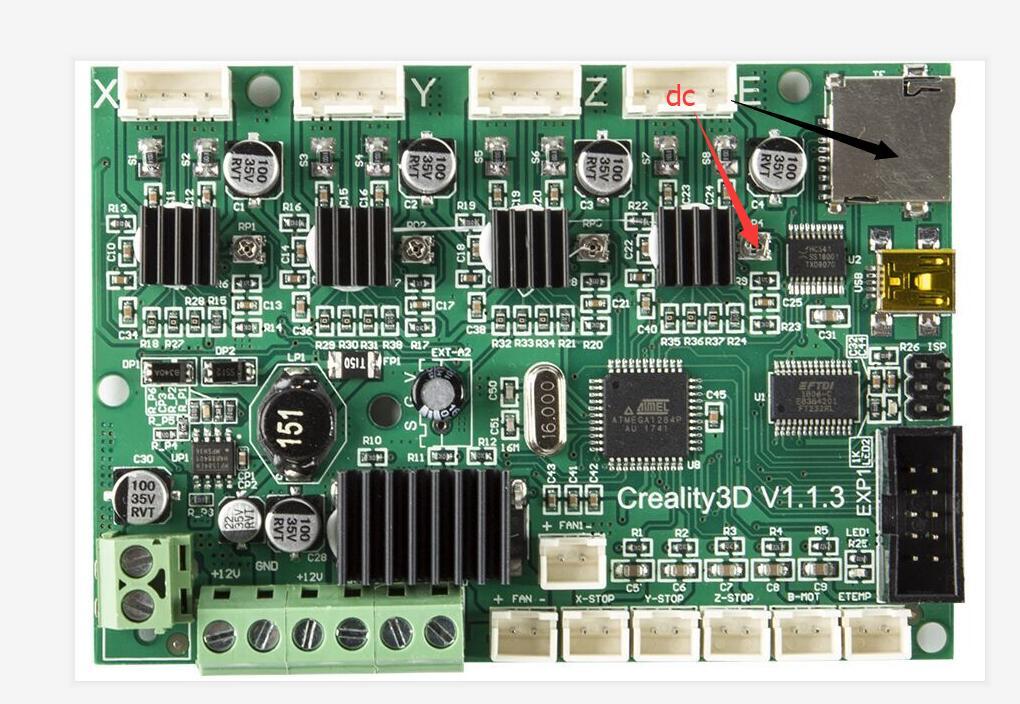
vi farò sapere, al momento non ho fatto nessuna prova, la farò stasera rientrato dal lavoro... loro indicano valore di lavoro 0.72 - 0.73 V qui le foto che mi hanno mandato per la prova... per il gcode credo anche io che non ci sia nulla di male, ero un po' impaurito dal fatto che c'era tanta differenza e stampava davvero da c*lo, ma con quella "forzatura " dell' M 92 funziona davvero bene e mi ha dato tanto morale! 😀 inoltre @FoNzY ho provato anche il tuo gcode con forzatura M350 E8 ma non è cambiato nulla
-
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
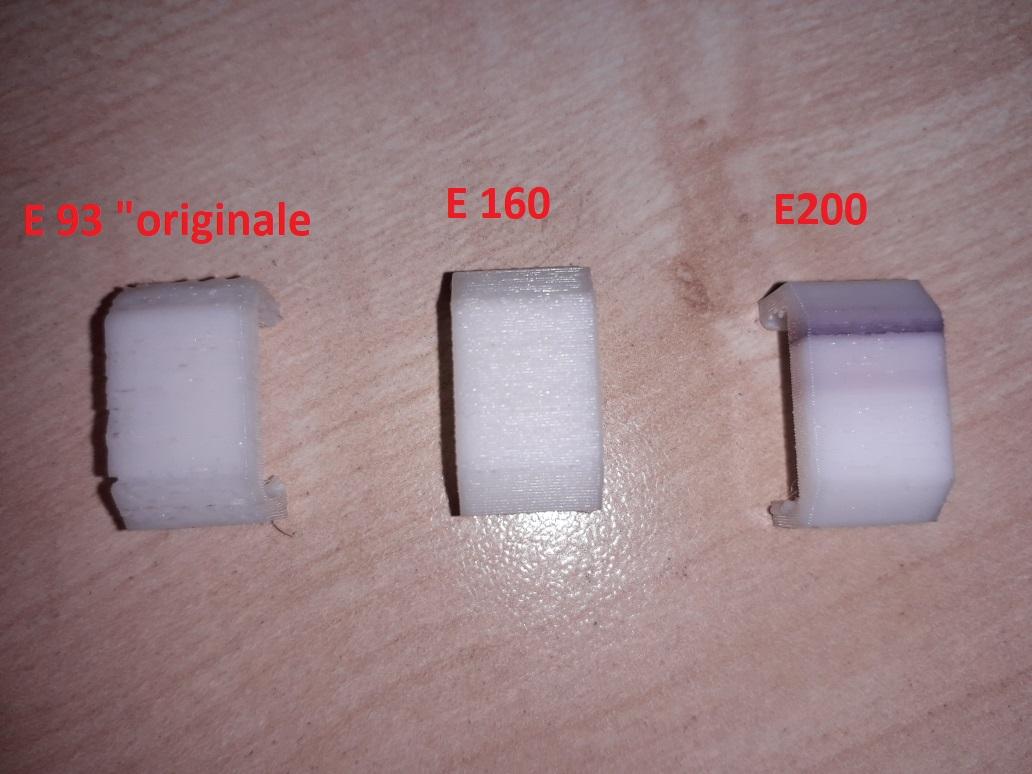
Buongiorno ragazzi... aggiornamenti mattutini: - risposta del costruttore a cui ho inviato lo stesso video che ho messo qui: in soldoni andare a misurare sulla scheda madre la tensione che esce ai capi del motore E - ho fatto qualche stampa inserendo nello start gcode dello slicer M92 E..... in questo modo mi setta gli step per mm di E al valore che gli vado a dare e che dire.... con un valore E di 160 - 200 stampa veramente bene... il pezzo viene molto più rifinito, solido e nonostante tutto sono molto soddisfatto... spero vivamente che posso risolvere però senza questo " escamotage "
-
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
ecco il video dell'estrusione da LCD estrudo 50mm arriva a malapena a 20mm sono disperato 20191126_185117.avi -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
grazie @Davide87, guarda ho controllato ogni vite e ogni parte della stampante, ma in ogni caso farò un controllo molto più accurato... in modo da escludere i problemi base... e faro' sicuramente da LCD in modo da essere sicuro di non sbagliare qualcosa io nel gcode... come dicevo prima è possibile inserire il valore che calcolo degli step x mm nel start gcode? con quale codice e posizione? grazie -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
visto che non posso modificare e salvare i dati nella eeprom, posso inserire una riga al mio start Gcode che ogni volta mi imposti gli step/mm corretti? se si vi scoccia inserire il codice giusto nella riga giusta? questo il mio stert Gcode: G90 ; coordinate assolute G21 ; unità di misura in mm G28 ; homing X Y e Z M106 ; accende la ventola M190 S<BED> ; preriscalda il piatto M104 S<TEMP T<EXT+0> ; imposta la temp dell'ugello M109 S<TEMP T<EXT+0> ; attende che l'ugello arrivi alla temp impostata G1 Z1 F1000 ; alza la Z di 1mm all avelocità di 1.6mm/s G1 E10 F100 ; estrude 10mm di filamento a 1.6mm/s G92 E0 ; resetta la lunghezza di estrusione -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
buongiorno a tutti... di seguito la riposta del produttore: " Now please remove the Teflon tube, then directly install the filament into the exit position of the extrusion seat as shown in the attached picture. Then please heat the nozzle to 200 degrees, set a command of moving E-axis about 100mm to see if the filament can be sent out 93mm. If it cannot be sent 93mm, please reset the printer to the factory setting (set a command of "initialize EEPROM"). If it still doesn't work, please make a video to show how the extruder work and send it to our customer service email (see the address as an attachment). It will be much helpful for us. Sorry for the inconvenience caused. " cosa ne pensate? -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Ok... prova di sostituzione come? Ne prendo uno nuovo e provo?link? No non ho provato da lcd.. solo da gcode.. domani sera provo tutto xo!! -
[Risolto] Ender 3 problemi step/mm estrusione
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Si ho fatto esattamente lo stesso procedimento.. ma il mio risultato con estrusione da gcode di 150mm è di 5.3mm... roba da piangere!! Grazie infinite.. domani sera provo subito!! Poi vi aggiorno... spero anche in una risposta da parte della creality...