MAL1190
-
Numero contenuti
510 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di MAL1190
-
Strano problema improvvisamente
MAL1190 ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Altra domanda banale, quando rimonti il tubo in PTFE fai la procedura giusta? Quindi avviti il nozzle,lo sviti di 1/4 di giro, inserisci il tubo fino in fondo e poi finisci di avvitare il nozzle del restante 1/4 di giro? Tutto ciò con il PTFE tagliato perfettamente dritto! Se non fai così ti si intaserà sempre anche dopo poche ore di stampa, perché non garantisci la tenuta... -
Strano problema improvvisamente
MAL1190 ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Quoto quello che diceva @Morpheo gira il pezzo e stampalo di nuovo,per vedere se il problema segue il pezzo o il piano di stampa.. Io in ogni caso darei un occhio anche alle cinghie magari manca un dente in quel punto di lavoro... -
Stampa layer collegati a supporti
MAL1190 ha risposto a Gemonio nella discussione Problemi generici o di qualità di stampa
In ideamaker devi lavorare sui dense support.. è la seconda tab della sezione supporti -
Piano di stampa magnetico con dimafix
MAL1190 ha risposto a robby71 nella discussione Problemi generici o di qualità di stampa
Io utilizzo il dimafix sul vetro, sul magnetico non l'ho mai usato! Potresti per prima cosa guardare sul sito del produttore o mandare una mail al customer care... forse potrebbero aiutare! Poi facci sapere! Però a sentimento mi viene da dire che essendo un prodotto chimico alla lunga potrebbe rovinare la superficie... -
MODELLO STAMPATO PRESENTA RIGHE ender 3 pro
MAL1190 ha risposto a FACTORY81 nella discussione Problemi generici o di qualità di stampa
Secondo me visto che la riga non è una sola ma più di una, a mio avviso è un problema meccanico.. Hai regolato bene gli eccentrici dei vari assi? Se no fallo, e dopo prova a stampare qualcosa di più "semplice" che si capiscono meglio i problemi... il classico cubetto potrebbe andare... -
ENDER 3 PRO problema stampa petg
MAL1190 ha risposto a Lupetto8811 nella discussione Problemi generici o di qualità di stampa
Se hai la possibilità di cambiare filamento prova a stampare lo stesso pezzo con un altro filamento,così vediamo se dare la colpa al filamento o alla stampante! -
Flying Bear Ghost 4s touch impostazioni migliori con CURA per il PLA
MAL1190 ha risposto a Demon nella discussione Problemi generici o di qualità di stampa
Oppure cerca sul sito del produttore se c'è un profilo standard da cui partire... Ma è proprio un punto di partenza... -
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Invece si sente!! 😅 Con che slicer lo fai il supporto conico?? Penso proprio debba adattare il pezzo ad uno specifico slicer per ottenere il meglio... -
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Aggiornamenti! Ho stampato il pezzo impostando 2 layer di dense support e 15% di densità del supporto, mettendo a zero i layer di "vuoto" Ho anche messo come risoluzione dei pilastri di supporto 2 mm in modo che me ne metta di più altrimenti nella zona inclinata me ne fa solo 2 e ho paura faccia effetto gradino.. Il risultato è decisamente migliore, quelli spazi tra le linee sono molto molto diminuiti e mostra meno imperfezioni.. L'unico inconveniente è che per separare il pezzo dal dense support sono arrivato a settembre con il calendario! Forse mettendone solo 1 di layer migliora.. -
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Ho una Ender 3 pro.. faccio meglio a diminuire la velocità da slicer facendo un profilo apposta per questa leva! -
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Si ti sei spiegato molto bene @Killrob Tutto chiaro... ho capito dove e come intervenire... domani mi metto all'opera! Per ora vi ringrazio moltissimo davvero!! Vi aggiornerò appena ho fatto qualche stampa di prova! -
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Ok, nel caso rallento... se rallento la velocita della linea più esterna dovrebbe bastare forse... Salvo non si possa impostare una velocità specifica solo per la parte sopra i supporti ?? Cerco qualcosa del genere su ideamaker... se no inizio a studiarmi cura... Ma non ci stampi sopra direttamente questa " griglia spessa" giusto? Lasci 0.2 di spazio? -
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
E come è venuta la stampa? L' hai lanciata? Non pretendo che venga come la faccia opposta ma così male no! Ne sono consapevole e immaginavo fosse un problema su cui poter lavorare per migliorarlo... Questa funzione non la conoscevo, la userò certamente! -
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
No scusa non mi sono spiegato bene.. per una parte intendo la faccia superiore del pezzo ( quella verso il cielo, che ovviamente non necessita supporti ) la faccia verso il piano di stampa viene TUTTA male, quella opposta tutta bene.. Sei un genio! Questa è una grandissima idea.. Eh si è quello il problema! Quelle righe aperte compaiono solo nella faccia che guarda il piano di stampa... tutto il resto del pezzo non presenta NESSUNO spazio tra le righe! Il resto della stampa è ottima ragazzi.. Voglio ringraziarvi tanto perché questa cosa mi sta facendo impazzire e voi mi state aiutando tanto! @Killrob grazie! Quanti layer di supporto denso consigli di mettere? Mantenendo oppure no il layer "nullo" tra supporto e pezzo? -
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
??? Ok proverò... prendendo tanti calendari.. anche di altre nazioni! Si ma solo in quella parte li del pezzo mi fa questo difetto! Ho calibrato il flusso ed è perfetto, e negli altri altri punti del pezzo le linee sono adese e omogenee perfette... Bisognerebbe creare sul piatto una struttura rigida sagomata come la leva e stamparci sopra.. andrebbe fatta di metallo im modo che posso " schiacciarci" sopra il materiale e ottenere una buona qualità.. ma è un lavoro da tossico! -
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
No impossibile! Deve essere un corpo unico e resistente... Vi metto le foto del lato bello ( alto ) e lato brutto ( basso sopra i supporti ) Questa era una prova quindi anche il lato bello non è bello come quello della stampa definitiva, ma la differenza si vede... La leva non è la stessa perché è la versione prima ma la geometria non cambia...
-
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
No mi serve intera, il discorso di stamparla solo metà era per non farla stampare tutta a voi se provate.. per buttare via meno tempo e materiale! 4 layer, sopra viene bella da commuoversi.. Si il problema è che la superficie a contatto con i supporti ( che poi non è a contatto ma ha 1 layer nullo per poterli staccare )risulta brutta, non viene uniforme e ben adesa ma i vari fili separati... Mi metti il link della " zattera" ? So perfettamente che sopra i supporti non verrà mai come se non ci fossero,ma nemmeno cosi pero! -
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Mi puoi postare una foto dove si vedono i supporti ad albero che useresti se dovessi stamparlo? Si la " sfida" che vi lancio è per la prima parte diciamo.. la leva è alta 30 mm ne bsaterebbero 15... Il metro sarebe il mio occhio.. vi metto una foto di un particolare dove si vede il problema, è la parte subito sopra i supporti che mi viene male... soprattutto a sx della foto dove è inclinato.. @Salvogi Il problema non è rimuovere i supporti, vengono via che è una meraviglia.. il problema è la qualità subito sopra ad essi.. Per completezza tra la fine dei supporti e il pezzi c'è 1 layer di vuoto, quindi 0.2 mm
-
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
supporti ad albero... 🙄 no conosce come funziona, in che slicer sono disponibili? io uso o simplify3d o ideamaker grazie @Killrob ti romperò le pa%%&%lle a morte per questa cosa... 😂 -
AIUTO DA PARTE DI TUTTI STAMPA COMPLICATA
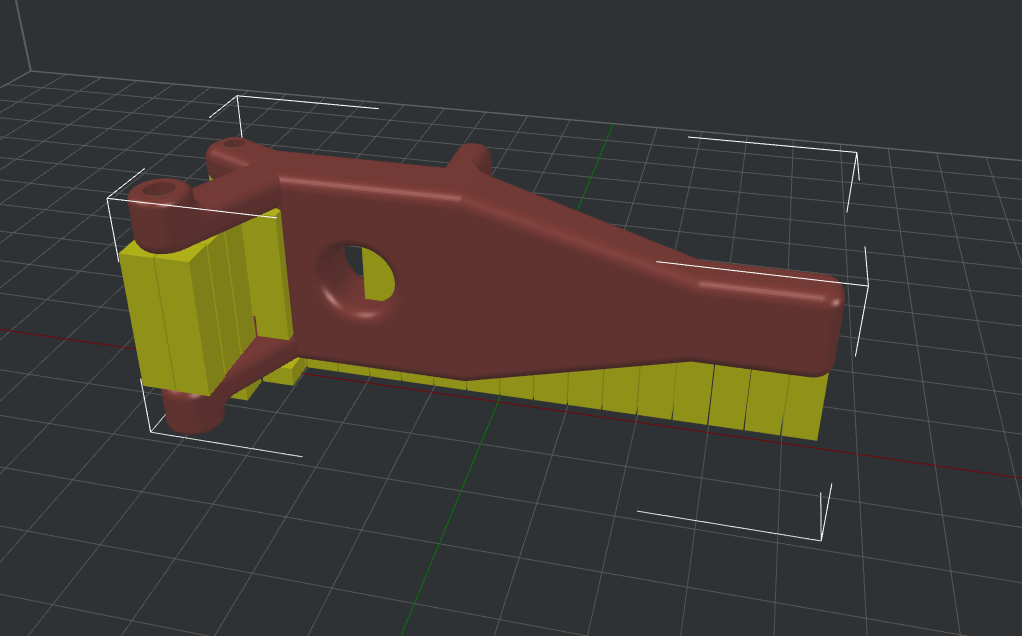
MAL1190 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, ho bisogno del vostro aiuto per capire se sbaglio o ignoro qualcosa io oppure se è un limite della stampa 3D e quindi non c'è soluzione. mi spiego meglio, devo stampare una leva parecchio articolata, inoltre stamparla di taglio per dare resistenza alla flessione, non riesco a far venire stampati discretamente bene la parte subito sopra il supporto. e qui entrate in gioco voi, vi chiedo aiuto e tempo per provare a stampare il file STL che allego, e infine di postarmi i risultati che ottenete.. in questo modo potete aiutarmi a migliorare il mio profilo di stampa per ottenere il massimo. la ma stampante è una ENDER 3 Pro quindi so che molti di voi la possiedono, il pezzo deve essere stampato di taglio come nella foto dello slicer con i supporti e le seguenti impostazioni: - materiale PLA e/o ASA - riempimento 30 % se ASA 50 % se PLA - 4 loop di perimetri esterni - 7/10 linee di brim ( a me non attacca altrimenti ) vi ringrazio anticipatamente, soprattutto a chi si vorrà buttare in questa sfida!! LEVA_TEST.stl
-
Strana differenza fra un PLA e l'altro
MAL1190 ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Secondo me il problema è che i due filamenti non avranno mai lo stesso diametro, quindi se quello che chiami vecchio con un diametro X ti da un risultato corretto, quello che chiami buono ha un diametro di qualche centesimo o 1 decimo più grande le stampe ti vengono non a misura! Per la stessa logica del thin wall test.. -
FLOW RATE IDEAMAKER
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
si @3dpier è come dici tu, lo avevo indicato nelle premesse nel post di apertura! -
Aiuto, prima stampa del mio progetto
MAL1190 ha risposto a EliLego nella discussione Problemi generici o di qualità di stampa
In che senso? -
FLOW RATE IDEAMAKER
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
Si ma vale davvero la pena spendere 200€ per acqustarlo? Anche se è un bug ci sono possibilità che lo risolvano però.. perché come slicer è molto valido a mio avviso! -
FLOW RATE IDEAMAKER
MAL1190 ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
La % certo sn sicuro.. proverò a mettere un numero intero, essendo l ultima versione proprio forse ha un bug come dici tu...