chipxx_MI
-
Numero contenuti
223 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di chipxx_MI
-
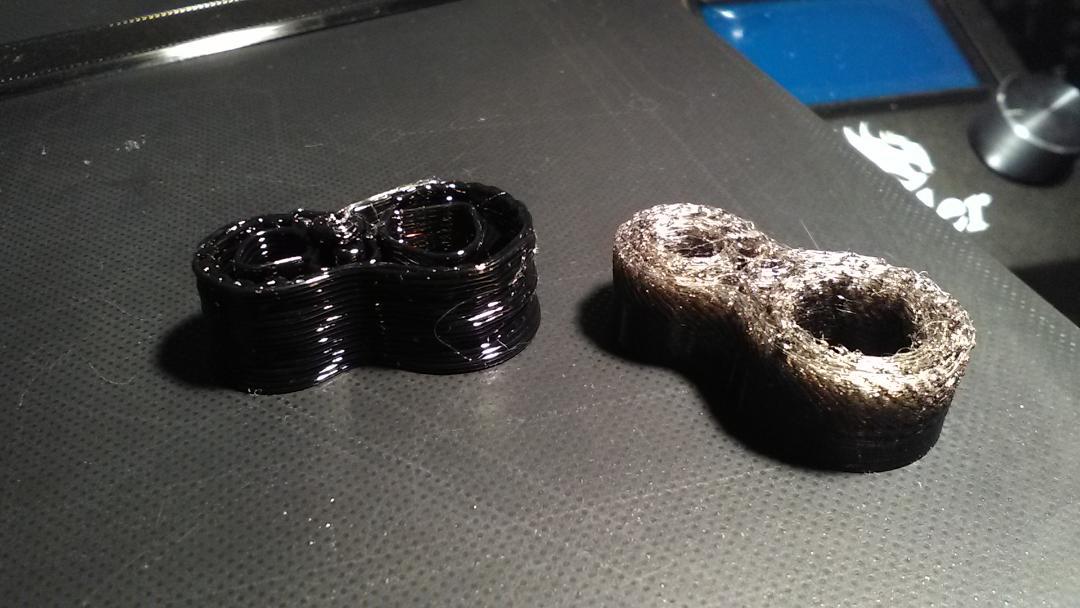
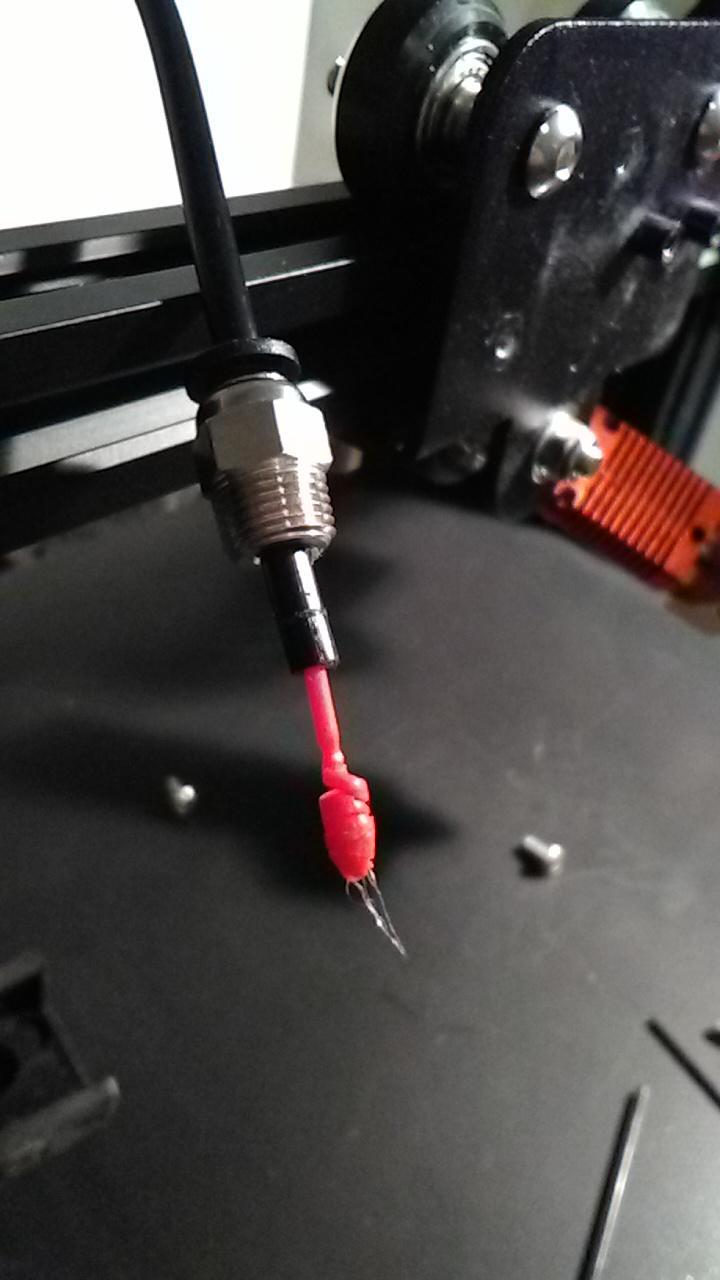
Ciao, Ender 3 Pro. Non posso girarlo perché sotto c'é incollato, colla di serie venduto cosí. La prima stampa stampa con il TPU ho usato laaayer 0.2, 210 gradi e piatto 60, retrazione off,riempimento 15% il resto non ho toccato nulla e guarda che bello é venuto. Con ugello da 1mm cambia tutto,molto piú difficile. La foto é il risultato di adesso.☹️ nb il cinturino é stato stampato con ugello da 0.4 VID_20200216_095924_edit.mp4

-
Quiz: livello il piatto al solito modo,foglio A4 sui 4 angoli,piú o meno stesso attrito ma poi scopro, andando a passare il foglio al centro,ovviamente hotend anche lui, che il foglio ci balla. Ora, io ho un piatto Wisamic di vetro borosilicato poroso e tutti sappiamo che il vetro é una superficie piana. Come é possibile?Allora ho fatto il contrario,visto che il TPU non riuscivo piú a stamparlo, ho livellato dal centro e poi regolavo i 4 angoli in funzione del centro. Perfetto. Qualcuno ha qualche idea? Veramente strano...
-
questa non l'ho capita. non credo che lui estruda perché sente che si allontana dal piatto. quando faccio delle prove a vuoto senza stampare faccio estrudere il filameneto da 100 mm di altezza e il filamento esce. non capisco. dal nozzle si vede benissimo che non esce piú in fase di stampa.
-
Ciao, adesso c'é né una nuova, non si é intasata la gola ma il nozzle da 1mm. Sto stampando in TPU,ieri una stampa ottima oggi una chiavica. Non ho segnato i parametri di ieri. Cmq, ora sono: TPU Sunlu 210 gradi (temperatura suggerita sulla bobina 190-210),ventola 60%, layer 0.8,moltipicatore 1,originariamente con il PLA era impostato a 0.92,piatto 60 gradi, velocitá 25 mm/s, retrazione off, altezza primo layer al 90% che corrisponde sul gcode 0.762. Ad un certo punto non estrude piú oltre che a sollevarsi di pochissimo dal piatto. Smonto il nozzle e mi accorgo che é intasato. La gola andando dentro con il filo da 0.4 é pulita. Nuovo rebus... Il brim é perfetto compreso i primi 3 perimetri e il primo layer inferiore dal secondo cominciano le rogne.
-
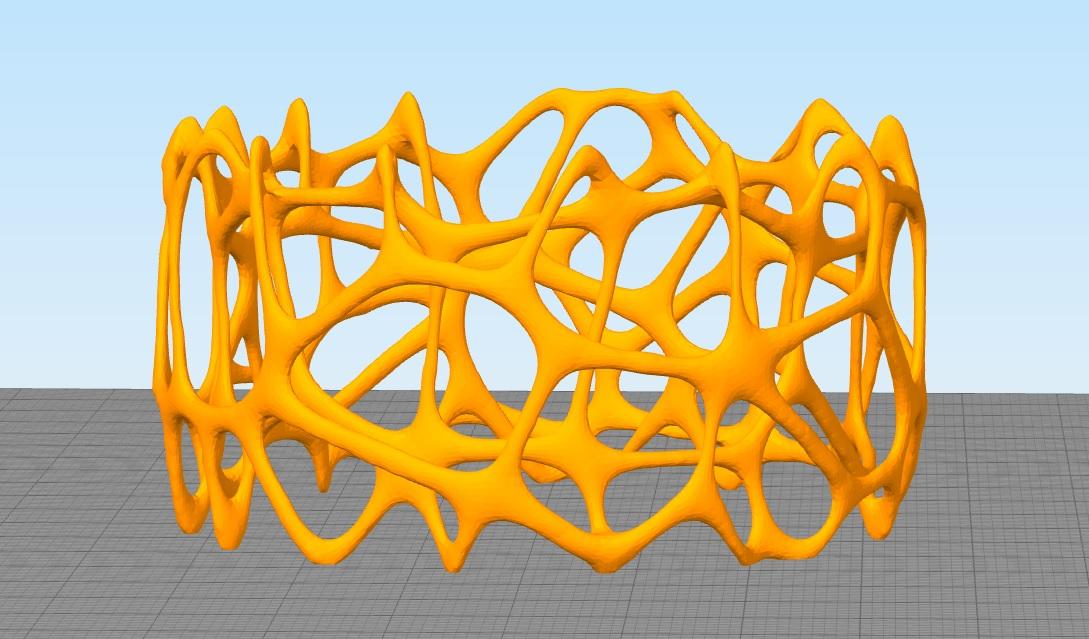
Bella sfida a stampare questo bracciale.
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
Tolti i supporti,ma c'era un pezzo piccolo mancante,pazienza. Lo rifaró piú in lá. bracciale_finito.mp4 -
Bella sfida a stampare questo bracciale.
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
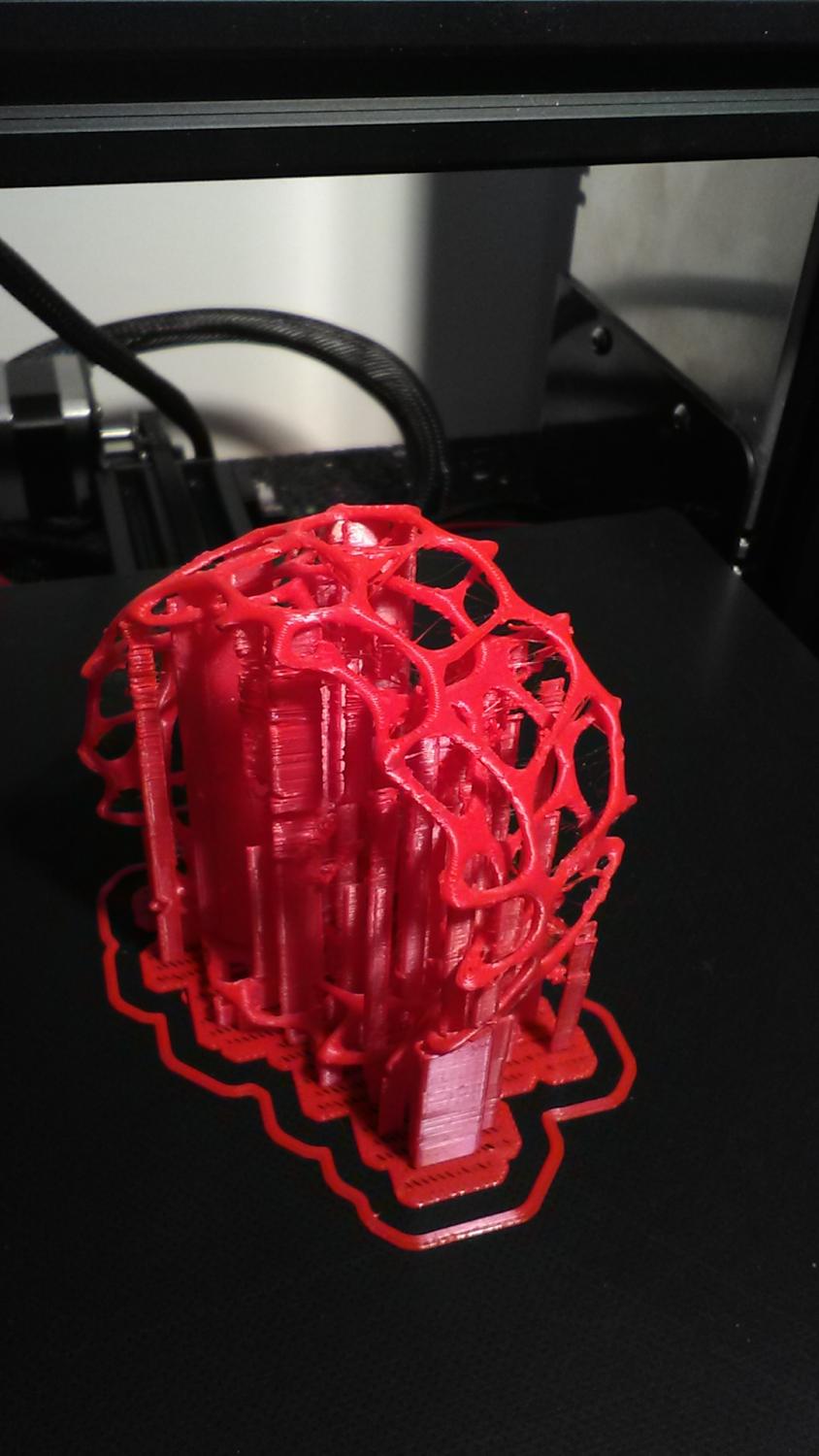
Ci sono riuscito!!! Adesso aspetto che si raffredda poi tolgo supporti.
-
Bella sfida a stampare questo bracciale.
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
Sono passate 3 ore e più, ancora 2 ore... Mi vien da ridere qundo dovró togliere i supporti. 🙂 VID_20200214_144705.mp4 -
Bella sfida a stampare questo bracciale.
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
Simplify3d,ora. Bracciale(2)-1.m4v -
Bella sfida a stampare questo bracciale.
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
No. Perché a 60 gradi? Cmq, per il momento lo sta stampando senza problemi. É inevitabile che bisogna perdere tempo e sperimentare. VID_20200214_110349.mp4 -
Bella sfida a stampare questo bracciale.
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
Bello! Ma questo ha delle punte di appoggio veramente piccole,il tuo sembra piú consistente. -
Bella sfida a stampare questo bracciale.
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
Lo puoi fare anche con simplify3d,non solo li puoi posizionare dove ti pare,cancellarli dove non li vuoi etc etc e dargli uno spessore che vuoi. Io adesso provo cosí poi vediamo. -
Bella sfida a stampare questo bracciale.
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
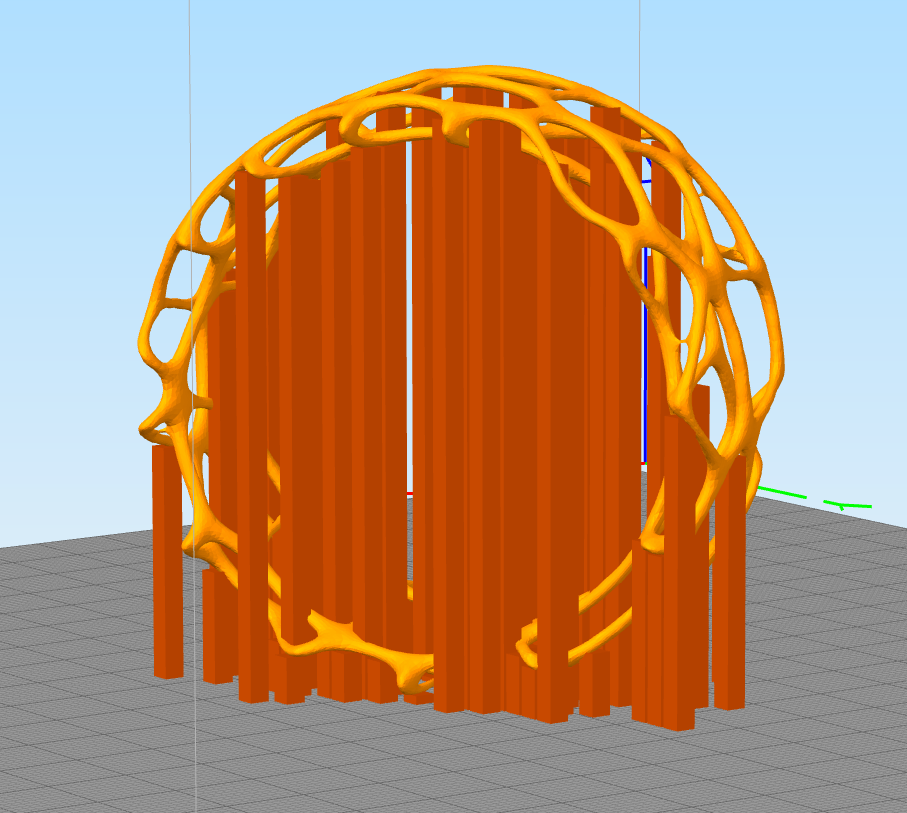
Sto stampando a 20 mm/s,ora. Ridotto layer a 0.15 da 0.2. Rovesciato oggetto e supporti da piano di costruzione. Speriamo perché é una bella impresa. D'altronde si impara stampando oggetti impossibili o quasi. Tempo 5 ore e 40... PLA. Poi posto. ps non c'entra niente ma approfitto per non tempestare il forum di messaggi: il piano provo a pulirlo con l'acqua distillata,il mio é di vetro borisilicato poroso. L'alcool dopo un pó ti fa girare la testa oltre che tossico.
-
Bella sfida a stampare questo bracciale.
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
40 mm/s -
Bella sfida a stampare questo bracciale.
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
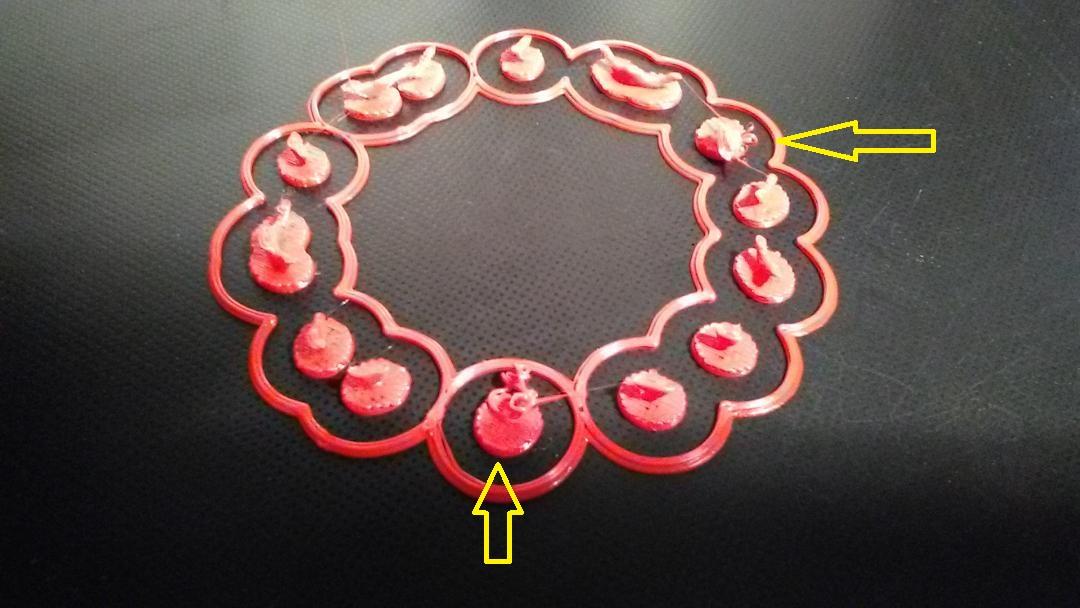
Niente da fare. Probabilmente va ruotato ma cosí facendo si generano una quantitá di supporti industriale. Le parti evidenziate in giallo sono le punte del braccialetto che puntualmente sono venute via,e solo quelle. Questo mi suggerisce che in Solidworks potrei fare un rinforzo di spessore in quei punti. Non saprei che altro fare, abbassare la velocitá? un idea.
-
Bella sfida a stampare questo bracciale.
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
Ok grazie,scarico e provo. -
Bella sfida a stampare questo bracciale.
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
Ciao, PLA,inizialmente anche se ho stampato in TPU delle guarnizioni e un cinturino e sono venuti benissimo. Con il TPU della Sunlu ho stampato a 210 e 20mm/s con nozzle da 0.4 e layer 0.2. bowden. In PLA vado anche a 45 mm/s e 210 per i primi 3 layer poi a 190. Ma questo bracciale, che simplify3d mi mette i supporti in automatico é un disastro. Appena cresce l oggetto quando passa il nozzle fa tabularasa e stacca i pezzi... -
E la chiave pure in teflon? Prima o poi lo dovrai acchiappare con le dita,no?
-
Bella sfida a stampare questo bracciale.
chipxx_MI ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, oggi sono alle prese con una stampa a dir poco complicata. Giá 4 tentativi falliti. Pezzi che dopo un pó si staccano al paggio del nozzle. Si puó fare con FDM o necessariamente deve essere stampato a resina? Se sí,lascio perdere. Grazie voronoi-bracelet-1-1.stl
-
Cambiato ugello da 0.4 a 0.2 con procedura da te indicata,nozzle a 200 gradi. Perfetto,sto stampando con layer a 0.1.Anche se devo trovare il modo di non arrostirmi le dita durante il cambio. Per il momento uso chiave in dotazione e pinze. Grazie
-
Azz... Grazie!! Capito tutto. Nel frattempo sto stampando TPU. Sembra venga bene. Domani provo ugello da 0.2 e applicherò procedura a 200 gradi. Si salvi chi può... VID_20200212_200145.mp4
-
Ho aspettato che si raffredasse e poi da sotto con la sua chiave lo svitato e messo altro diamtero.
-
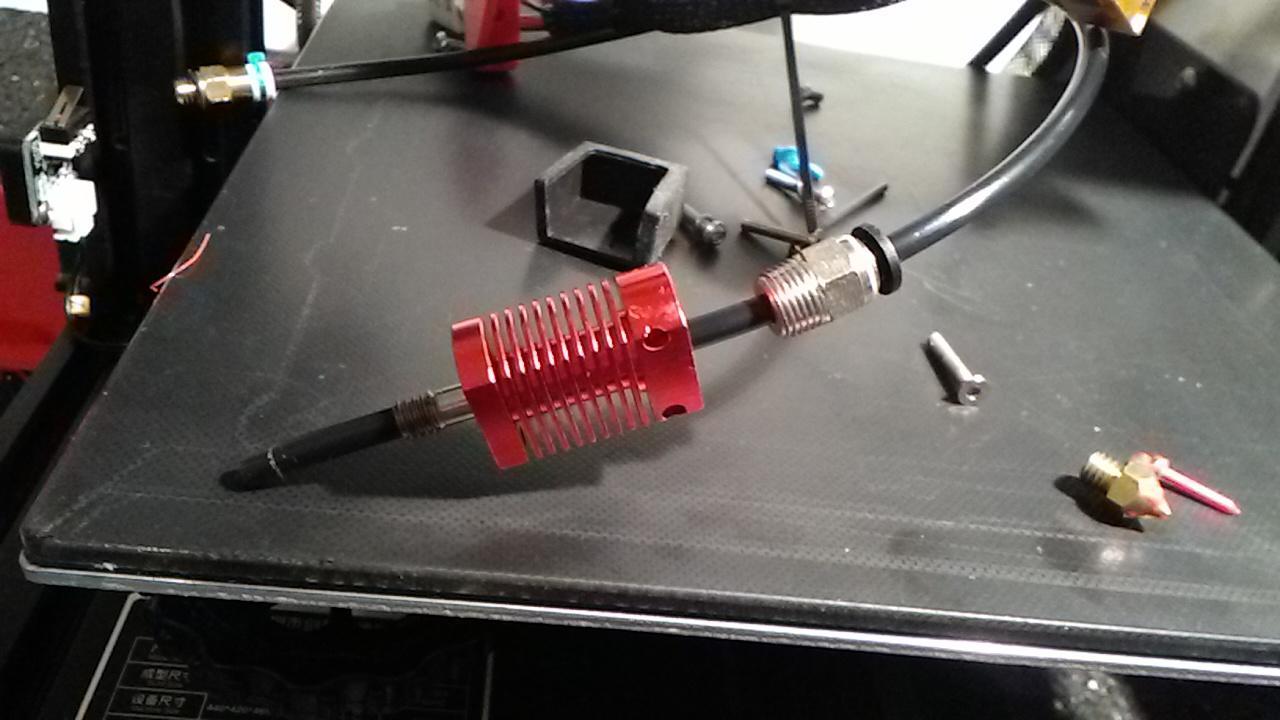
Ciao, ci risiamo. Ho cambiato ugello da 1mm e sono ritornato a 0.4 mm. Non stampava piú bene. Scoperta la rogna. Gola intasata. Il PTFE prima ,quando lo inserivo, si fermava in battuta, adesso esce tranquillamente tutto. Le rondelle non funzionano e su suggerimento qui nel forum non servono a niente,domanda: soluzione? Proprio adesso che mi stavo accingendo a stampare il TPU per la prima volta... Ma tutte le volte é la stessa storia anche a voi?
-
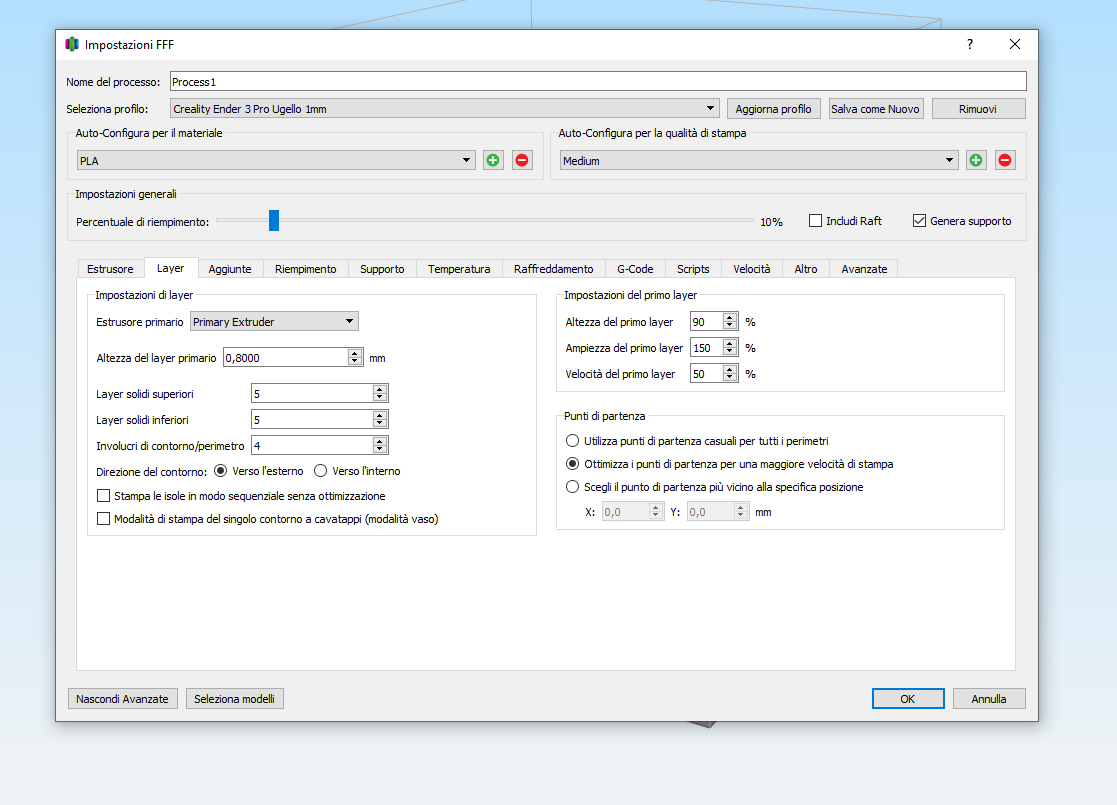
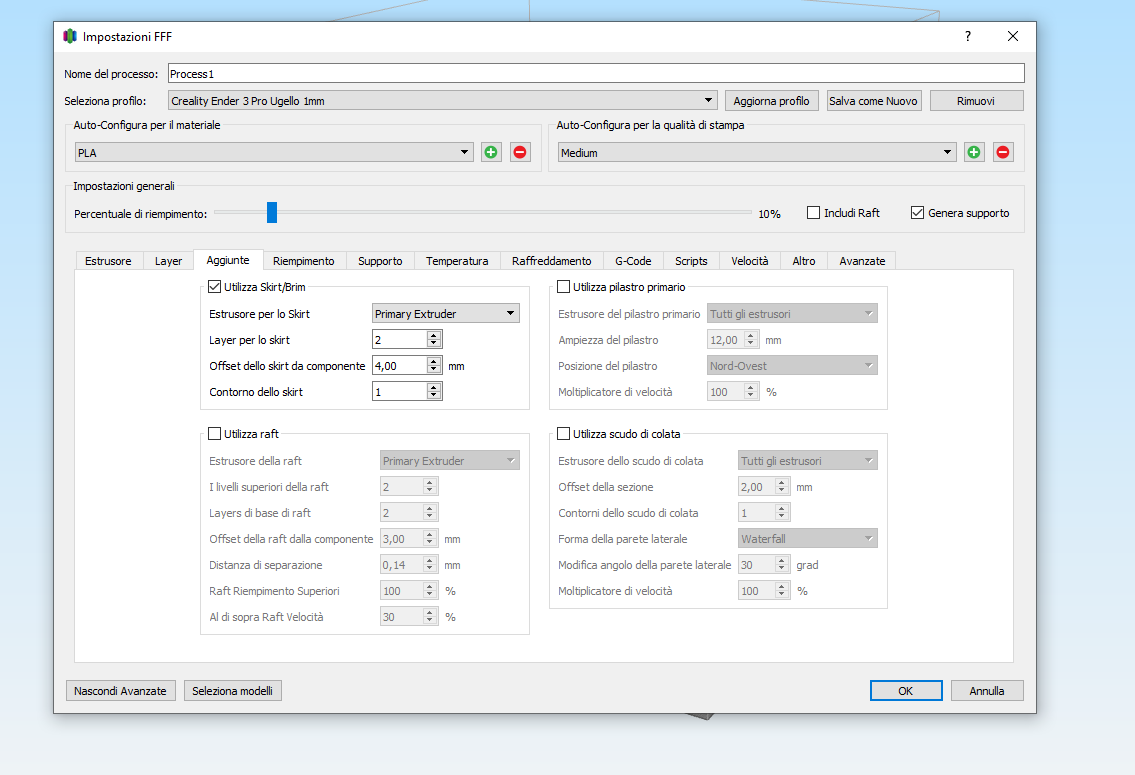
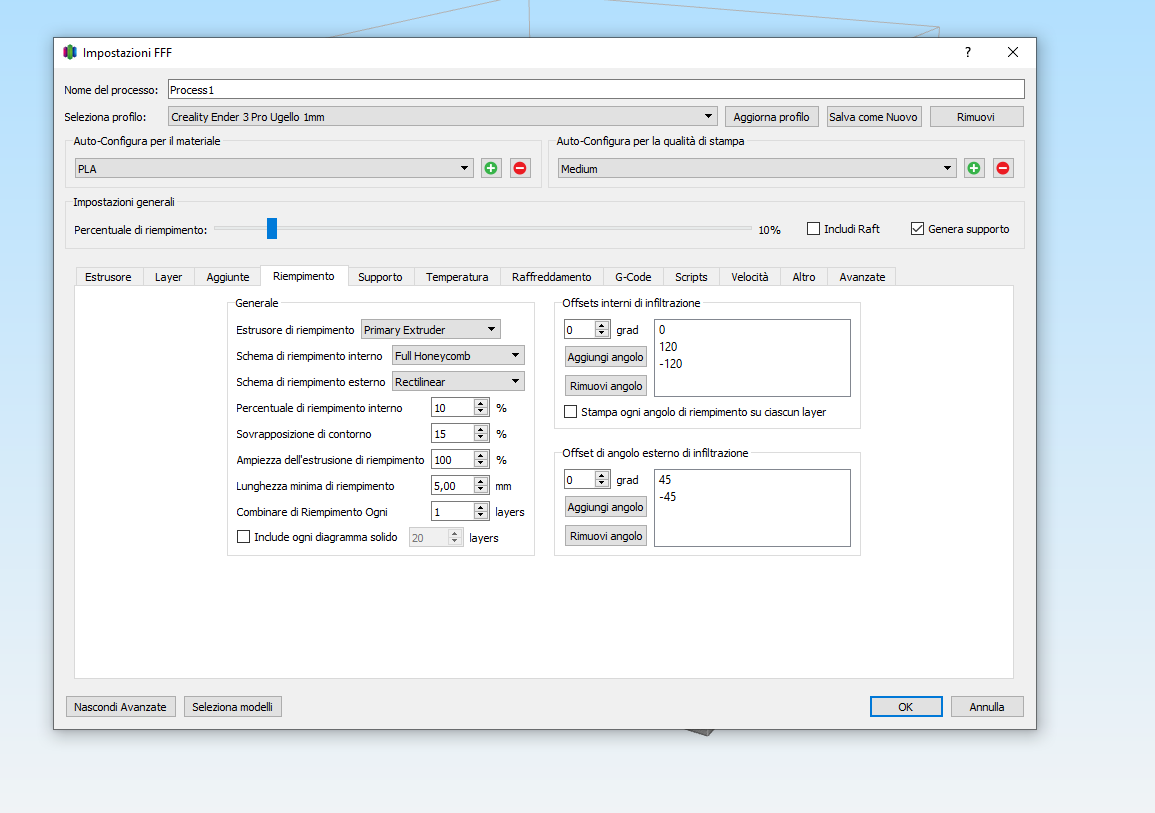
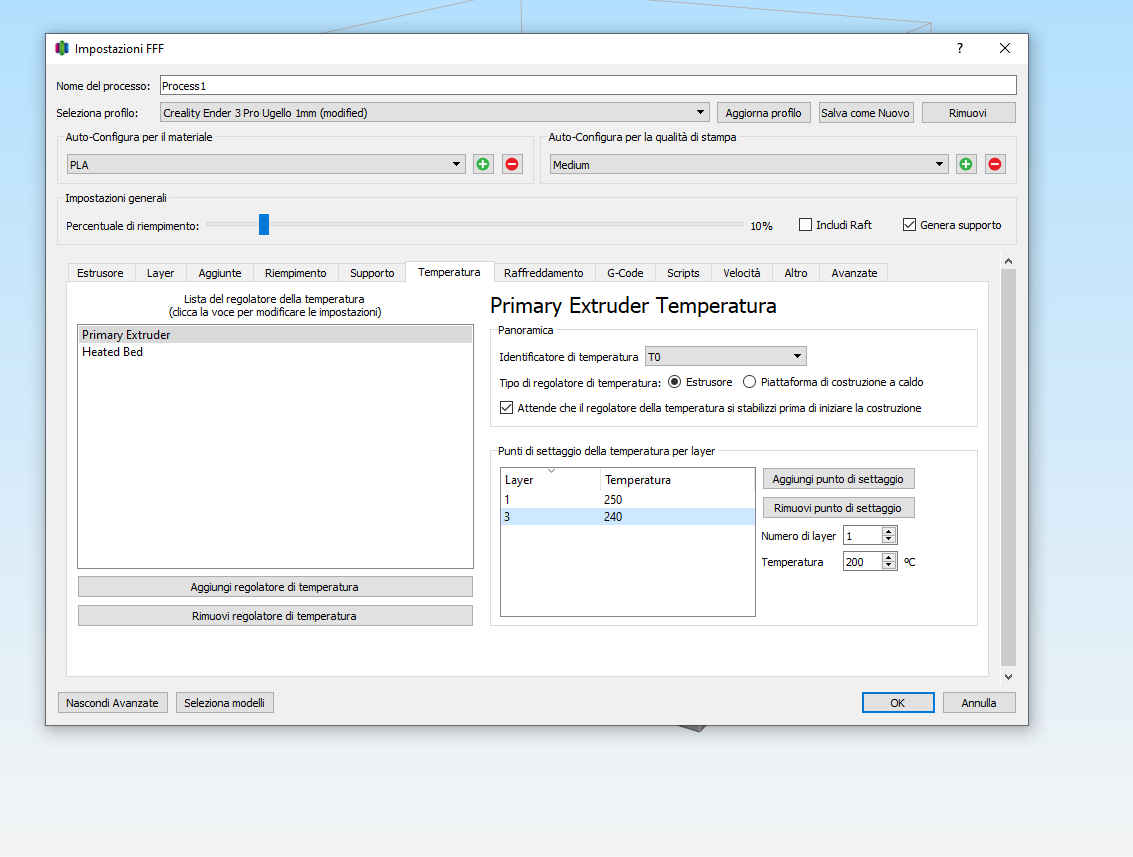
Ugello da 1mm
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
Provo subito. Poi ti dico e posto. Ciao -
Ugello da 1mm
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
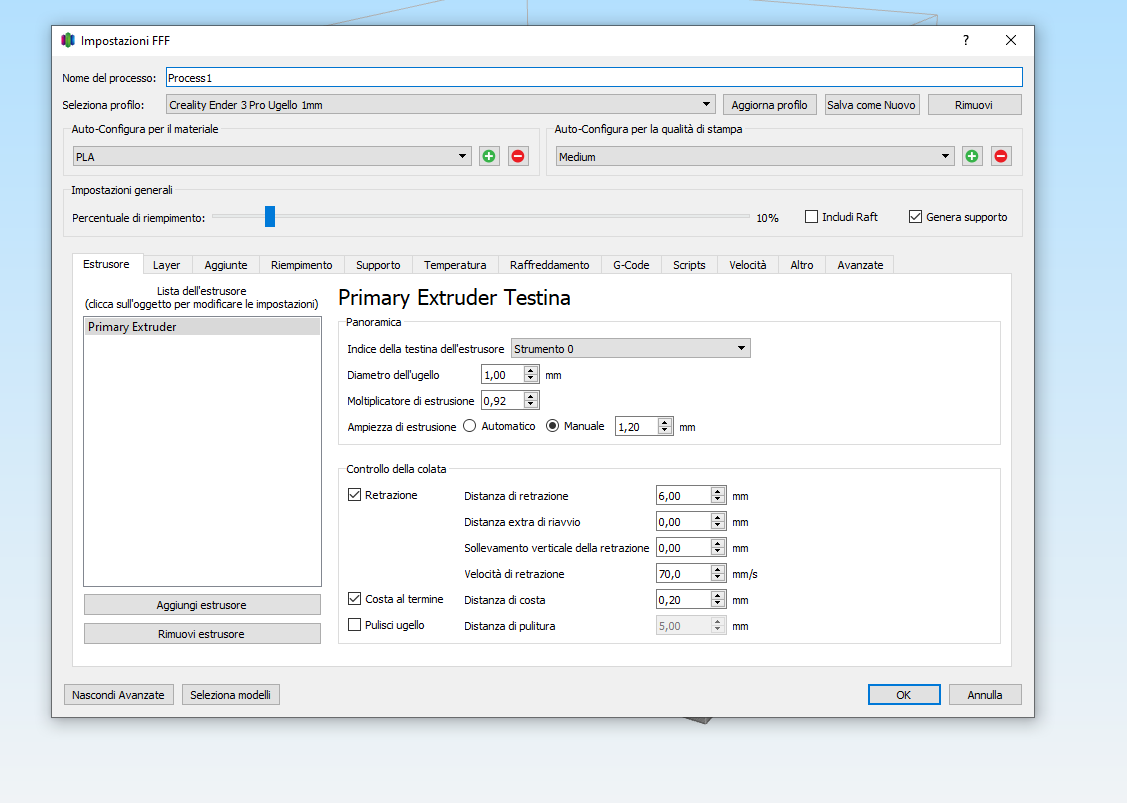
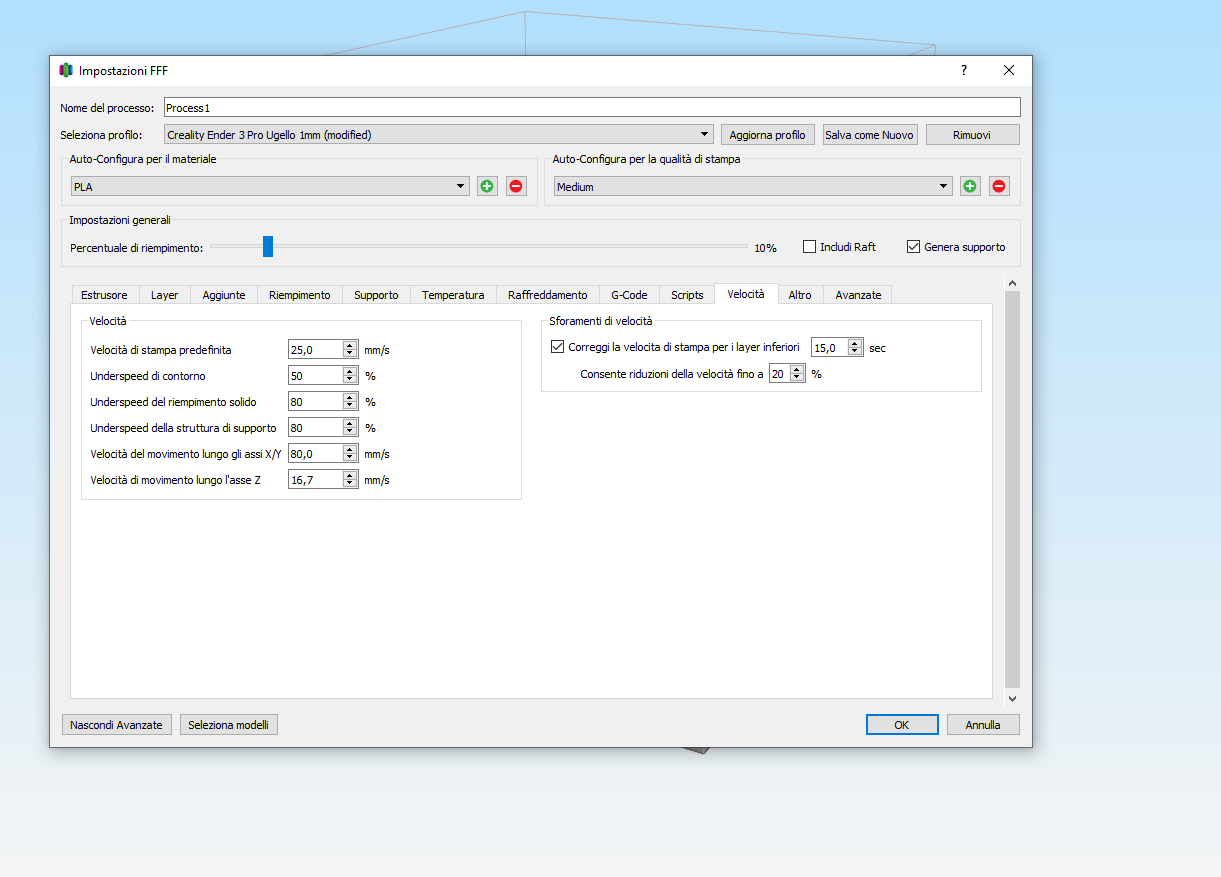
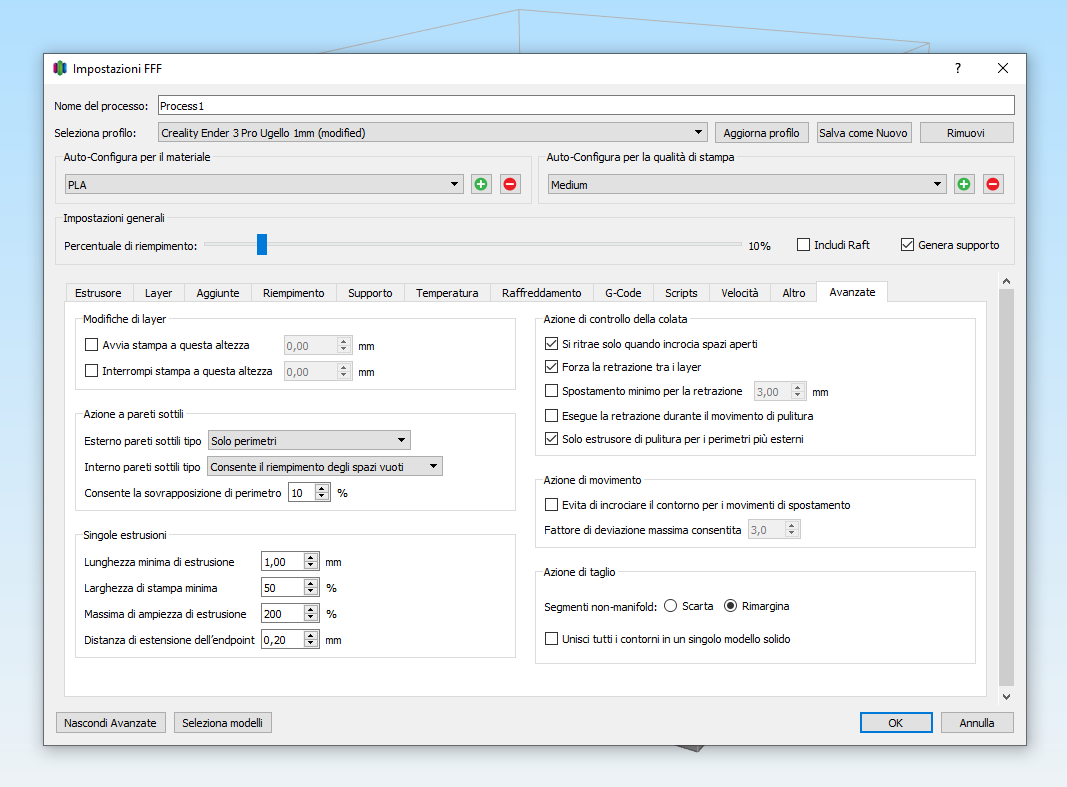
Ti allego schede di Simplify3D almeno capisci meglio e senza errori. Ne ho saltate alcune perché credo non siano rilevanti. Impostazioni relative a questa ultima stampa con ugello da 1mm. Notte 😌
-
Ugello da 1mm
chipxx_MI ha risposto a chipxx_MI nella discussione Problemi generici o di qualità di stampa
No, Simplify3D originale.