Leonardo B.
-
Numero contenuti
109 -
Iscritto
-
Ultima visita
Obiettivi di Leonardo B.
")





-
Atomstack x7 aiuto usb
Leonardo B. ha risposto a Leonardo B. nella discussione Incisione e taglio laser
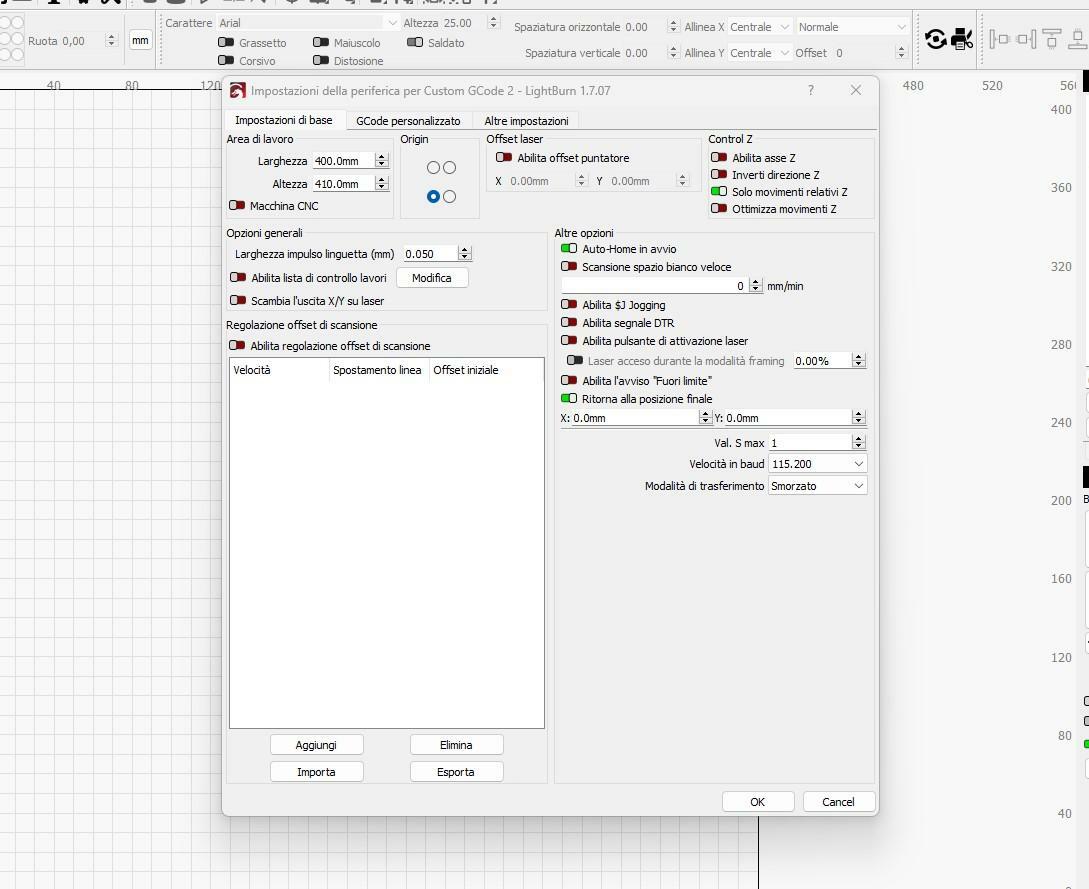
Perché sto facendo tentativi con altre copie dell' originale che funzionava. Infatti si chiama "Custom GCode 2" Risolto creando nuova periferica GRBL. Grazie del consiglio! -
Atomstack x7 aiuto usb
Leonardo B. ha risposto a Leonardo B. nella discussione Incisione e taglio laser
Non compare quella impostazione.
-
Atomstack x7 aiuto usb
Leonardo B. ha risposto a Leonardo B. nella discussione Incisione e taglio laser
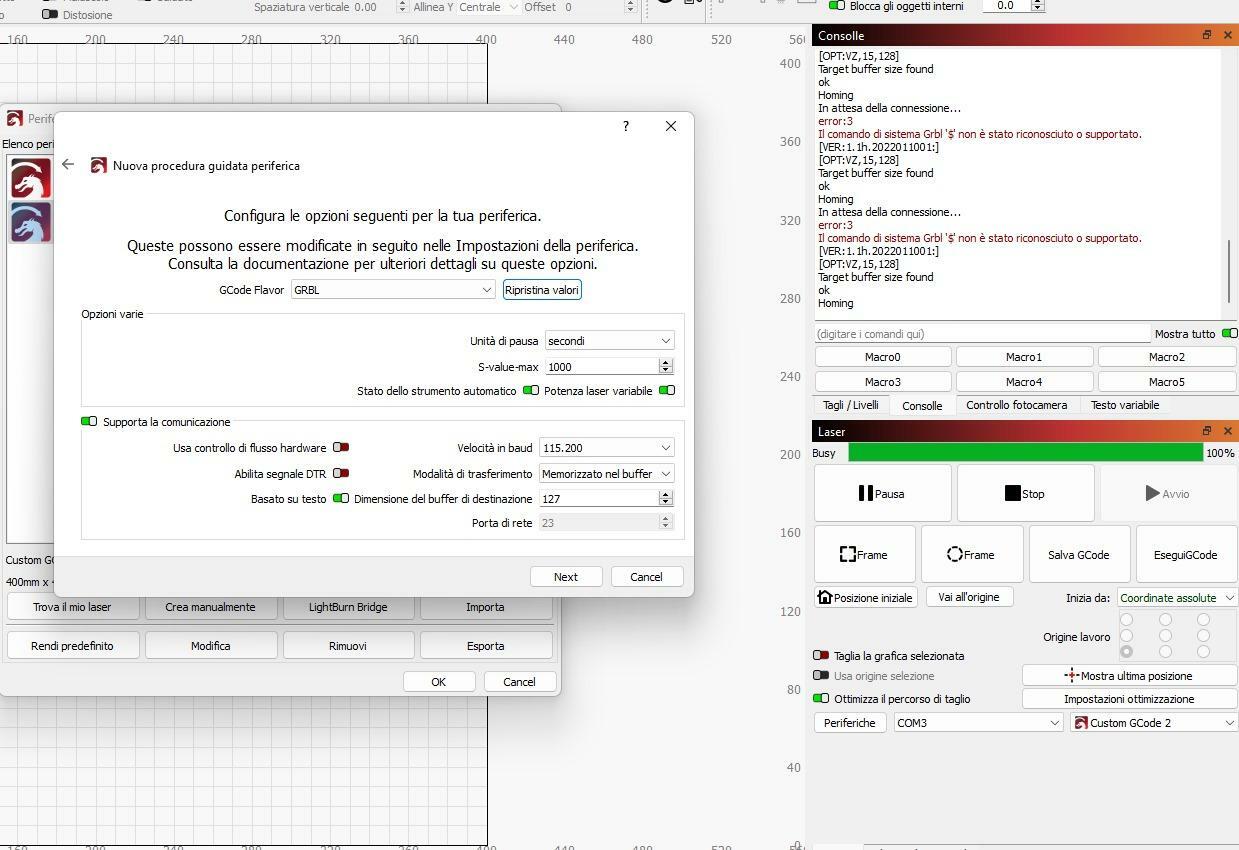
Sulla consolle? Non succede niente. -
Ciao a tutti, sto avendo problemi col mio atomstack. Come vedete in foto la macchina si connette tramite usb normalmente ma poi rimane bloccato su "busy" e non vuole più ricevere comandi. Ha sempre funzionato fin'ora con questa configurazione ma a un tratto, ecco qua.
-
Problema con RatOS
Leonardo B. ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buonasera a tutti. come da titolo ho un problema con l'installazione di RatOS. Dopo aver flashato la scheda sd del rasberry pi e connesso tramite ethernet il mio pc al rasberry mi da un errore "Unknown config object 'bed_mesh'". Se qualcuno sa come posso sbloccarmi da questo impiccio gli sarei grato. Un saluto. -
Sistema di estrusione direct drive a cinghia stampabile SLA.
Leonardo B. ha pubblicato una discussione in Notizie sulla stampa 3D
-
Nuovo termistore & test pid
Leonardo B. ha risposto a Leonardo B. nella discussione Problemi generici o di qualità di stampa
Grazie white, so gia chi mi potrebbe dare una mano a modificare il fw. -
Nuovo termistore & test pid
Leonardo B. ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buonasera, come da titolo ho un problema legato al nuovo hotend che ho installato sulla mia Twotree Sapphire plus. Avendo installato un estrusore clone v6 ho dovuto anche mettere un termistore nuovo e qui i problemi. Usando un termistore Valex montato su un ugello martire ho trovato anomalie di lettura temperatura anche di 20°. Sui social mi consigliano di fare un test P.I.D. e avrei anche installato già repetier host (mai riuscito a connetterlo) ma non mi farei problemi a scaricare prompterface se fosse necessario. Inoltre c'e' stato un commento che è balzato alla mia attenzione e cioè che posso impostare il nuovo termistore tramite una certa procedura chiamata "table 66". Ricapitolando starei cercando un aiuto per questo problema perchè non ho mai fatto questa cosa e mi sembra estremamente complicata. -
Firmware per Twotrees Sapphire Plus
Leonardo B. ha risposto a Leonardo B. nella discussione Software di slicing, firmware e GCode
Si ma i problemi di questa macchina sono altri, estrusore hotend, termistore cambiato dopo 4 giorni di stampa. Ci sto montando un orbiter 1.5. Vediamo un po'. 317 euro sono un po' troppo pochi per una corexy con quel volume. -
Firmware per Twotrees Sapphire Plus
Leonardo B. ha risposto a Leonardo B. nella discussione Software di slicing, firmware e GCode
non sai quanto sei fortunato. -
Firmware per Twotrees Sapphire Plus
Leonardo B. ha risposto a Leonardo B. nella discussione Software di slicing, firmware e GCode
Si e per implementare anche il MKS Cura Plugin possibilmente. Ora ha due stop per Z. -
Firmware per Twotrees Sapphire Plus
Leonardo B. ha pubblicato una discussione in Software di slicing, firmware e GCode
Buonasera a tutti, ho un problema sulla mia Sapphire Plus . Dovendo aggiornare il firmware non saprei dove cercarlo, e soprattutto non saprei la procedura per cambiarlo. L'unica cosa che so è che deve avere il 3d tuch. Grazie in anticipo! -
Creality cr10-s5 upgrade.
Leonardo B. ha risposto a Leonardo B. nella discussione Hardware e componenti
Il foglio magnetico non lo posso montare. Io voglio fare grandi stampe ottimizzandi i tempi. Grazie. -
Creality cr10-s5 upgrade.
Leonardo B. ha risposto a Leonardo B. nella discussione Hardware e componenti
Grazie, si ho il vetro . e se ne metto due di stepper e belli performanti? Si uso aliexpress e ho visto il negozio di quel tizio. -
Creality cr10-s5 upgrade.
Leonardo B. ha risposto a Leonardo B. nella discussione Hardware e componenti
Faccio fatica a starti dietro, mi potresti dare piu' specifiche di questo bmg e volcano? mi servirebbe il nome del modello. Non si puo' maggiorare il motore a step di Y?