Eddy72
-
Numero contenuti
1.177 -
Iscritto
-
Ultima visita
-
Giorni Vinti
6
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Eddy72
-
Bridging non portato a termine [Risolto]
Eddy72 ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Forse "Percentuale di sovrapposizione del rivestimento esterno" ? In ideamaker potrebbe essere "Espansione riempimento solido" Ciaoo -
Si ma ho pensato, se ne prendo altri cinesi mi ritrovo con lo stesso problema, se li voglio buoni spendo di piu. Allora mi sono messo a progettarlo io, alla fine forse ho speso di più 🤣, però ho imparato molto e conosco bene la mia stampante ora. Quando ho scelto la stampante il sistema ender3 style non mi piaceva e la scelta è caduta sulla A8 Plus appunto perchè ha le barre tonde Alla fine sono passato alle ruote pure io 😁 Ciaoo
-
Ciao @AndreMo Io sono molto soddisfatto della mia A8 Plus, ma dopo alcune modifiche Qui puoi vedere il progetto Non ero soddisfatto delle barre lisce, non per le barre ma per i cuscinetti che avevano molto gioco sulle barre Alla fine ho messo, come puoi vedere da quella discussione, delle barre di alluminio quadrate 10x10 e ruote con scanalatura a V, sia su X che su Y, ho mantenuto solo l'asse Z con le barre tonde. In questo video vedi come si muove X Ho poi fatto un altra modifica a Z ed ho aggiunto una cinghia con 2 pulegge in alto sulle barre filettate di Z per sincronizzare l'asse. Come rumore non è esagerato, forse fanno piu rumore le ventole Ciaoo
-
Modifica a Marlin 2.0.7.2
Eddy72 ha risposto a nervine nella discussione Software di slicing, firmware e GCode
io uso M400 e poi M0 prima del layer che voglio stoppare se vuoi provare da octoprint leggi qui, io non ho ancora provato se funziona Ciaoo -
"Finalmente" pure io...
Eddy72 ha risposto a arringhio nella discussione Problemi generici o di qualità di stampa
Al PETG troppa ventola da fastidio, io non supero il 30% Ciaoo -
Manca il materiale 😁 Ciaoo
-
"Finalmente" pure io...
Eddy72 ha risposto a arringhio nella discussione Problemi generici o di qualità di stampa
Faresti una foto nitida alla cartuccia riscaldante e al termistore montati nel blocchetto di alluminio? Ciaoo Da LCD fai in fretta a vedere se funziona o no Ciaoo -
"Finalmente" pure io...
Eddy72 ha risposto a arringhio nella discussione Problemi generici o di qualità di stampa
Hai le idee confuse e stai perdendo tempo e soldi, cerca di capire come dovrebbe funzionare una stampante 3D, guardati video o leggi molto Quella frontale raffredda la gola dell'hotend e serve a non far salire il calore verso la gola, quella deve girare sempre e non la puoi pilotare ne da LCD e ne da slicer Quella laterale serve a raffreddare il pezzo stampato e normalmente quando si stampa PLA si tiene spenta il primo layer, o i primi 2 o 3, quella la piloti sia da LCD che da slicer, dunque se tu hai impostato da slicer che il primo layer deve stare spenta è ovvio che sia spenta. Da LCD puoi impostarla manualmente per vedere se funziona. Quando la stampante emette un suono e va in errore, sull'LCD deve comparire che errore è, leggilo e scrivilo qui così ti si può indirizzare per risolverlo Questa parte non l'ho capita, posta qui il tuo start gcode, magari c'è qualcosa che non va. Ciaoo -
Continue otturazioni
Eddy72 ha risposto a Danchicco nella discussione Problemi generici o di qualità di stampa
La ventola che raffredda la gola dell'hotend, non quella del pezzo stampato Ciaoo -
Variazioni temperatura ugello
Eddy72 ha risposto a muffo nella discussione Problemi generici o di qualità di stampa
🤣🤣🤣 -
gestire la pausa con octoprint
Eddy72 ha risposto a Davistore nella discussione Problemi generici o di qualità di stampa
@Davistore mi piacerebbe sapere se hai provato e se funziona Ciaoo -
Imperfezione stampa FL Ghost 5
Eddy72 ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
Sembra la cucitura, cioè dove inizia/finisce il percorso Cerca nello slicer dove parla della cucitura e prova a nasconderla Che slicer usi? Ciaoo -
CR-20 Pro: presa di corrente WiFi e "auto-spegnimento"
Eddy72 ha risposto a dnasini nella discussione Hardware e componenti
Se usi octoprint, mi pare ci sia un plugin che comanda quelle prese wifi e hai piu controllo sulla fine stampa e raffreddamento dell'hotend. Ciaoo -
acquisto core xy.. Twotrees Sapphire plus 1.1 oppure tronxy x5sa pro
Eddy72 ha risposto a shakle nella discussione La mia prima stampante 3D
https://www.autodesk.it/products/fusion-360/personal -
Temp Tower con cura non si settano le temperature
Eddy72 ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
Io uso un stl di una temptower che ha gia scritto le temp che partono dalla temperatura piu alta, dunque imposto le temp a diminuire Ciaoo -
Temp Tower con cura non si settano le temperature
Eddy72 ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
Io usavo il numero del layer e non l'altezza in mm e così mi ha funzionato Ciaoo
-
Temp Tower con cura non si settano le temperature
Eddy72 ha risposto a paolopa nella discussione Software di slicing, firmware e GCode
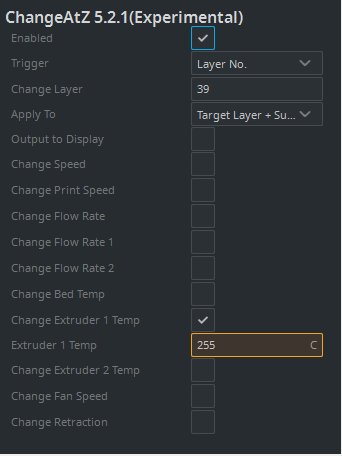
@paolopa è un bug dello script ChangeAtZ dove imposti le temp e il layer di riferimento, togli a tutti la spunta ENABLED e premi OK nella finestra poi rientri e rimetti a tutti la spunta su ENABLED e premi OK A me così ha funzionato, anche a me faceva quello scherzo prima Ciaoo -
PETG problemi. Re-edit: ancora non ci siamo...
Eddy72 ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Sui commenti del petg del amazonbasic molti dicono che i colorati sono PETG, i semi trasparenti come il tuo blu sono PET Ciaoo -
gestire la pausa con octoprint
Eddy72 ha risposto a Davistore nella discussione Problemi generici o di qualità di stampa
A quanto pare si, non ho ancora provato, ho solo seguito la guida, ho una stampa in corso di 13 ore e non posso provare Però vedendo quel codice sembra di si Ciaoo -
gestire la pausa con octoprint
Eddy72 ha risposto a Davistore nella discussione Problemi generici o di qualità di stampa
Nel setting di octoprint in "Sequenze Gcode" o "GCODE Script" in "dopo la messa in pausa della stampa" metti {% if pause_position.x is not none %} ; relative XYZE G91 M83 G1 Z+5 E-2 F4500 ;qui metti la quantità di retrazione in E migliore per non far uscire materiale mentre è in pausa ; absolute XYZE M82 G90 ; move to a safe rest position, adjust as necessary G1 X0 Y0 {% endif %} in "prima della ripresa della stampa" metti {% if pause_position.x is not none %} ; relative E M83 G1 E2 F4500 G1 E1 F4500 G1 E1 F4500 ; absolute E M82 ; absolute XYZ G90 ; reset E G92 E{{ pause_position.e }} M83 ; extruder relative mode ; move back to pause position XYZ G1 X{{ pause_position.x }} Y{{ pause_position.y }} Z{{ pause_position.z }} F4500 ; reset to feed rate before pause if available {% if pause_position.f is not none %}G1 F{{ pause_position.f }}{% endif %} {% endif %} Provalo e fammi sapere Ciaoo -
gestire la pausa con octoprint
Eddy72 ha risposto a Davistore nella discussione Problemi generici o di qualità di stampa
Ne riparliamo domani Ciaoo -
gestire la pausa con octoprint
Eddy72 ha risposto a Davistore nella discussione Problemi generici o di qualità di stampa
Quel codice di prova lo metti nel .gcode prima del layer che ti interessa mettere in pausa Per G1 (LA POSIZIONE DOVE SI TROVAVA PRIMA DELLA PAUSA), prendi l'ultima posizione prima della pausa Tutto questo è per un file .gcode singolo, se ti serve una pausa fissa per tutti i gcode va studiato altro Ciaoo -
gestire la pausa con octoprint
Eddy72 ha risposto a Davistore nella discussione Problemi generici o di qualità di stampa
M400 Finisce di fare tutti i movimenti in coda poi si ferma Finish Moves | Marlin Firmware (marlinfw.org) M0 attende un comando dall'utente per continuare Unconditional stop | Marlin Firmware (marlinfw.org) potresti provare G91 G1 Z10 E-4 F1000 ; Alza Z di 10mm dal punto di dove si trova e ritrae 4mm di filamento G90 G1 X0 F2000 ; Porta X a 0 M400 M300 S300 P1000 ; Emette un BEEP M0 Premi per ripartire ; Attende che premi il tasto dell'LCD G1 (LA POSIZIONE DOVE SI TROVAVA PRIMA DELLA PAUSA) G91 G1 Z-10 E4 G90 Fai delle prove su dei piccoli pezzi Ciaoo -
gestire la pausa con octoprint
Eddy72 ha risposto a Davistore nella discussione Problemi generici o di qualità di stampa
@Davistore ho editato la mia risposta di prima, rileggila Ciaoo -
gestire la pausa con octoprint
Eddy72 ha risposto a Davistore nella discussione Problemi generici o di qualità di stampa
Ci sarebbe questa guida How to properly pause Octoprint to change filament manualy – yirco.me Però bisognerebbe provare per capire se quando premo pausa la stampante si ferma subito oppure si ferma quando ha finito il layer, in più devi essere li al momento giusto Secondo me se devi mettere in pausa a un determinato layer ti conviene mettere il codice di pausa direttamente nel .gcode del pezzo, bisogna vedere se il firmware della mk3 accetta i codici di pausa, non tutte le stampanti accettano le pause Io la mia lo metto in pausa con M400 e M0 Dicci che vuoi che faccia la stampante quando premi pausa e proviamo a farti un gcode Ciaoo