Lazarus
-
Numero contenuti
142 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Lazarus
-
Anycubic Kossel Linear : calibrazione dimensionale
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
In che senso torre non allineata? Cosa dovrei provare a controllare nella struttura per tentare di correggere l'errore? Stringere dadi? oliare? Bruciare tutto 🤪? -
Anycubic Kossel Linear : calibrazione dimensionale
Lazarus ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buonasera a tutti. Mi sono imposto di calibrare la stampante per avere pezzi dimensionalmente il più corretti possibile. Ho quindi seguito questo video , ma devo ammettere di essermi arenato. Avrò stampato una trentina di quei pezzi, ce ne fosse uno che alla fine mi ha dato la soddisfazione di essere per lo meno simile alle dimensioni volute.😥 Partiamo dall'inizio: stampato il pezzo, misurato il lato X, inserito i dati nel foglio e cambiato il valore Delta Diagonal Rod. Ristampato il pezzo, la misura X non coincide con quella desiderata, quindi ricambio il valore Delta Diagonal Rod; ristampo, misuro, finalmente X coincide, quindi calcolo gli offset y e z e li inserisco con il comando M665 Bx.xx Cx.xx . Chiarisco che il mio firmware l'ho installato con Cura, essendo un Hex, quindi non riesco ad inserire i valori nel FW per poi caricarlo sulla Eprom, ma utilizzo il Gcode da Repetier-Host. Ristampo il pezzo, misuro e mi ritrovo X 60.7/60 Y60/60 Z60/60. 😥😥 Tenete conto che ho gìà provato diverse volte, ripartendo ogni volta da capo, ma tutte le volte arrivo ad un risultato simile, con Y e Z accettabili, ma X fuori misura, per cui a questo punto non so se cambiare il valore Delta Diagonal Rod, ma questo varierebbe di conseguenza Y e Z, oppure inserire un Offset in X, anche se dal video non è previsto. Qualche deltista ha avuto questi problemi? Idee, consigli, alternative? -
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Ho scoperto che con Repetier-host è possibile inserire nella eprom i dati per la correzione dimensionale, almeno cosi sembra. Ora provo ad usarlo, ma sto riempiendo casa con i pezzi test🙄 Aggiornamento: La lunghezza del rod l'ho trovata e X mi da 60/60. MA non posso inserire valori negativi per gli offset Y e Z, quindi nisba. MAnnaggia pensavo di avere risolto. Aggiornamento bis: ho provato ad inserire i valor negativi con il comando M665, sembra che funzioni, ora stampiamo il 12° pezzo e speriamo bene. A monte, ci penserò domani. Sono al 14° pezzo. Sono arrivato al punto che X e Z sono perfetti 60/60. Ma ora mi sballa X. Pertanto sto facendo un po a pene canino e ho inserito un offset anche sulla X. Al momento sono a 60.4/60. Domani ritento. -
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Si ho il tipo 2, e ho provato a scorrere il FW con Arduino, ma non trovo dove cambiare il sensore. -
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Allora rieccomi qua. Ho provato seguire il video per la calibrazione delle dimensioni presente a questa pagina e che avevo già linkato http://www.indiegearlab.com/calibrare-la-dimensione-dei-pezzi-stampanti-stampante-3d-delta-kossel/3980 riesco a inserire la prima misura con il comando M665 con il valore calcolato. Ristampato il pezzo e misurato almeno altre 3 volte, fino ad arrivare ad un valore di X di 59.91. Di più non riesco. MA quando poi provo a cambiare gli offset di Y e Z, non riesco a farlo perchè il mio firmware l'ho installato con Cura essendo un Hex. Allora ho provato ad installare questo file https://www.thingiverse.com/thing:3944530 , che sembrava ideale per la mia stampante Kossel mini. Ma una volta installato non funziona niente. Il bed level mi da errore della sonda; anche autohome porta tutto in cima per poi scendere di 10 cm, in pratica inutilizzabile. Purtroppo non so come muovermi per eventualmente correggere il firmware, quindi mi chiedevo se fosse possibile inserire gli offset suddetti con qualche comando Gcode, quindi attendo l'illuminazione dai deltisti, mini magari 😜 Nel frattempo ho reinstallato il FW in Hex che è l'unico che funziona a dovere. -
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Beh hai sicuramente ragione, in effetti ho già fatto, ma memore della prima volta pensavo di metterci moolto di più. Ora si comporta correttamente, primo layer ventola spenta, poi si avvia, l'altra si accende a 60° e si spegne sotto i 60°. Ad ogni modo posso assicurare di avere fatto stampe anche di una certa difficoltà e durata, almeno per me, quindi credo che dopotutto devo essere stato fortunato 😜. Oppure so accontentarmi😁. Ad ogni modo ora che si fa? consigli, suggerimenti? Premetto che ho fatto la taratura del piatto, del flusso, degli e/step. Mi manca da fare quello dimensionale, il più incasinato a mio parere, ma lo farò nei prossimi giorni ( no, non sono a casa😅).
-
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
E' quello che mi appresto a fare, ma hai consigli sul problema del primo layer della pagina precedente di questo post? -
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
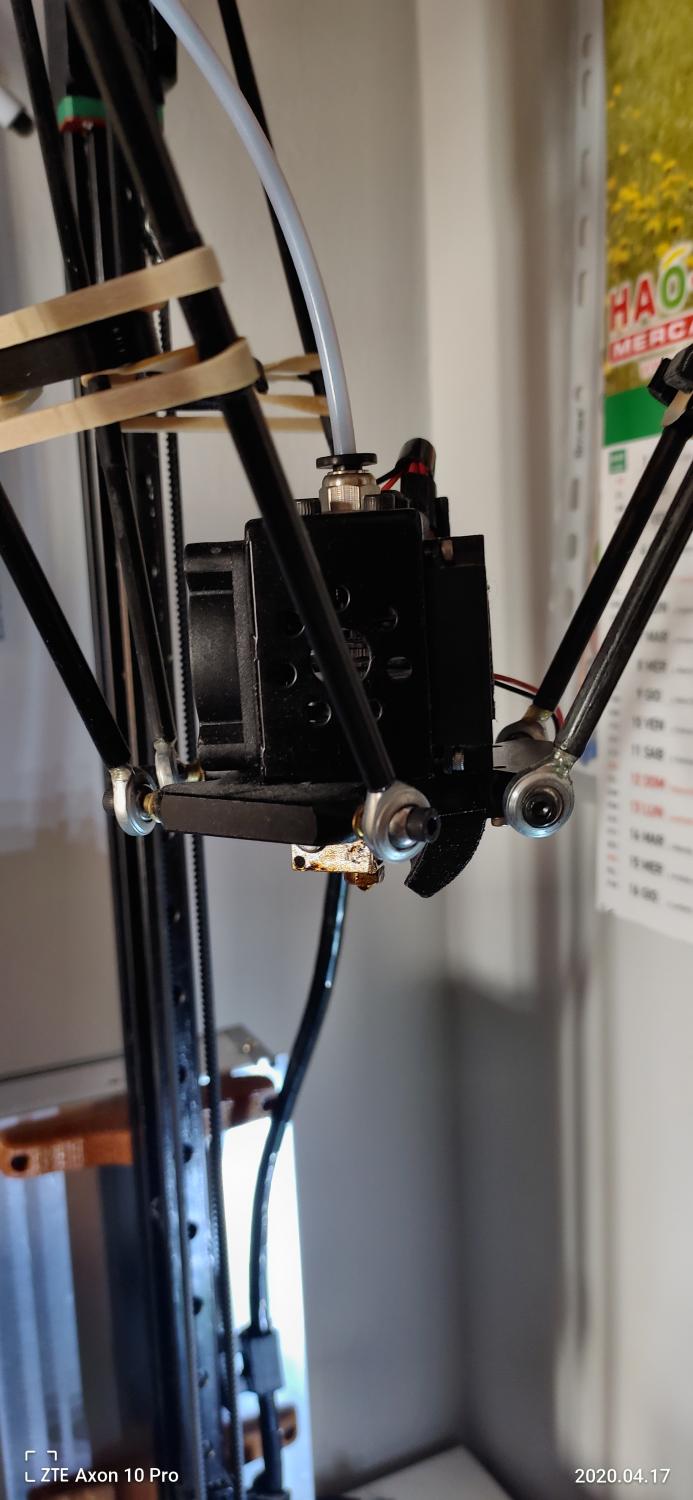
No,esattamente il contrario. La ventolina sulla destra ( vedi foto precedente) è collegata ad uno , come chiamarlo, scarico diretto verso il nozzle, quindi raffredda il pezzo, ma non ho controllo, si avvia da sola sopra i 60° e si ferma al di sotto di tale temperatura. L'altra ventola a sinistra, che raffredda il radiatore del corpo estrusore non parte mai, la avvio da menu stampante, sotto la voce fan speed, impostando un valore da 0 a 255. -
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
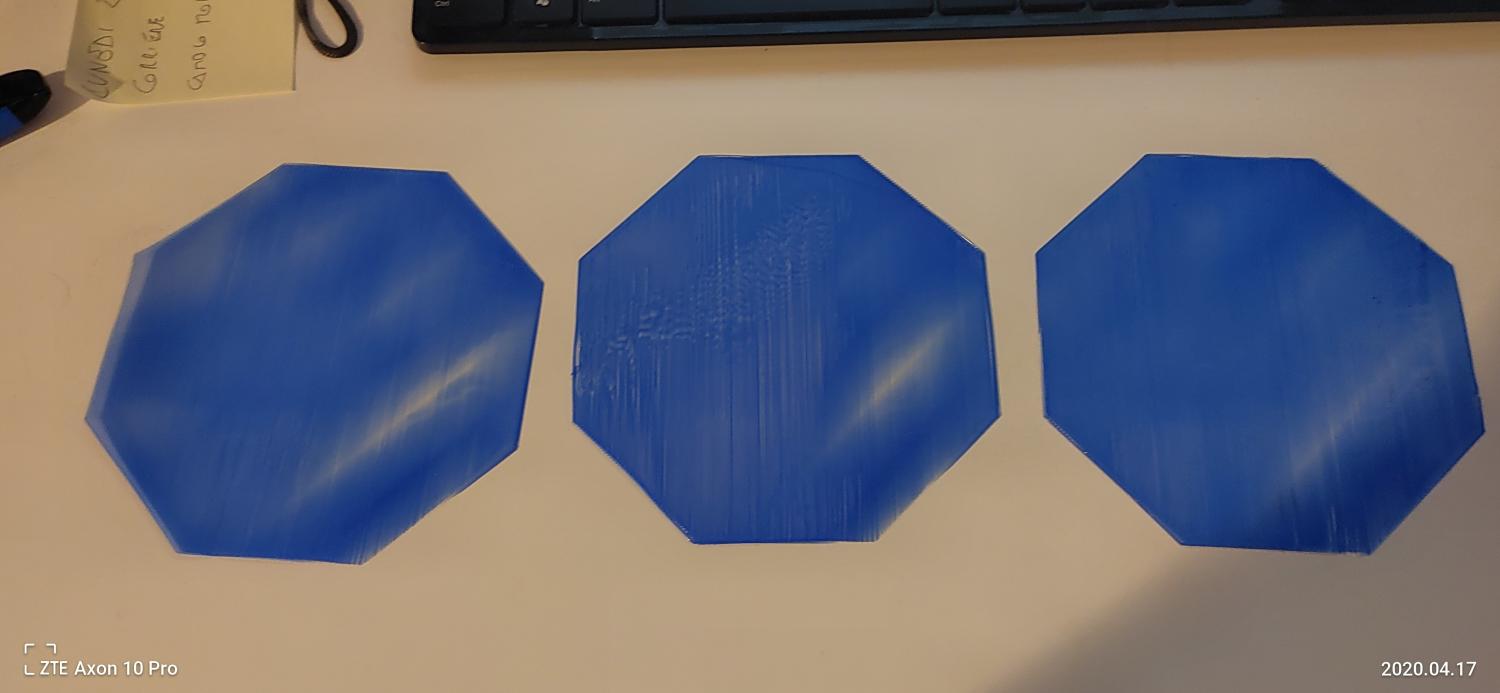
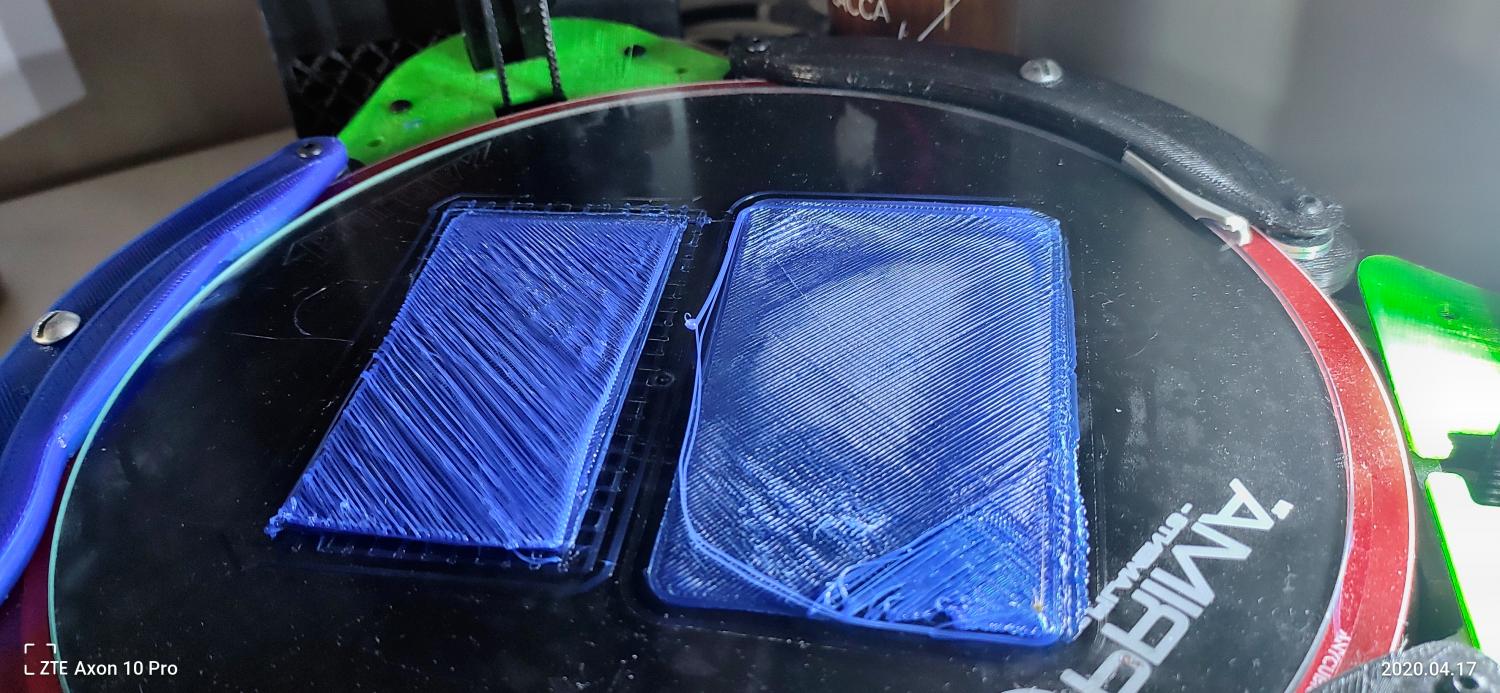
Si in effetti l'avevo trovata sotto "cerca versioni precedenti" ma tant'è! Bene mi aspettano santi in quantità a smontare tutto, ma credo che ne approfitterò per migliorare il sistema di fissaggio bed. E poi parleremo di come fa un piatto in vetro a non essere piatto. Le 3 prove qui sotto ( temperatura 205°, bed 45°, velocità di stampa 50 mm/s, flusso 90) sono da sx a dx, A) stampa su piano vetro, le zone chiare sono quelle in cui lo spessore del layer è minore, ma il tutto si presenta per lo meno abbastanza omogeneo, anche se in qualche punto centrale i singoli fili non si sono incollati tra di loro. B) stampa su vetro ruotato per vedere se il problema era nella stessa posizione ed è così. Il difetto di spessore in posizione analoga, ma il resto del della stampa è completamente sfrangiato, nessun filo saldato con l'altro. C) stampa su letto con rivestimento Buildtak, praticamente il retro del piano di vetro di cui le 2 prove precedenti, presenta lo stesso difetto di spessore delle prove precedenti, oltre a difetti vari sul perimetro, nel complesso abbastanza omogeneo. Pensavo potesse essere l'adesivo Buildtak che faceva spessore, ma il problema si presenta anche girando il piatto, quindi potrebbe dipendere dal piatto riscaldante, ma più fisso di così non ho idea di cosa fare. Qualche idea? Era meglio se prendevo la plus🙄, si trovano più soluzioni già pronte. PS ovviamente ho rifatto il leveling del piatto prima delle prove, salvando le impostazioni.
-
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Hai ragione ma speravo ci fosse un modo software per ovviare al problema, magari intervenendo sul Firmware. Vabbeh vorrà dire che appena posso smonto e controllo😥 -
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Cavoli spero che se hanno fatto la 4.6 beta, la 4.5 sia bella che stabile, nel dubbio scarico anche la 4.4.1. Grazie -
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Mi sa che mi tocca smontare tutto per controllare, ma prima provo via Cura -
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
L'ultima è la 4.6 beta 😎😜 -
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Provo la 4.5.0 -
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Che ne so, credo di almeno un paio di anni fa, era insieme alla stampante. Vabbeh farò alcune prove con l'ultima versione, anche se ho letto sul forum che a volte da problemi. -
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
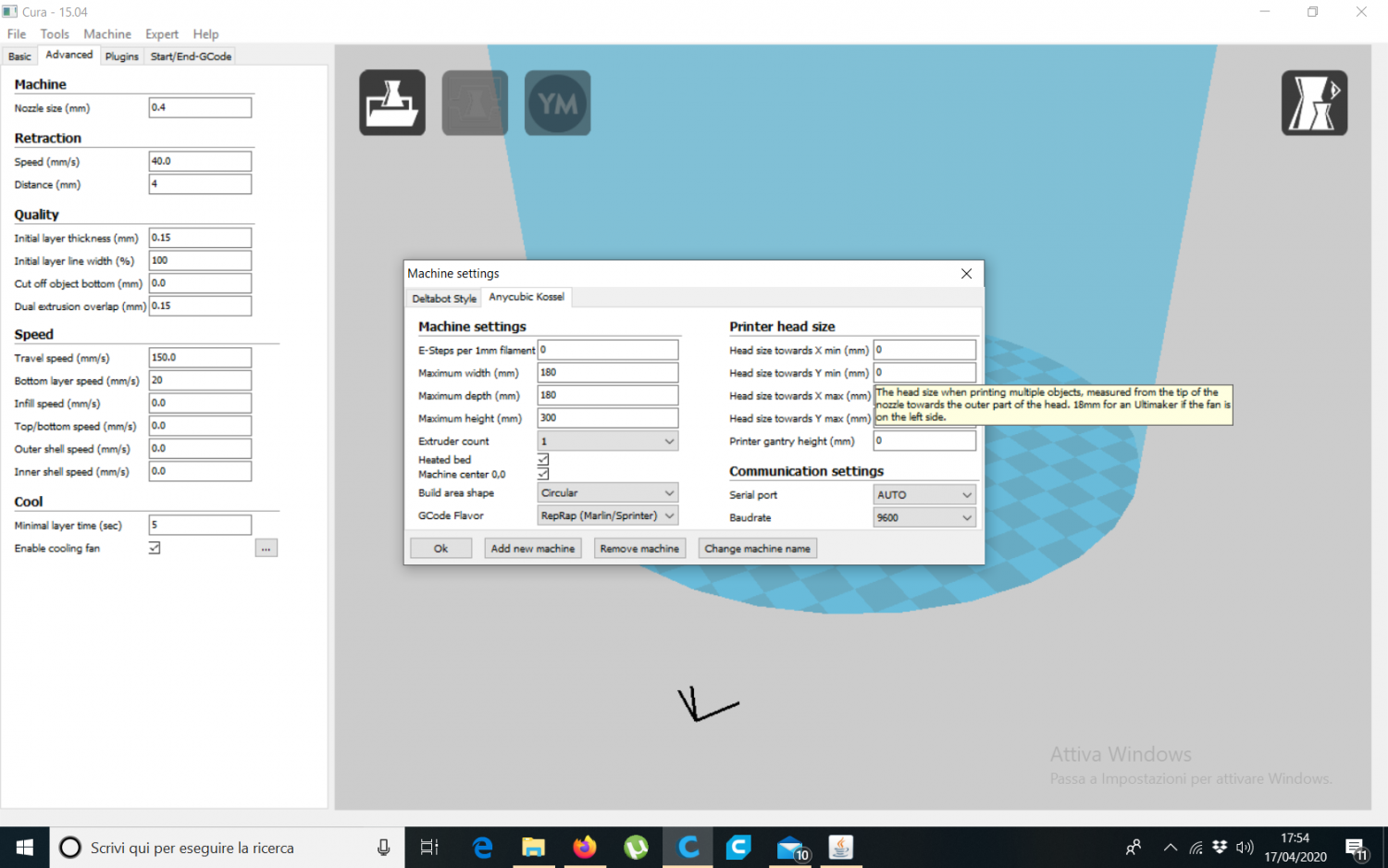
Come impostazioni stampanti ho questo
-
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
La ventola di destra è quella che raffredda il pezzo stampato, che si avvia da sola, che si spegne sotto i 60° e su cui non ho controllo. Quella di sinistra è quella che invece posso regolare da menu stampante, e credo raffreddi l'hotend, giusto? Ho anche provato a cercarla in Cura, ma nella versione 15.04 non trovo dove impostarla. Proverò ad abbassare il primo layer
-
Anycubic Kossel Linear : Ventole
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
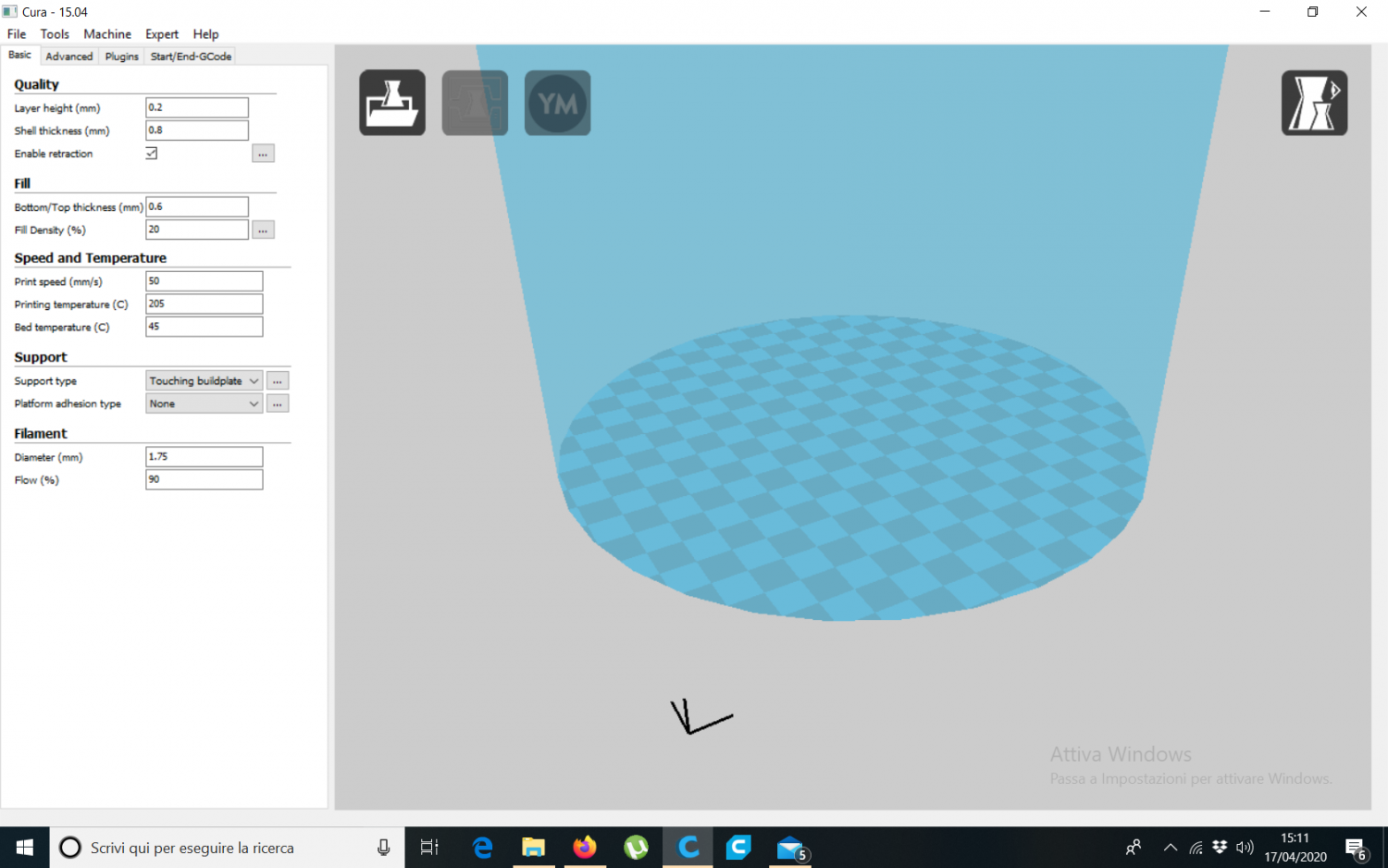
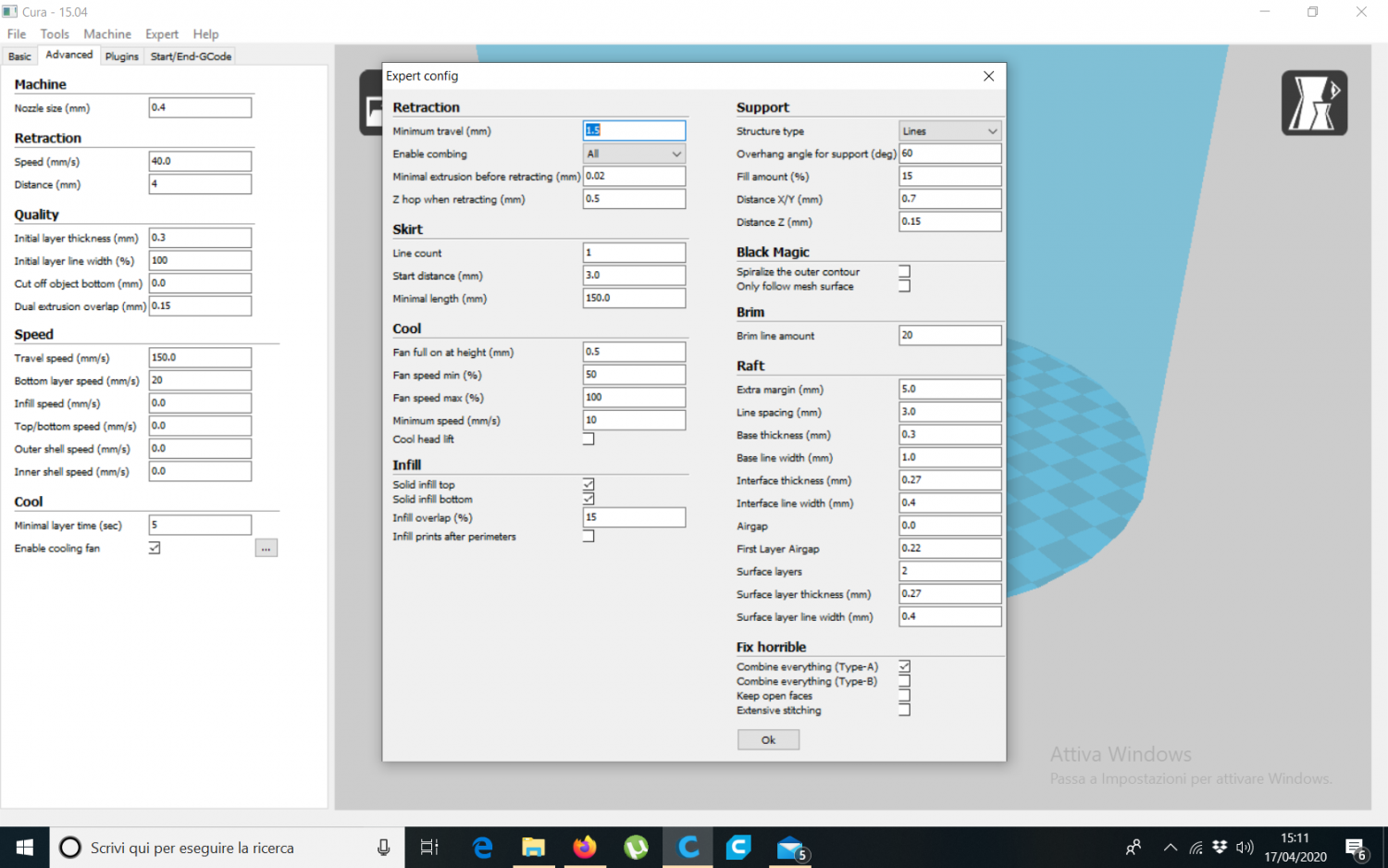
Cura 15.04 con le seguenti impostazioni, che ho riportato ai valori di default, ma mi sa che qualcosa non torna. Ho stampato un paio di basi 10 * 6, ma il secondo strato rimane scollato dal primo, come tanti fili sovrapposti. MA a questo punto non so se dipende dalle impostazioni di Cura o dalla temperatura del PLA.
-
Anycubic Kossel Linear : Ventole
Lazarus ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno popolo del forum. So che può sembrare strano, ma mi sono reso conto solo oggi che forse le ventole della stampante funzionano in modo anomalo. In pratica mi sono accorto all'inizio di una stampa di 5/6 ore, che la ventolina che raffredda il nozzle è da subito in funzione, mentre quella che raffredda l'hotend era ferma. Mi è parso strano, sono entrato nel menu della stampante sotto tune/ fan speed e ho impostato 255, il valore massimo, e la ventola si è avviata, poi l'ho impostata a 150 e ora sta stampando abbastanza bene. Ma il problema quindi è che ogni volta che stampo dovrei avviare la ventola dell'hotend a mano, mentre non ho controllo sulla ventola del nozzle? Può essere che abbia invertito i cavi? O è possibile che sia un discorso di FW? -
Dimensioni di stampa errate
Lazarus ha risposto a darkval78 nella discussione Problemi generici o di qualità di stampa
vedrò di applicarmi allora 😜 -
Dimensioni di stampa errate
Lazarus ha risposto a darkval78 nella discussione Problemi generici o di qualità di stampa
Potresti linkare le procedure di cui parli? qualcosa di semplice magari? -
Stampe impossibili
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Non trovo l'opzione stampa pareti sottili, sotto quale set è? Comunque provo a stampare lo stesso, l'importante è che faccia le pareti con un solo passaggio di filo, per capire quanto è spesso, corretto? mmmh stampato e misurato, mi da ~0.8, credo sia l'opzione shell thickness che è settato 0.8. Ora metto a 0.4 e riprovo Ok stampato 2a volta. Le misure variano un po in base alla parete misurata e dalla posizione, ma siamo tra 0.44 e 0.48, Considero 0.46 di media, dovrei impostare a 0.4/0.46*100=86,95. Giusto? Ok più o meno ci siamo, siamo su 0.4 / 0.39. Direi che posso accontentarmi. Grazie dell'info Io sto ancora usando Cura 15.04, mi piacerebbe passare a Cura 4.5.0 ma non ha la mia stampante nelle opzioni. Si può aggiornare la lista delle stampanti o devo modificarne una presente? -
Stampe impossibili
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Ho fatto la regolazione degli Estep, il flusso non l'ho mai toccato. Cosa dovrei fare di preciso? -
Stampe impossibili
Lazarus ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
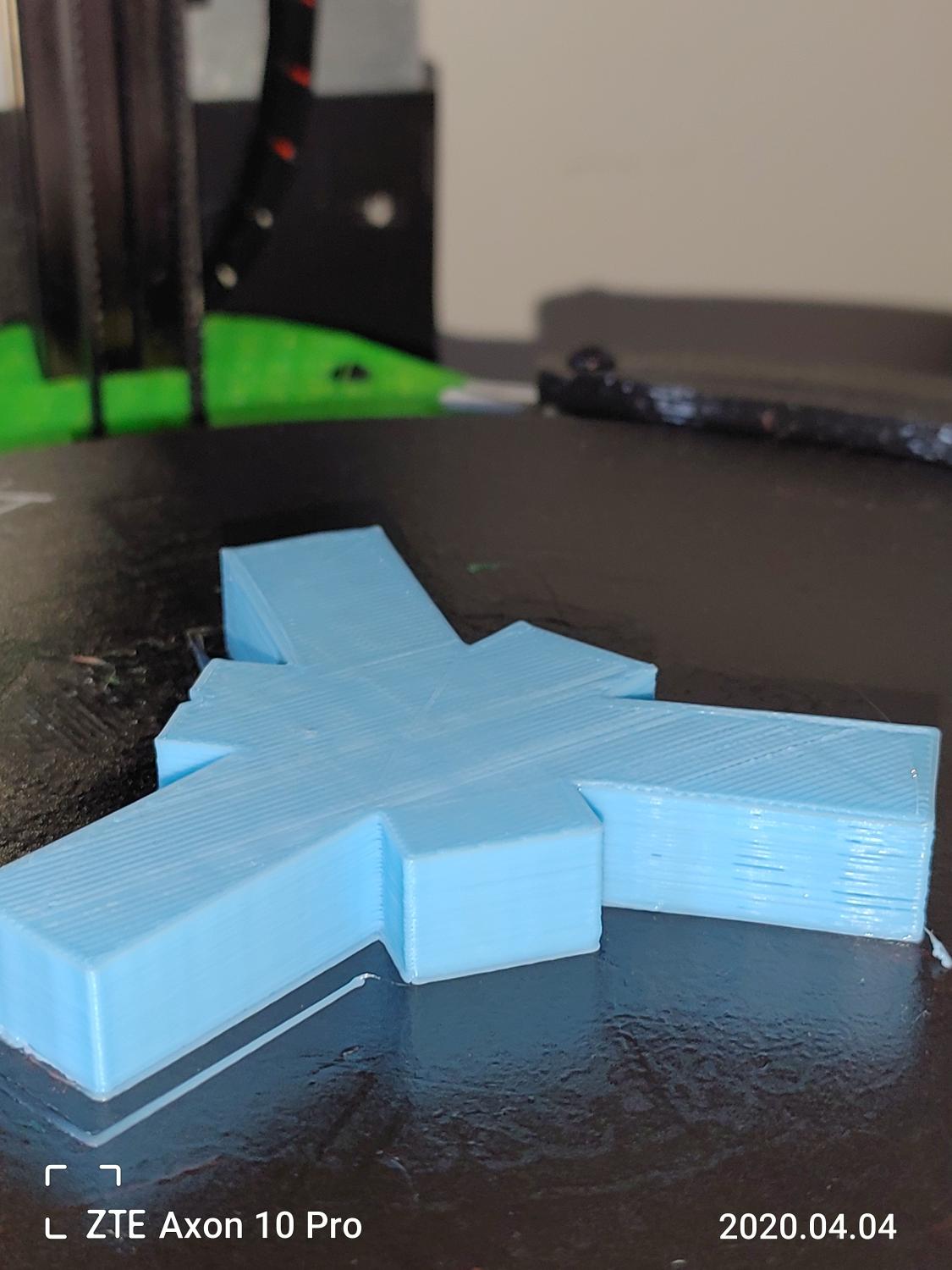
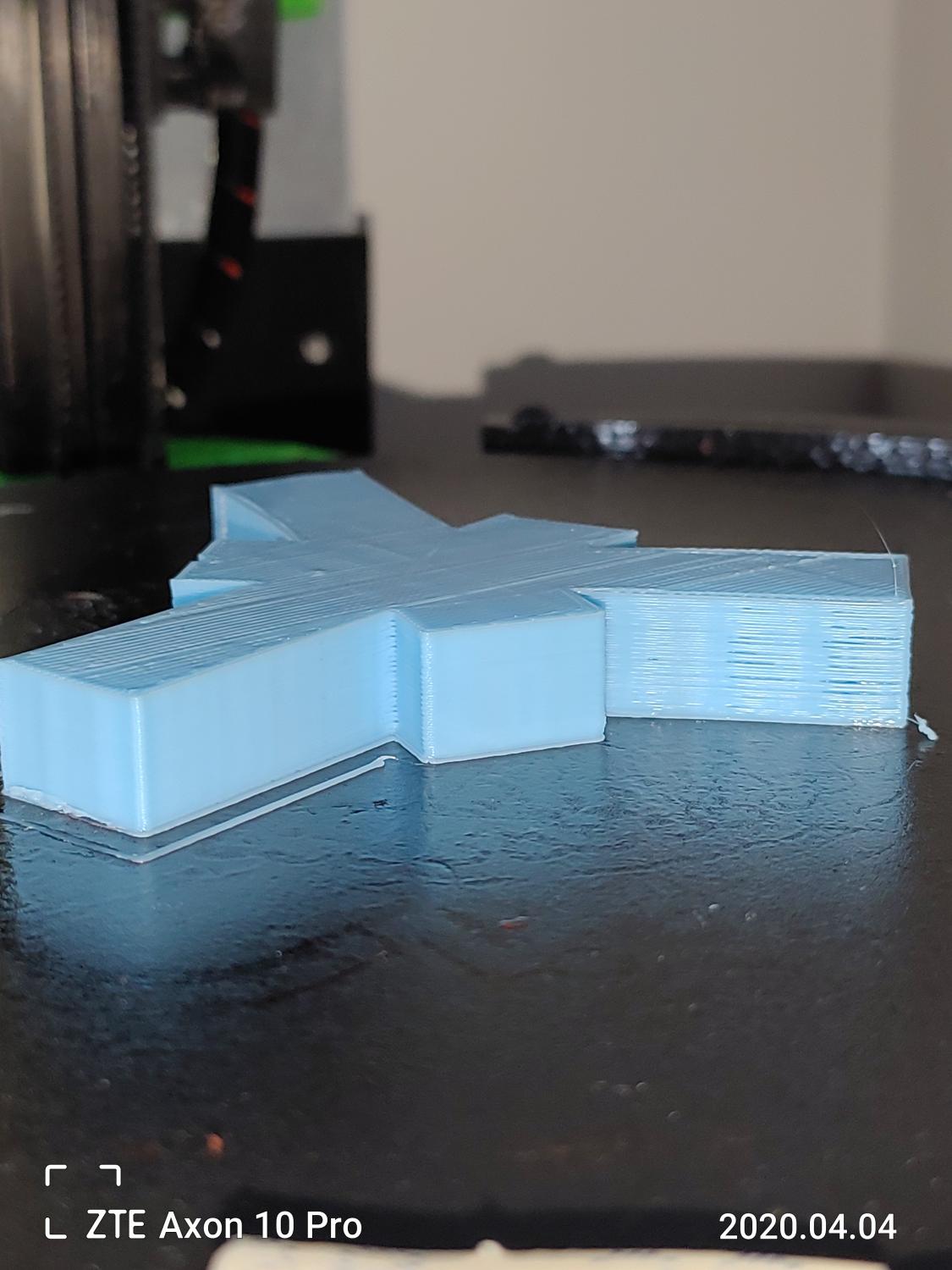
Allora, ho provato a stampare questo oggetto https://www.thingiverse.com/thing:2972770 Come da indicazioni del sopracitato video, dovrei ora misurare, calcolare e inserire nel FW i risultati. Che dite della qualità del pezzo, intanto? PLA senza marca, stampato a 205°, Bed a 40°, Infill a 15, il resto come da foto.Che dite devo variare qualche parametro?
-
Il TPU è arrivato, ma stavo stampando un unicorno per mia figlia con un PLA arcobaleno, ed è uscito bene, un bell'effetto estetico. Appena posso ci provo con l'estrusore che ho, inevitabilmente provero a sostituirlo con un dual.