marcosadun
-
Numero contenuti
18 -
Iscritto
-
Ultima visita
Obiettivi di marcosadun
")





-
Difetto di stampa... consigli?
marcosadun ha risposto a marcosadun nella discussione Problemi generici o di qualità di stampa
Ancora a una domanda ragazzi… ed invece per quello che riguarda il Line width cosa è meglio? Io ho impostato 0.6 come la dimensione dell’ugello… cosa ne pensate? -
Difetto di stampa... consigli?
marcosadun ha risposto a marcosadun nella discussione Problemi generici o di qualità di stampa
Grazie... calibrazione del flusso la ho fatta ed e' risultata uguale a quello di default. Credo che il problema sia in effetti l'altezza del layer. Ho provato ristampare la stessa cosa con una altezza di 0.4 e' il problema non si e' presentato. La temperatura la ho alzata per poter provare a stampare un po' più velocemente... 55 mm/sec... e vorrei provare ad andare più veloce... quanto posso aumentare la velocità'? -
Difetto di stampa... consigli?
marcosadun ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti! Vi allego una foto di una delle mie stampe. Ultimamente mi si presenta questo problema e non so' bene identificarne la causa. La stampate che uso e' una ENDER 3 S1 PRO con ugello da 0.6. La stampa e' fatta con le impostazioni "classiche" per PLA. Definizione 0.6 mm, altezza layer 0.6, temperatura dell'ugello 215 c, temperatura piatto 60 c, velocità di stampa 55 mm/sec. Ho stampato con BRIM e orientamento verticale. Il filamento e' nuovo e la bobina aperta il giorno prima della stampa di cui vi allego la foto. In genere mi sembra che il problema si presenti sempre più o meno alla stessa altezza. Avete qualche idea di quale p[ossa essere la causa?
-
Stampa con TPU - Problema
marcosadun ha risposto a marcosadun nella discussione Problemi generici o di qualità di stampa
Ora che mi dici,questo forse mi ricordo una discussione o un video che letto/visto in passato… ma io uso un ugello da 0.6mm… secondo te che altezza dovrei provare? grazie -
Problema altezza layer….
marcosadun ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti! ho cambiato tempo fa’ la Duse della mia Ender 3 dalla classica 0.4 alla 0.6 per velocizzare la stampa e devo dire che è tutto ok. quando ho fatto il cambio ho cambiato anche l’impostazione sul Slicer… Usando una Duse da 0.6 si perde un po’ in dettaglio, ma avevo visto un video su YouTube che diceva che si poteva comunque stampare a definizioni più alte… Sullo slicer io ho provato ma se uso altezza layer da 0.6 va’ tutto ok… se cambio l’altezza layer a 0.4 , 0.3… il filamento non si attacca al piatto…. Ed ho delle grandi difficoltà… Avete dei consigli o qualche esperienza a riguardo? -
Stampa con TPU - Problema
marcosadun ha risposto a marcosadun nella discussione Problemi generici o di qualità di stampa
Altezza layer 0.6mm come la duse… Proprio adesso stavo per fare un’altra discussione anche per un’altro problema che ho riguardo l’altezza layer… -
Stampa con TPU - Problema
marcosadun ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, uso una Ender 3 S1 Pro, con una Duse da 0.6mm, e recentemente ho provato a stampare una forma semplice... un gommino per proteggere un tubo... Vi allego le fotografie. Il problema e' che apparentemente i circa 5 millimetri sembrano essere ok... poi salendo invece e' come se il filamento collassasse verso l'interno... ho provato a cambiare temperatura... ho provato a cambiare ventilazione... ma il risultato non e' cambiato... se il diametro e' più piccolo sembra che il problema si accentua... avete qualche idea? Grazie. Marco
-
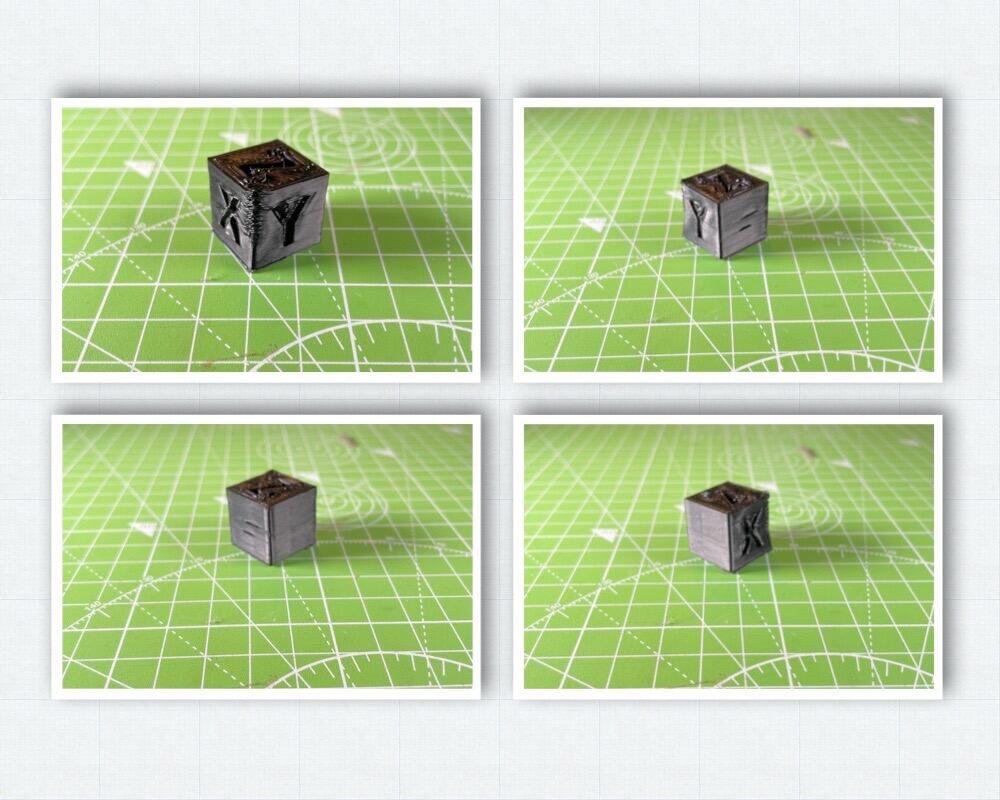
Cubo X-Y-Z Ender3 3 S1 Pro e Filamento ASA
marcosadun ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a Tutti... mi guardate questo cubo XYZ e mi date qualche opinione? Presenta dei difetti e ho delle difficolta' ad capire come migliorare la situazione. Uso una Ender3 S1 Pro, con ugello da 0.6, dentro un enclousure, con Cura 5.1. Temperatura del piatto 100 gradi, temperatura dell'estrusione 240 gradi, altezza del layer 0.3. Infill 5%, con pattern a triangoli. Retraction distance 8mm, Retraction speed 25 mm/sec. Uso 3 giri di Skirt per migliorare l'adesione al piatto..
-
marcosadun ha cambiato la sua immagine del profilo
-
Ender 3 S1 Pro - Z axis - Calibrazione e offset
marcosadun ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, ho una Ender3 da qualche mese. Mi sono accorto che ogni volta che faccio la calibrazione del piatto, il mio zero del z axis si "allontani" dal piatto. Quando ho fatto la calibrazione la prima volta, dopo aver allineato manualmente il piatto, ho fatto l'allineamento automatico, e poi ho aggiustato l'offset, che era di circa 0,73mm... Adesso ho rifatto la procedura diverse volte ma adesso, dopo che faccio il la mia calibrazione automatica, il mio offset e' arrivato a quasi 4mm... ( 5 mm e' il massimo )... Sicuramente sto sbagliando qualcosa... magari voi avete qualche consiglio? Grazie... Marco -
Cura e tempi di stampa
marcosadun ha risposto a marcosadun nella discussione Software di slicing, firmware e GCode
Grazie! Ho notato che il tempo e' quasi giusto nelle stampe veloci ( 1.5 ore )... più' la stampa e' lunga più' la differenza si accentua... ( cosa che non mi sorprende... l'errore si amplifica con il tempo... Su una stampa di 6 ore... quasi diventano 9 nella realtà... Provero a fare come hai detto... -
Cura e tempi di stampa
marcosadun ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, ho una domanda riguardo Cura e la mia stampante 3d. Come anticipato io ho usa come slicer Cura ( l'ultima versione al momento ). Ho una stampante Anet A6. Ho recentemente aggionato il software originale con Marlin ( ultima versione ). Quando uso Cura e genere il Gcode viene data dal software una stima del tempo di stampa. Mi sembra che con il nuovo firmware ci sia una grossa differenza tra quello che mi dice Cura e quello che effettivamente la stampate impiega a stampare. Secondo voi e' possibile? Ci sono delle impostazioni che posso controllare per cercare di rendere il divario tra software e hardware meno evidente? Con il vecchio software "mi sembra" che ci fosse meno differenza... Grazie Marco -
Problema con qualità di stampa, ancora non riuscito a risolvere.
marcosadun ha risposto a marcosadun nella discussione Problemi generici o di qualità di stampa
Ho provato a rifare l'STL e poi il Gcode. In effetti il difetto e' scomparso! Grazie! Marco -
Problema con qualità di stampa, ancora non riuscito a risolvere.
marcosadun ha risposto a marcosadun nella discussione Problemi generici o di qualità di stampa
Ciao! mentre scrivevo il post precedente ho avuto lo stesso pensiero. in realtà domani proverò ha rifare l’atletica e il Goode per togliermi il dubbio. non sono ottimista perché mentre ci pensavo sono andato a vedere una scatola 2x2 fatta presentemente ( quindi con un’altro file ) e il fenomeno si prensenta lo stesso ( in una differente posizione, ma con le stesse caratteristiche ). pero domani provo... -
Problema con qualità di stampa, ancora non riuscito a risolvere.
marcosadun ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, vedete la foro allegata. E' una scatola tipo porta minuteria 2 x 1. Quello che vedete e' il lato della scatola ( lato destro ). E' un problema ricorrente che ho da qualche tempo. La stampante e' una Anet A6. All'inizio non lo faceva. Siccome e' un problema che non ho risolto, ed avevo in programma di fare degli upgrade alla stampante, ho fatto i seguenti interventi alla stampante: Ho cambiato i cuscinetti del piatto ( asse Y ) e dell' asse X con cuscinetti in plastica. Ho cambiato le cinghie della stampante. Ho cambiato hotend e nozzle.. Ho cambiato completamente la scheda elettronica di controllo con una nuova e ho installato l'ultima versione di Marlin. Non ho cambiato il filamento ancora perché non voglio aprire la bobina nuova ancora. Voi cosa pensate? Il fenomeno si ripete esattamente nello stesso modo se stampo lo stesso oggetto ( stesso lato, stesso intervallo ). Se stampo un oggetto ( scatola 2x2 )il fenomeno e' meno evidente... ma si presenta qualcosa di simile, ma su un'altro lato. Su scatole piu' piccole ( 1 x 1 ) il fenomeno non si presenta... ma forse per le dimensioni (?). Qualcuno ha qualche idea? Marco
-
Recente problema di stampa
marcosadun ha risposto a marcosadun nella discussione Problemi generici o di qualità di stampa
Cosa vuol dire esattamente sotto estrusione? la Duse è nuova... in realtà è la prima stampa della Duse nuova... homavuto delle difficoltà a far aderire il pezzo al piatto... tanto che ho rinunciato al brim e ho usato il rift... con cui sono riuscito a finire la stampa... quando provavo con il brim sembrava che i problemi nascessero in quel punto, stesso lato stesso punto, solo che al secondo passaggio per layer per il brim,..