Salvogi
-
Numero contenuti
1.418 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
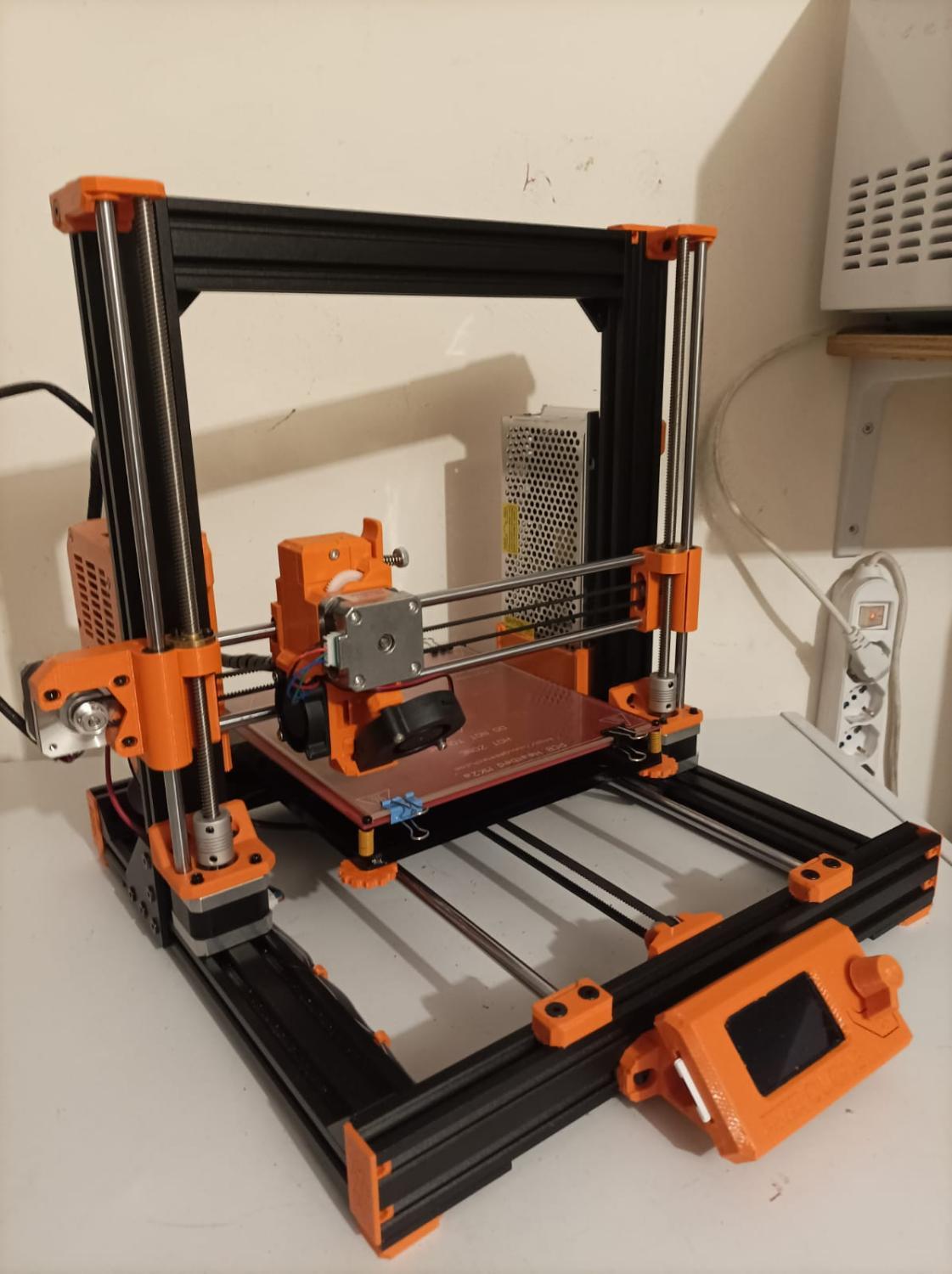
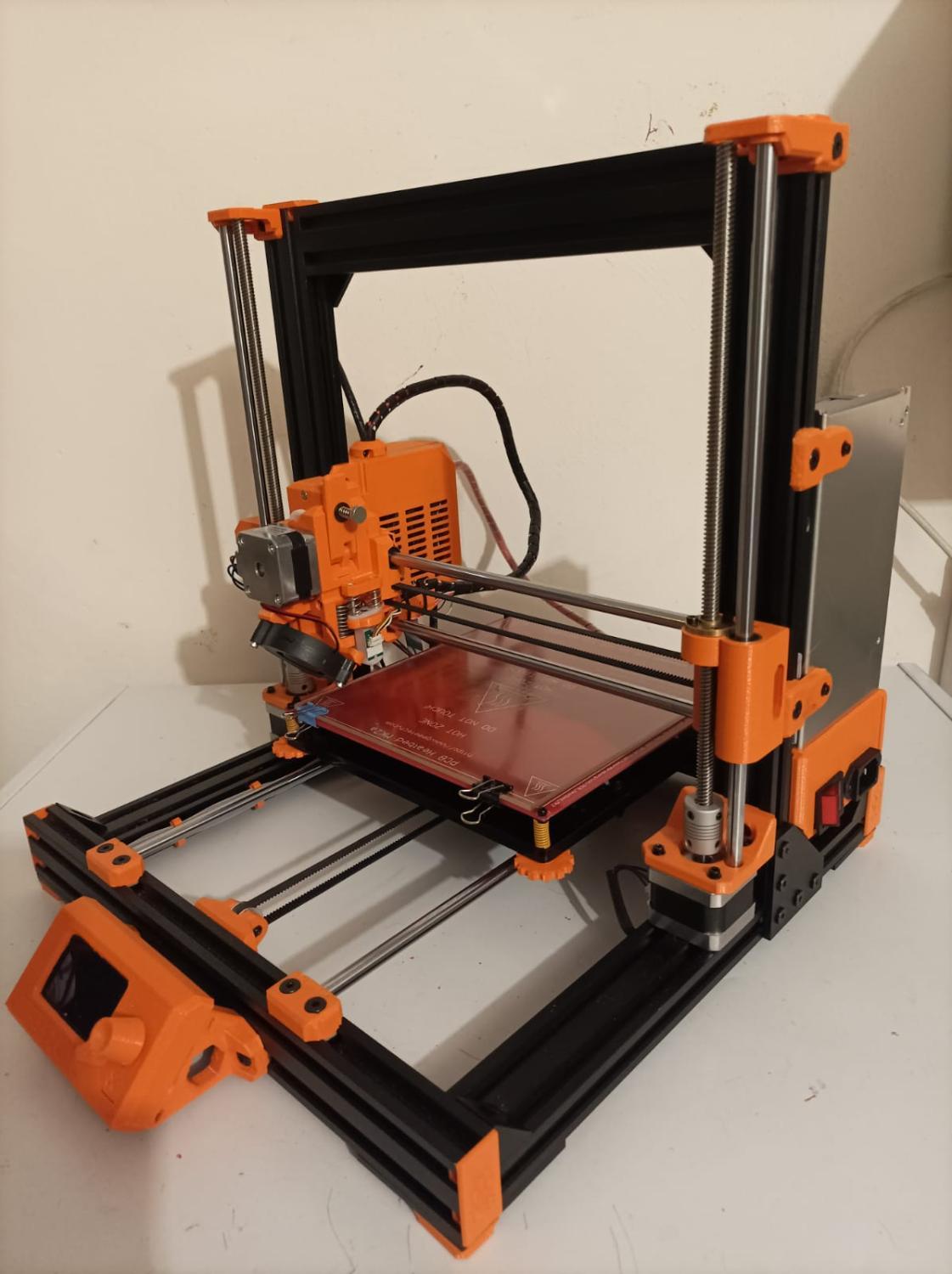
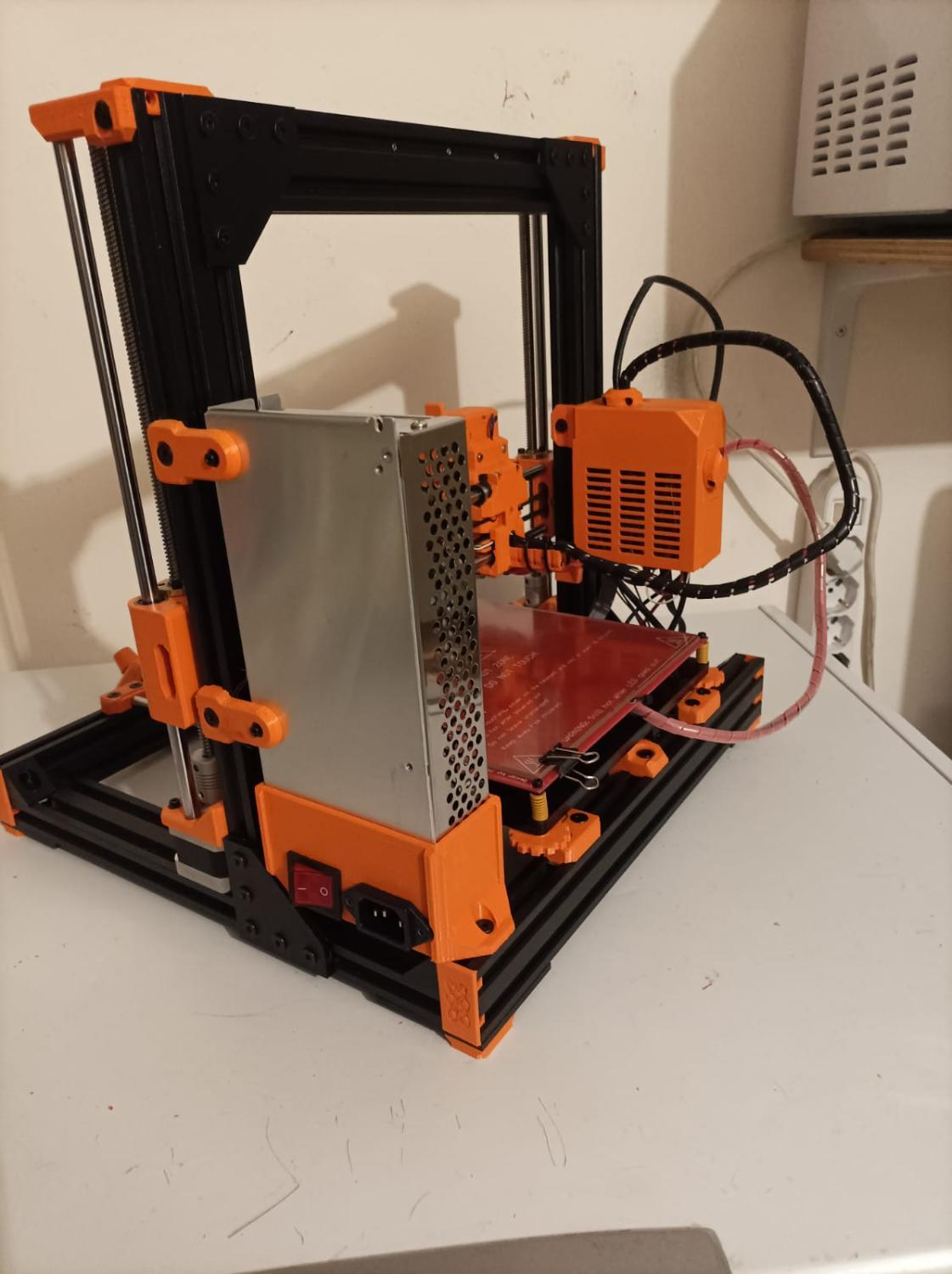
L'estrusore completo mi è costato di meno, ho cercato molto su AliExpress e gli ingranaggi da soli costano di più. Dopo avere penato con il PETG arancione, ho quasi finito tutte le stampe. Ho già provato estrusore, hotbed e sensorless homing. Ancora devo sistemare il firmware soprattutto per quanto riguarda il 3D Touch

-
Forse nel firmware hai selezionato il termistore sbagliato. Complimenti, stampa molto bella, non sembra affatto uscita da una gara di velocità. È in PETG?
-
Problema con PETG arancione Amazon
Salvogi ha risposto a Salvogi nella discussione Problemi generici o di qualità di stampa
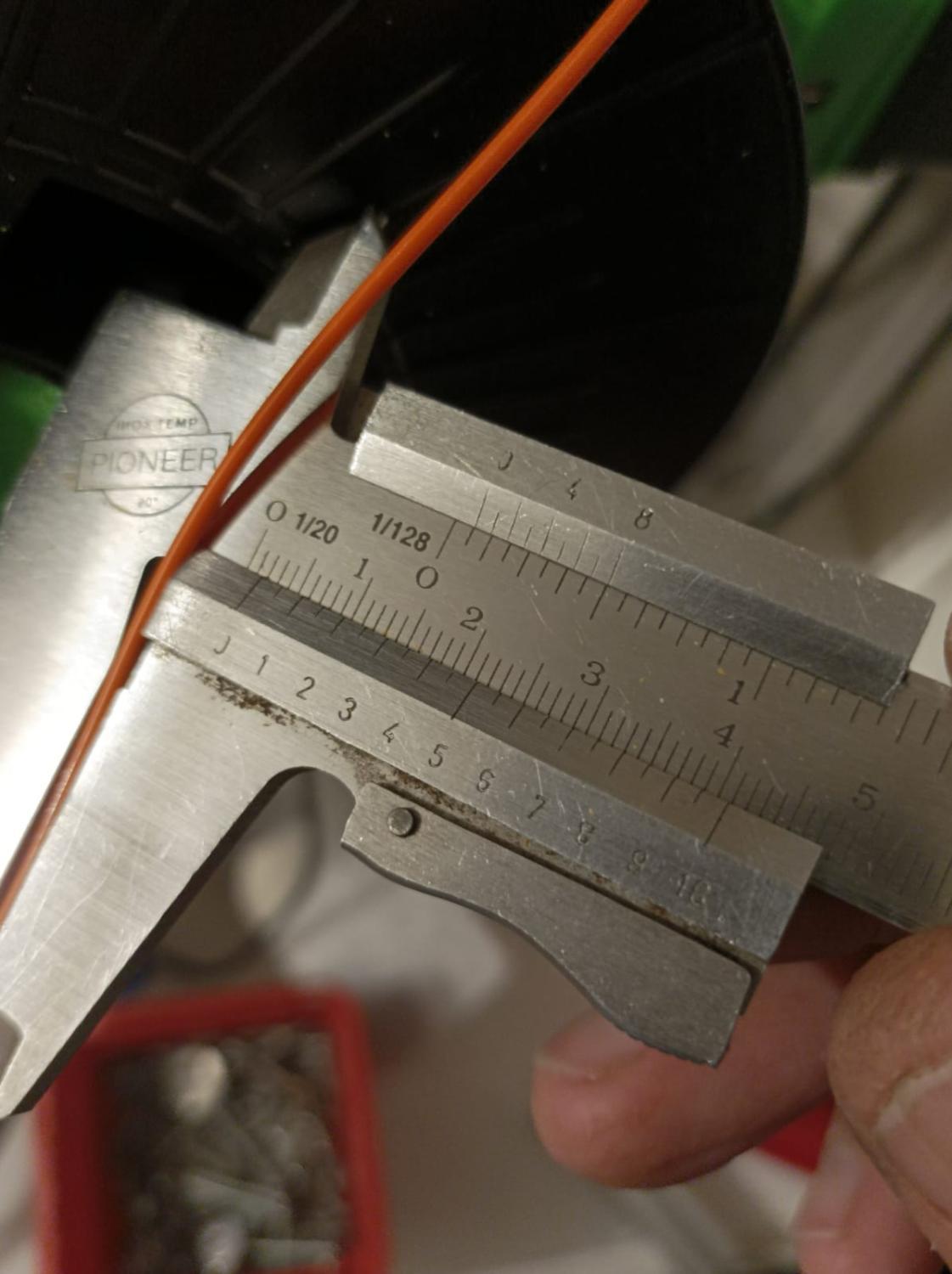
Dopo il passaggio nel microonde la stampa mi è venuta molto più lucida, le parti sporgenti decisamente meglio, nessuno stringing (prima del microonde era una disperazione) e sembra più resistente. Ma le pareti verticali continuano ad essere pessime. Effettivamente, dopo il microonde la sovraestrusione si nota molto di più, la stampa mi è venuta cicciotta infatti non ci entra la cinghia GT2 nelle apposite sedi (un anltra stampa da buttare) ed i fori mi sono venuti da 2,4 mm invece che da 3 mm. L'estrusore mi estrude la giusta lunghezza. Con il calibro ho misurato 1,8 mm ma non ne sono certo visto che sono al limite della risoluzione del mio calibro (1/20 mm). Effettivamente, se il filamento dovesse essere 1,8 mm la sovraestrusione sarebbe del 6%. (1,8 / 1,75)^2 - 1 = 0,06 = 6% Siccome ho stampato con il flusso al 98% mi rimarrebbe una dovraestruzione del 4%, posso provare a scendere al 95% di flusso. Per capire se sovraestrudo devo fare il thin wall test? Se si, domani cerco su Youtube come si fa il thin wall test. Quando ho aperto la lo sportello del microonde è uscita una nuvola di vapore quindi un po' di acqua dovrebbe averla persa. Il filamento era appena tiepido mentre la bustina di essiccante era diventata molto calda. Penso che sovraestrudo perchè i problemi con questo filamento sono nati dopo che ho cambiato nozzle. Quello vecchio era mezzo intasato quindi probabilmente riduceva il flusso. Domani faccio il tentativo a stampare con flusso al 96%.
-
Problema con PETG arancione Amazon
Salvogi ha risposto a Salvogi nella discussione Problemi generici o di qualità di stampa
Ormai troppo tardi, il filamento è finito 5 minuti nel microonde. Ho ridotto la temperatura del piatto a 70°C e sto provando a stampare. -
Problema con PETG arancione Amazon
Salvogi ha risposto a Salvogi nella discussione Problemi generici o di qualità di stampa
Effettivamente potrebbe essere umidità, mi dovrei procurare un essiccatore. Nel frattempo, ho a portata di mano un forno a microonde, secondo te è un'idea malsana? -
Problema con PETG arancione Amazon
Salvogi ha pubblicato una discussione in Problemi generici o di qualità di stampa
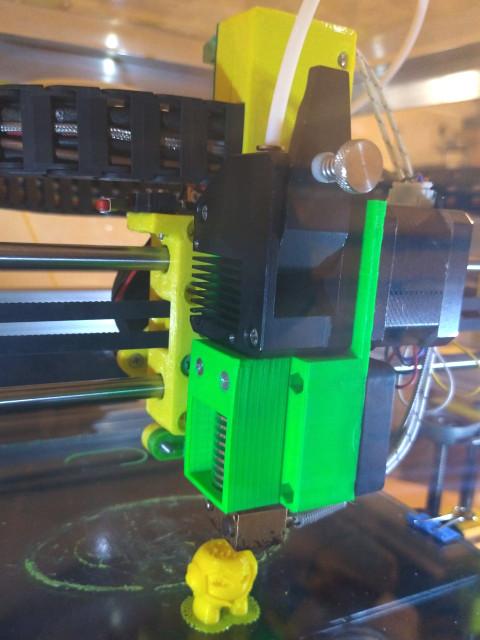
Il PETG Amazon arancione mi sta facendo impazzire. Quello giallo è un test fatto con PETG giallo Accreate per non consumare l'arancione. Quello arancione dovrebbe essere il pezzo finale stampato con PETG arancione Amazon basics. Il problema è solo estetico, al tatto appare solo un po' più ruvido. Ho utilizzato i seguenti parametri. Layer 0.2 mm Nozze 0.4 mm 5 perimetri, 5 layer superiori, 5 layer inferiori, riempimento 20% giroide Temperatura 238/90 °C Flusso 98% Ventola solo sui bridge Velocità 80 mm/s, top layer e perimetri esterni a 60 mm/s, bridge a 30 mm/s Retrazione 2 mm, estrusione extra dopo retrazione 0.2 mm, Zhop 0.2mm La camera di stampa ha raggiunto 30 °C circa. Posso dare per rovinato il filamento o posso provare altro?
-
Amazon ho provato solo giallo, grigio e arancione. Con giallo e grigio ho avuto meno problemi ma probabilmente è come dice @Killrob cioè dovrei impiegare un po' di tempo a fare tentativi e calibrare. Comunque esteticamente ottengo risultati migliore con il filamento PETG Accreate giallo, possibilmente se indovino i parametri esatti ottengo buoni risultati anche con Amazon arancione. Possibilmente è alla mia stampante corexy che non piace l'arancione. Le stampanti corexy richiedono solo qualche puleggia in più. Elettronicamente non cambia nulla, puoi usare anche schede ad 8bit. Lato firmware devi aggiungere solo la riga #define corexy. L'unica cosa è il collegamento dei motori X ed Y, perchè devi indovinare il connettore giusto ed il verso di rotazione giusto, in totale ci sono 4 tentativi ma fa innervosire un po'. Il vantaggio delle corexy è quello di avere i motori X ed Y fissati sul telaio e quindi non vanno a gravare su parti in movimento. Tuttavia anche la soluzione della Ender 5 va bene.
-
La Ender 5 pro è una buona macchina economica mentre la Voron è una macchina costosa e senza compromessi. L'unico punto di forza della Ender 5 è il prezzo inferiore. In che senso aspettare? Per fare aderire il PETG sul piano in vetro occorre la lacca Splend'Or fissaggio forte. Il PETG va bene. Quello Amazon è buono ma con l'arancione mi sto trovando peggio. Per pochi euro in più andrei su marche più blasonate come Sunlu. Io ho una bobina di PETG Accreate ed ottengo risultati molto migliori che con il PETG Amazon.
-
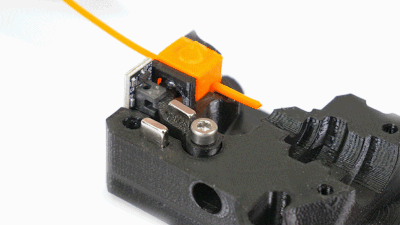
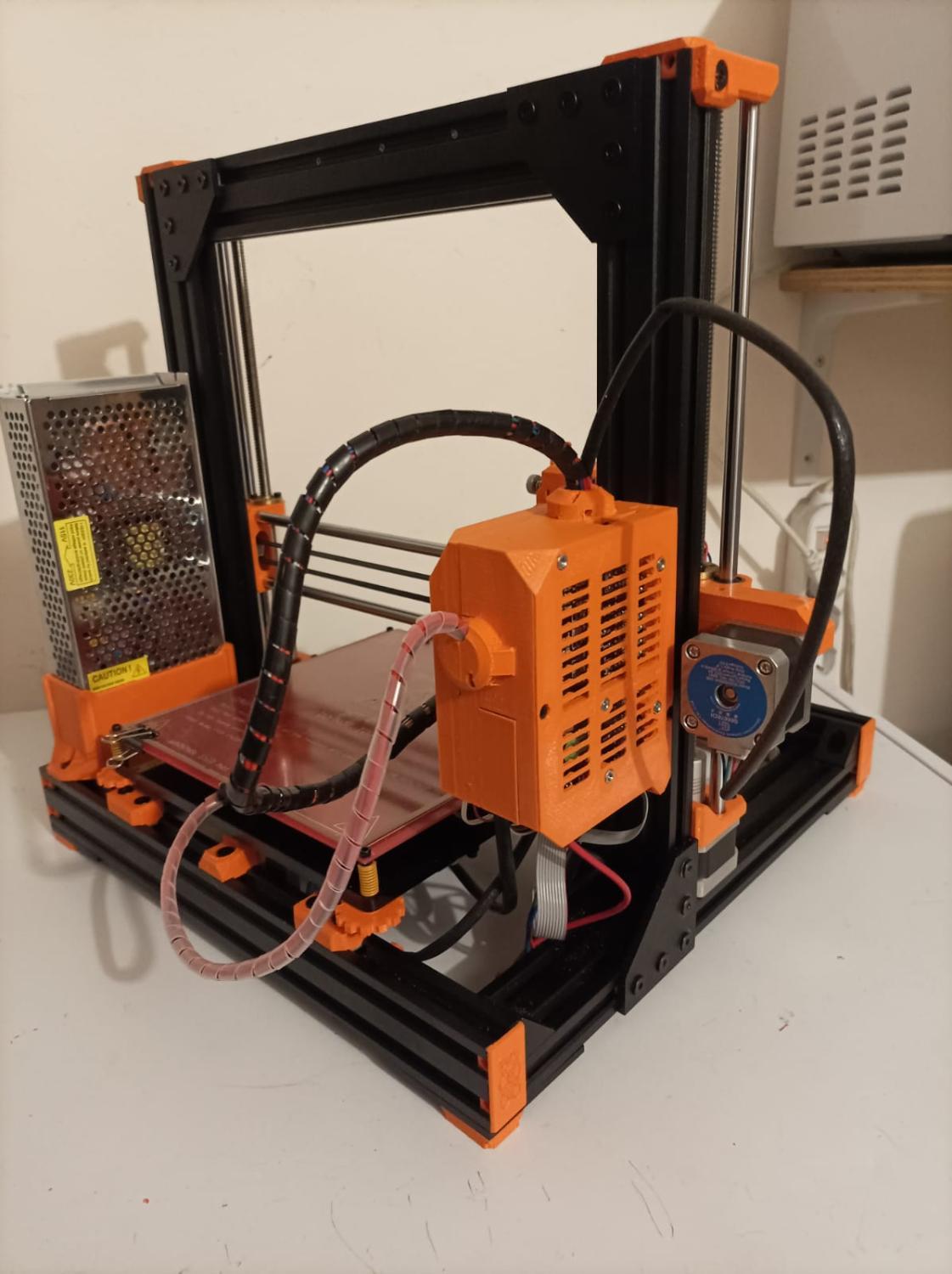
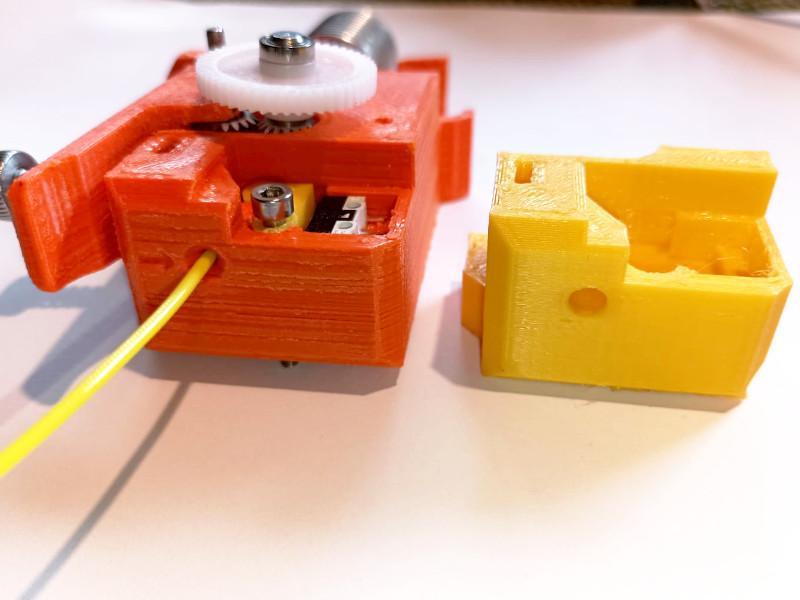
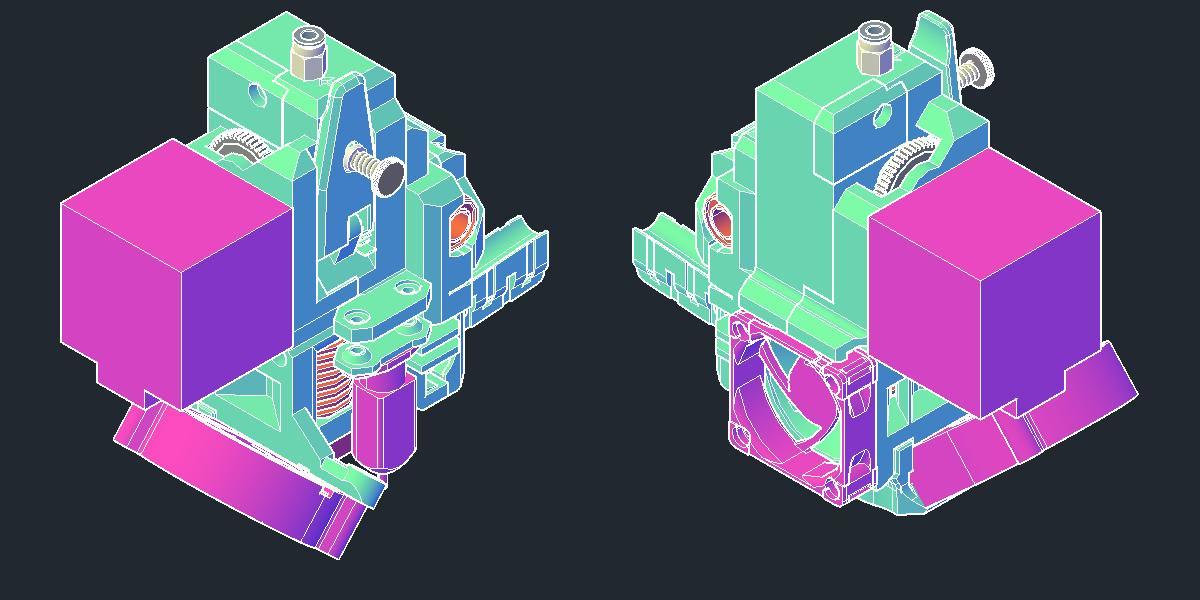
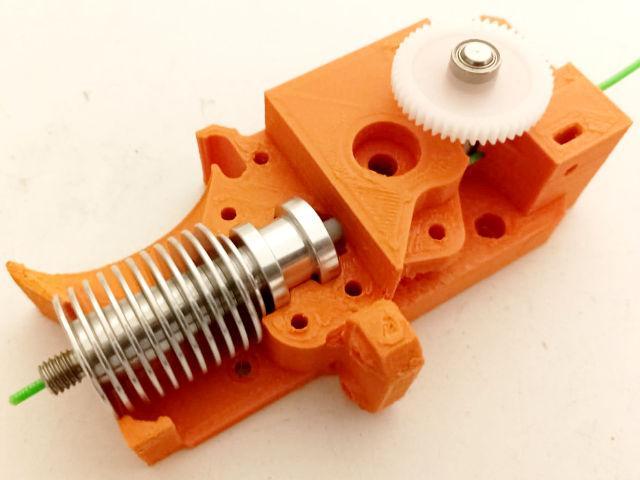
Finalmente mi è arrivato l'estrusore BMG da cui prelevare ingranaggi e cuscinetti. E' tutto in plastica ma. in base a quanto l'ho pagato, posso dire di essere stato fortunato. Questo è l'estrusore originale della Prusa MK3S+ Mentre io l'ho modificato nel seguente modo per poter utilizzare anche il riduttore ad ingranaggi, installare il 3d touch al posto del sensore PINDA e sostituire il sensore del filamento con un semplice microswitch. Oggi ho iniziato a stampare l'estrusore. Ho dovuto cambiare nozzle perchè il vecchio si è intasato definitivamente ed il nuovo nozzle mi ha fatto la stampa pasticciata.
-
La Voron 1.8 è una corexy con guide a ricircolo mentre la Ender 5 Pro è una cartesiana con guide openbuilds, sono essenzialmente due macchine molto diverse. Per la Prusa sono raccomandate le seguenti impostazioni https://github.com/gregsaun/prusa_i3_bear_upgrade/blob/dev/doc/print_settings.md
-
Warping layer polipropilene
Salvogi ha risposto a Aldo87 nella discussione Problemi generici o di qualità di stampa
Il warping è il sollevamento degli angoli che si distaccano da piatto. Qui sembra la mancata adesione dei layer. Secondo me potrebbe essere il livellamento del piatto fatto male, la temperatura sbagliata o la velocità troppo elevata. Il primo strato è un raft? Che slicer usi? -
Corexy homemade telaio in acciaio tubolare
Salvogi ha risposto a gioniko nella discussione Nuove idee e progetti
Io ho utilizzato un BMG all-metal come il seguente che utilizza la stessa scocca come dissipatore per la gola. Ma ho dovuto aggiungere un dissipatore V6 perchè lo spingifilo si riscaldava ed il filo si rammolliva e tendeva ad attorcigliarsi negli ingranaggi. Come estrusore leggero c'è anche questo https://it.aliexpress.com/item/1005002027208144.html Visto la tua struttura in acciaio super rigida, io mi preoccuperei di avere un buon estrusore senza pensare troppo al peso. Io andrei su questo https://www.3djake.it/e3d/hemera-direct-kit-175mm?sai=7326&gclid=CjwKCAjwk6-LBhBZEiwAOUUDp90ARVo5Urb3A2akIYUjbJROpRwzthQiByFs1YhKsX2B21x2OlauthoCdVkQAvD_BwE o su questo https://it.aliexpress.com/item/1005001723097241.html che usano sempre la scocca come dissipatore ma dovrebbero essere di qualità migliore
-
Corexy homemade telaio in acciaio tubolare
Salvogi ha risposto a gioniko nella discussione Nuove idee e progetti
Sono d'accordo che la meccanica della stampante nel video andrebbe rivista. Comunque se avesse usato la stessa meccanica ma con configurazione corexy non avrebbe avuto questo problema. La configurazione h-bot non compensa l'inclinazione dell'asse X. Mentre quella corexy non consente l'inclinazione dell'asse X, ad esempio nell'immagine seguente si dovrebbe allungare la cinghia rossa.
-
Corexy homemade telaio in acciaio tubolare
Salvogi ha risposto a gioniko nella discussione Nuove idee e progetti
La configurazione h-bot richede un'elevata rigidità per evitare il fenomeno del racking. Mentre la configurazione corexy impedisce il racking. E' vero che montando due guide a ricircolo si rischiano impuntamenti visto che sono molto rigide. Ma penso che le attrezzature di @gioniko gli consentono di ottenere una precisione elevata nelle lavorazioni. -
Prime Prove PETG
Salvogi ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
Tempo fa utilizzavo altre lacche con scarsi risultati, poi ho visto che molti utenti del forum usano Splend'Or ed ho cambiato. Mi sembra di essere quello che fa pubblicità ad una marca ma intanto il PETG Amazon è quello che attacca meglio al piatto. Anzi io ho problemi a staccare i pezzi utilizzando la lacca Splend'Or, ho delaminato anche alcune lastre di vetro. Se la ventola non parte al 30% è colpa del firmware. Spiego meglio, se alimenti con 1,2V una ventola da 12V questa non girerà al 10% ma starà ferma, per girare al 10% gli devi dare ad esempio 5V. Quindi nel firmware gli devi fornire un valore minimo di tensione (anzi meglio di % di dutycicle). -
Prime Prove PETG
Salvogi ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
Allora siamo vicini di casa, io sto ad Aci Sant'Antonio. Probabilmente altre lacche vanno anche bene ma quella mmigliore è la Splend'Or, si trova facilmente in parecchi supermercati. Questo causa gravi problemi di warping e molti altri difetti di stampa. Occorre regolare bene gli eccentrici. Si perchè si utilizza uno sdoppiatore ad Y che permette di collegare entrambi i motori sullo stesso connettore. Il problema invece è quello di spostare l'alimentatore per fare spazio per il secondo motore, quindi occorre anche il kit per posizionare l'alimentatore sotto il piatto (mi sembra) comunque @Killrob sa bene perchè ha fatto questo upgrade. -
Prime Prove PETG
Salvogi ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
Si chiama Warping è dipende da problemi di aderenza al piatto, per risolvere devi utilizzare più lacca, la lacca deve essere quella Splend'Or fissaggio forte (strano che in tutti questi anni la Splend'Or non abbia fatta la fissaggio 3D printer), livellare meglio il piatto come già suggerito da @muffo, utilizzare il brim, aumentare la temperatura del piatto, abbassare la temperatura del nozzle. Comunque hai ragione il problema sta nella plastica che raffreddandosi tira ma se riesci a fare aderire il pezzo al piatto il warping non si manifesta. Per il warping il primo layer perfetto è fondamentale. Per particolari finali penso che intendi il bridging. Per ottenere un bridging migliore devi ridurre la velocità durante il bridging ed aumentare la ventola durante il bridging. Potrebbe essere un problema meccanico ma probabilmente dipende dal warping, i bordi sollevati creano anche questi difetti. Prima risolvi il warping, se rimane questo difetto passi alla meccanica. Più che lo stabilizzatore, dovresti procurarti un kit peril secondo motore dell'asse Z. Se parli delle parti interne pareti verticali curve, ciò si verifica se utilizzi troppo ventola o se vai troppo veloce. Questo lo regoli dallo slicer, puoi posizionare la cucitura in modo casuale così che in ogni layer è in un punto diverso e risulta molto meno visibile. Su Cura devi mettere visibile l'opzione cliccando sulla rotella accanto a "Pareti" in questo modo si apre il menù "Setting Visibility". Cose che capitano, come detto da @muffo sotto questo punto di vista il bianco è più probematico. Puoi provare ad abbassare la temperatura, a ridurre il flusso o ad aumentare la retrazione. Devi livellare meglio il piatto. Si chiama stringing o oozing, puoi provare a ridurre la temperatura o ad aumentare la retrazione. Oppure da "Settiing Visibility" in sperimentale puoi attivare la funzione "Coasting". Devi però anche considerare che con temperature più basse ottieni stampe più belle ma molto più fragili. -
ho combinato un guaio
Salvogi ha risposto a stebiker nella discussione Software di slicing, firmware e GCode
Che stampante è? E che scheda madre è? Posta gli errori di compilazione che ti restituisce Vscode -
Respiratori e soluzioni per eliminazione fumi stampa (resina in particolare)
Salvogi ha risposto a invernomuto nella discussione Hardware e componenti
Mi fai spaventare, io uso solo la water washable perché l'ho sempre ritenuta meno tossica. Mi sa che è meglio che mi attrezzo di aspiratore. -
Il primo PETG non si scorda mai
Salvogi ha risposto a Alfaone78 nella discussione Materiali di stampa
225°C sono pochi, aumenta almeno a 235°C anche se otterrai molto stringing in più, purtroppo lo stringing è un problema del PETG. Il PETG si dovrebbe stampare con la ventola spenta o con poca ventola. Ovviamente poca ventola dipende da che ventola hai, se hai la classica 5015 radiale il 30% potrebbe andare bene. Se usi PrusaSlicer che accende e spegne la ventola quando serve, la puoi metterla sempre spenta ed al 100% solo per i bridging. In un cubo senza parti sporgenti non ha tanto senso la ventola quindi la potresti tenere spenta. Poi dipende dalla stampante, devi fare dei tentativi. -
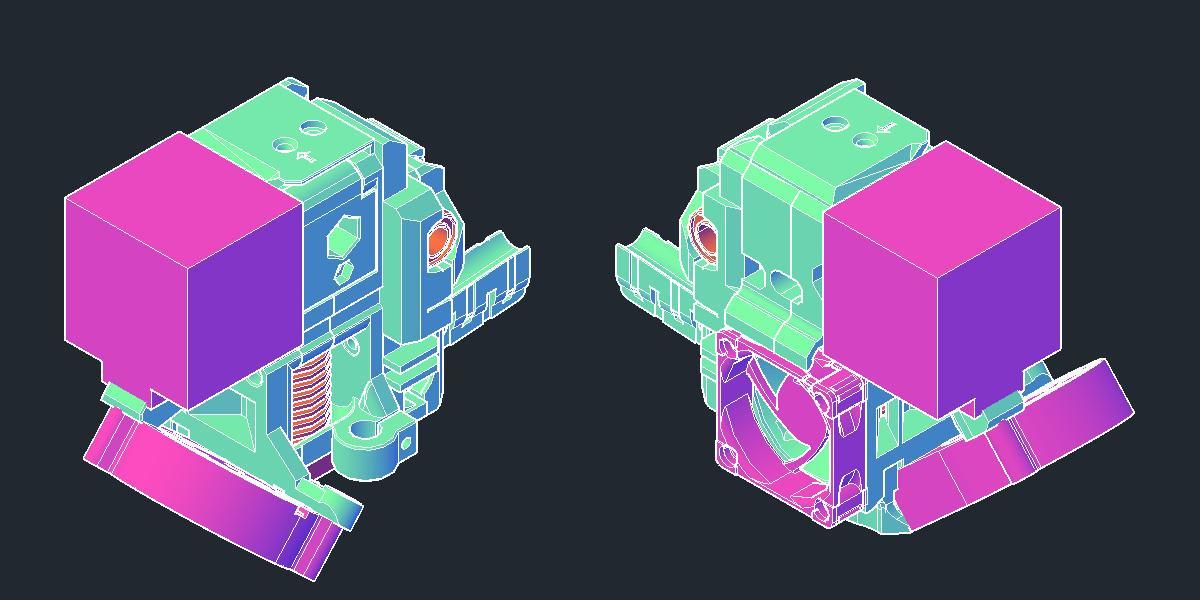
In attesa che mi arrivino gli ingranaggi BMG sto sistemando il disegno dell'estrusore. Ho modificato anche il sensore del filamento. Questo è quello originale. Mentre questo è quello mio. È venuto un po' sottoestruso perché ho cambiato filamento e non ho fatto calibrazioni.
-
La mia "Fabbrica del Duomo"
Salvogi ha risposto a Mino nella discussione La mia stampante 3D e il mio laboratorio
Molto bella, complimenti. Mi dispiace per le schede, ma che assorbimento hanno i tuoi piatti? Comunque più in la puoi pensare a reinstallare una scheda a 32bit con i TMC2209. Qui c'è spiegato come installare i TMC2209 in modalità UART (con stallguard) su RAMPS 1.4 ma è un po' complicato, se bruci anche i TMC2209 accumuli ulteriori danni. -
Durante il travelling occorre spegnere il plasma quindi è necessario che la scheda possa spegnere il plasma. Ovviamente occorre un pulsante di emergenza che spenga tutto in caso di necessità.
-
I motori 28BYJ-48 vanno bene per una miniscara 🤣. Io andrei su una elettronica base ma adeguata a movimentare un macchinario potenzialmente pericoloso. scheda MKS DLC V 2.0 o analoga stepper nema 17 o nema 23 driver A4988 se utilizzi nema 17 o TB6600 se utilizzi nem 23
-
Stepper nema 17 di qualità dove comprarli e quali
Salvogi ha risposto a l0v3byte nella discussione Hardware e componenti
Che problemi ti hanno dato? Perchè non sono adatti alle stampanti 3D? Chiedo ciò @l0v3byte ed a @invernomuto per capire ed evitare di acquistare stepper non adeguati. Personalmente io ho riscontrato i seguenti problemi in alcuni stepper. I vecchi stepper dell'asse Z della mia corexy causavano forte wooble, probabilmente durante la rotazione facevano anche un movimento assiale o avevano l'albero storto. Dovrei verificare con il comparatore. Avevo montato un puntatore laser su uno stepper ed ho visto che ruotando in senso orario o antiorario il punto si fermava in posizione leggermente differente, probabilmente il riduttore dello stepper aveva un po' di gioco.



.jpeg.9b25910cc1c5c06891f8e0bd104a5c26.jpeg)



.jpg.fc84bd1de74c1e648a5d4edc3314adaf.jpg)
.jpg.a51fc6a920bf4cffa486965d66fd2d0d.jpg)