Salvogi
-
Numero contenuti
1.418 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
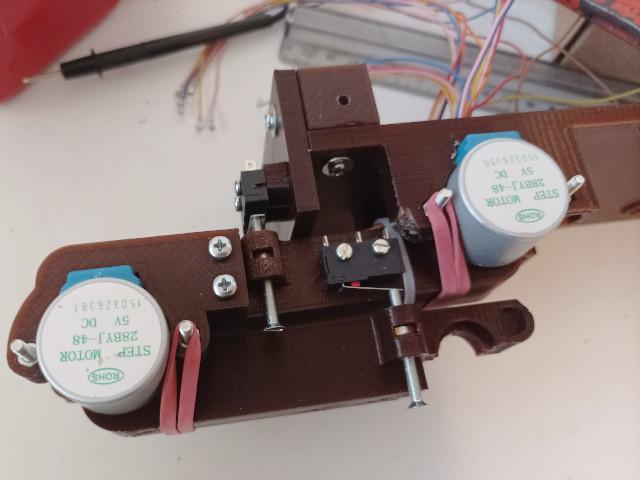
Ho saldato i cavi degli endstop ed ho fissato il braccio su uno scatolo per poter fare dei test. Ora lo collego alla scheda RAMPS e vedo che succede.
-
Ho trovato una possibile soluzione. Oggi provo i collegamenti elettrici e vedo se questa soluzione può andare.

-
Per il foro ho fatto delle stampe prova ed è calibrato per innestarsi senza gioco. Per installare gli stepper ci è voluto un po' di forza perché la parte stampata stringe sulle parti piatte dell'alberino. Purtroppo il gioco proviene tutto dagli stepper che avranno un riduttore ad ingranaggi di scarsa fattura.
-
Mi sa che il progetto rischia di fallire per colpa degli stepper 28byj-48 che hanno troppo gioco, almeno quelli in mio possesso. Sebbene abbiano un angolo di passo di appena 0,18° hanno un backlash di 5° circa. A causa del gioco è possibile spostare l'hotend da 12mm. Se non trovo una soluzione, posso considerare il progetto terminato.
-
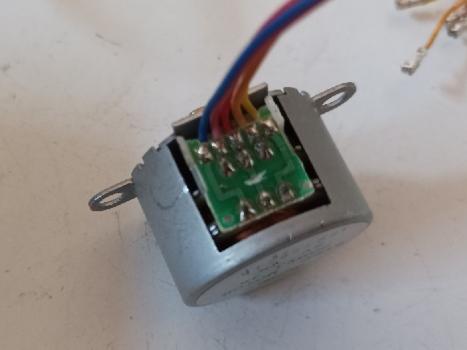
Ho provato a modificare lo stepper tagliando la pista del PCB che collega i 2 avvolgimenti ed a collegarlo ad un driver A4988, sembra che in questa configurazione la coppia sia maggiore e si riesce a farlo ruotare più velocemente. I miei 28byj-48 sono da 5V. Inizialmente avevo messo la Vref del driver 0,15V, poi l'ho ridotta a 0,07V tanto sembra che lo stepper funzioni allo stesso modo anche con la corrente più bassa.
-
Anche io non sono molto ottimista, comunque sono utilizzati anche nella ToyRep e la EasyThreed X1 utilizza modelli simili. Il problema che nella mia scara è richiesta una coppia maggiore, speriamo bene. Comunque occorre modificarli da bipolari a unipolari con lo stesso procedimento spiegato nella documentazione della ToyRep, con questa modifica è possibile collegarli direttamente agli A4988 e si ottiene un po' più di coppia. Più passi ci sono più coppia si ha ma più lento gira il motore. Questo è quello che voglio capire che succede facendoli lavorare in coppia, anche io penso che ci potrebbero essere dei problemi. Esagerato come al solito, mi metti in imbarazzo soprattutto se il progetto non funzionerà. Comunque, come consigliato da @eaman ho iniziato a stampare la parte del braccio ed ho quasi completato tutti i pezzi. Se vedo che può andare realizzo un supporto per il braccio e un attacco per un penna da mettere al posto dell'hotend per fare delle prove.
-
Probabilmente ghosting non ne avrò perchè non riuscirò a farla funzionare 🤨 Mi hai convinto, sto iniziando a stampare solo la parte del braccio.
-
Aiuto per la costruzione di una stampante con cinematica H
Salvogi ha risposto a l0v3byte nella discussione Nuove idee e progetti
Presumo che come cinematiica ad H intendi una stampante in cui il nozzle si muove lungo gli assi X ed Y ed il piatto lungo l'asse Z e non la cinematica H-bot, giusto? Dipende da quanto vuoi spendere e che necessità hai (numero di estrusori e tipologia di sensori di temperatura), io andrei in ogni caso su una scheda a 32bit. Secondo me, puoi valutare le seguenti schede. BTT SKR V2.0 massimo 2 estrusori MKS SGen_L V1.0 (occhio a prendere quella a 32 bit), simile alla SKR ma costa molto meno io ce l'ho nella stampante delta BTT Octopus V1.1 molti estrusori BTT GTR V1.0 molti estrusori e termocoppia Se compri su su AliExpress la differenza di prezzo tra SKR 2.0, GTR 1.0 e Octopus 1.1 sono pochi euro quindi io andrei direttamente sulla GTR 1.0 altrimenti piglierei la MKS SGen_L per risparmiare. Per quanto riguarda il display io ho un LCD 2004 ed un LCD 12864, effettivamente con un solo hotend la differenza è veramente minima. L'LCD 12864 in più mostra solo la velocità della ventola che soffia sulla stampa. Per un piatto 220x220 andrei con 2 motori per l'asse Z mentre per gli assi X ed Y utilizzeri complessivamente 2 motori con la cinematica CoreXY. Io andrei con i profili 2020. Dipende molto dal progetto, se sai utilizzare un programma di modellazione 3D, puoi farti un disegno, altrimenti puoi partire da un progetto che trovi su Thingiverse e da li ricavare le lunghezze dei profili -
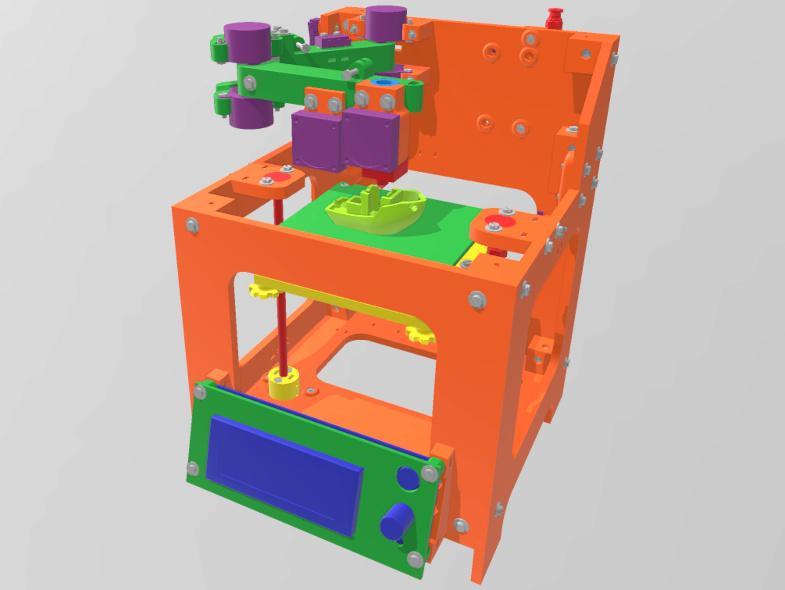
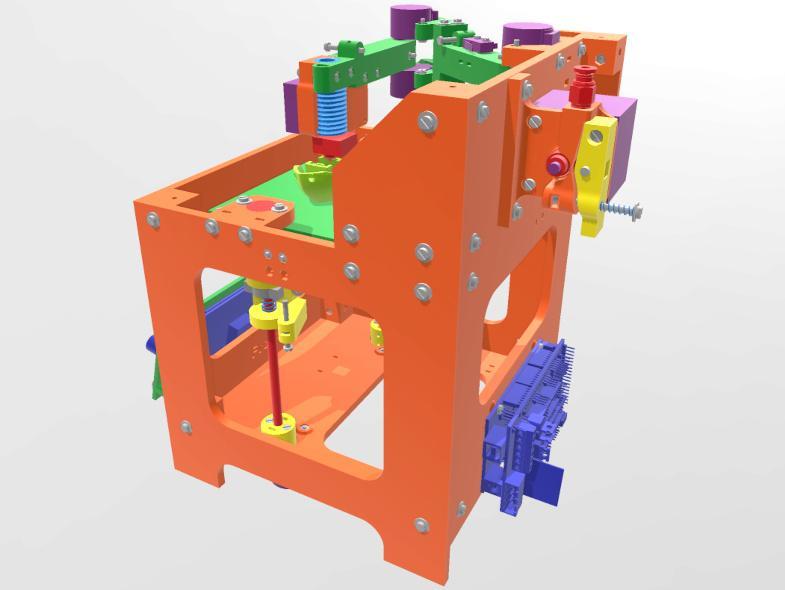
Ho fatto il disegno di una bozza di una mini stampante Scara https://www.thingiverse.com/thing:4935027 Ovviamente questa stampante è pensata solo per lo studio e la comprensione della movimentazione Scara quindi è senza nessuna pretesa, ad esempio l'asse Z utilizza le stesse barre filettate come guide lineari. Ho pensato di utilizzare gli stepper 28byj-48 perchè sono economici e perchè hanno 2037.886 passi/giro contro i 200 passi/giro dei Nema 17, in questo modo si evitano riduttori a ingranaggi o a cinghie. Per muovere i bracci ho pensato di mettere in parallelo 2 stepper per cercare di raddoppiare la coppia ma non so se gli stepper possono lavorare in coppia. Il disegno è pensato per essere stampato anche con stampanti con piatti da 220x220mm. Secondo voi potrebbe avere qualche possibilità di funzionamento un marchingegno simile?
-
Appurato che la tua scheda non ha i ponticelli, ho provato a cercare su internet della documentazione sulla GT2560 V4.0 ma non si trova nulla. Comunque problemi non ce ne dovrebbero essere perchè quasi sicuramente i microstepping dovrebbero essere settati a 16 con MS1, MS2 ed MS3 a livello alto, in questo caso anche con il TMC2208 dovresti ottenere 16 microstep. Hai detto che fa l'homing ma provando a muovere gli assi non si muovono? Se è così probabilmente basta regolare solo la corrente. Inizialmente imposta una Vref da 0,75V che corrisponde ad una corrente di 0,5A circa, è bassa ma è per evitare di fare pasticci, poi se gli stepper hanno difficoltà a muoversi puoi puoi aumentare la Vref a poco a poco. La cosa migliore sarebbe prendere la sigla degli stepper e cercare su internet ma spesso non si trovano i dati di alcuni stepper.
-
Imperfezioni riempimento contorno fori
Salvogi ha risposto a Teius92 nella discussione Problemi generici o di qualità di stampa
Concordo con @muffo ed @eaman ed aggiungo che puoi anche provare ad aumentare leggermente il flusso dell'estrusore e a ricontrollare il livellamento del piatto. Comunque complimenti, normalmente è difficile ottenere scritte così ben definite con le stampanti FDM. -
Valuta bene la stampante delta con la quale andrai a fare il cambio, Photon mono e cure & wash 2.0 sono un bel po' di roba. Come possessore di una stampante delta ti posso suggerire quanto segue. Occhio alle guide lineari, le rotelle potrebbero anche andare bene se dotate di piastre in metallo, altrimenti molto meglio le guide MGN12 o al limite le barre tonde con i cuscinetti serie LMxxUU. Io avevo le pulegge con i supporti in plastica e durante il funzionamento si deformavano troppo in pratica poggiavono solo 2 delle 3 rotelle. Molte stampanti delta in commercio vengono vendute con le pulegge come quelle che avevo io. Valuta l'area di stampa, la movimentazione delta è adatta a stampanti di grandi dimensioni, purtroppo in commercio il volume di stampa più venduto è diametro 200mm per altezza 300mm che potrebbe anche andare bene ma questo lo devi decidere tu. Le stampanti delta richiedono un livellamento abbastanza frequente ed è un'operazione che richiede dai 10 ai 15 minuti con la stampante collegata ad un PC. Per evitare ciò sarebbe molto utile un sensore di livellamento. Nella mia stampante, lo stesso firmware sulla scheda a 8bit ogni tanto dava i numeri mentre sulla scheda a 32bit funziona senza nessun problema. Le stampanti delta richiedono l'esecuzione di più calcoli, le schede a 8bit vanno bene ma quelle a 32bit sono decisamente meglio. Considera anche che l'autocostruzione di una stampante delta è molto più semplice di una stampante Prusa o CoreXY. Comunque io ho una Elego Mars (versione 1 non Pro, in pratica quella più scarsa) comprata usata su eBay e non ci penso neanche a togliermela, la utilizzo poco rispetto alle stampanti FDM ma mi è stata utile per realizzare cose che con la stampante FDM non avrei potuto fare. Per adesso ho utilizzato solo resina lavabile in acqua, probabilmente sarà più scarsa come resistenza, ma mi sono evitato i problemi di lavaggio con alcool.
-
Aggiornamento MGN12H e altro su stampante delta
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
Quando non fa i capricci ha il suo fascino. Per me è comoda perchè occupa poco spazio ed è facilmente trasportabile, ora con i driver Trinamic risulta essere molto più silenziosa della CoreXY (che ha sempre i driver Trinamic) perchè le masse in movimento sono minori e non si sente il rumore tipo ticchettio ad ogni cambio di direzione. Comunque esistono stampanti con sistemi di movimentazione ancora più particolare, ad esempio le hangprinter. Questo è il risultato finale della stampa. Mannaggia al tizio che ha fatto il disegno che non ha previsto anche un portacoperchi per le pendrive.
-
Se hai gli A4988, i ponticelli in qualche posto dovrebbero essere almeno che non è previsto di modificare i microstep. Qual'è la tua scheda madre? Casomai puoi postare una foto della scheda madre magari con un driver tolto?
-
Aggiornamento MGN12H e altro su stampante delta
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
Attualmente sono alle prese con questo https://www.thingiverse.com/thing:2637487 Con i nuovi driver TMC2208 la stampante è molto silenziosa, è il mio telefono che registra con volume molto alto. -
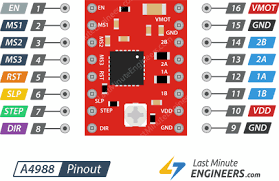
Non per forza, li puoi utilizzare in modalità standard. Se non tocchi il firmware la scheda madre non comunica in modalità UART con i driver ed i microstep li regoli con i ponticelli mentre la corrente con la rotella come stai facendo con gli A4988. Tra l'altro se hai una scheda come la Geeetech GT2560, non puoi utilizzare i driver in modalità UART quindi in ogni caso non devi modificare nulla nel firmware. I driver A4988 hanno tre pin per i ponticelli MS1, MS2 ed MS3, sotto i driver probabilmente avrai installato tre ponticelli che significa 16 microstep. A questo punto devi regolare anche gli TMC2208 a 16 microstep, gli TMC2208 hanno solo due pin MS1 ed MS2 (perchè l'altro serve per la comunicazione UART) quindi dovrai mettere i ponticelli solo per MS1 ed MS2. Il ponticello di MS3 sarebbe meglio toglierlo perchè in alcuni TMC2208 è utilizzato per la comunicazione UART, se invece sul tuo driver in corrispondenza del pin MS3 c'è scritto NC è indifferente lo puoi anche lasciare. Poi dovresti regolare la corrente con la formula fornita da @FoNzY, però io mi limiterei ad 1A, nelle mie stampanti utilizzo correnti di 0.7-0.9A. Nel TMC2208 regolerei la Vref a 0,75V. Misurare la Vref è un'operazione rischiosa perchè se con il puntale tocchi due pin fai un cortocircuito con la morte del driver. Il tester va messo in VDC perchè se lo metti in misura di corrente fai un cortocircuito. Il puntale nero ti conviene collegarlo in un posto comodo, ad esempio sul negativo di alimentazione della scheda madre. Con il puntale rosso tocca la vite di regolazione della corrente e misuri la Vref.
-
"Piccolo" problema di qualità
Salvogi ha risposto a Ale93_ nella discussione La mia prima stampante 3D
Potrebbe essere un problema di intasamento del nozzle, mentre ti fa il problema senti un rumore tipo TAC-TAC proveniente dal motore che trascina il filamento? Per poter capire meglio il problema, specifica anche tipo di filamento, temperatura di stampa, velocità di stampa, altezza del layer, ecc. -
aggiungere un "foro" in un file .stl chi mi aiuta
Salvogi ha risposto a FoNzY nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Dovresti creare dei cilindri, posizionarli nella direzione del foro ed eseguire la sottrazione dei solidi. Però, se parti da un stl ti conviene utilizzare Meshmixer, è gratuito, molto potente e facile da usare. Importi il file su Meshmixer, selezioni il modello cliccandoci sopra, clicchi sull'icona Meshmix, clicchi sul cilindro e lo trascini sulla scena, ridimensiona, ruota e posiziona il cilindro dove vuoi eseguire il foro, poi clicca su Accept. Seleziona il modello ed il cilindro (importante prima il modello e poi il cilindro, se fai il contrario sottrai il modello al cilindro) cliccandoci sopra tenendo premuto shift (per la selezione multipla), clicca su Boolean Difference. Alla fine clicca su esporta. Spero di non avere commesso errori, è da ieri sera che ho iniziato ad utilizzare Meshmixer. -
Aggiornamento MGN12H e altro su stampante delta
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
Nel frattempo mi sono arrivati la scheda MKS SGEN L V1.0 ed i driver TMC2208 UART.
-
Acquisto seconda stampante grandi dimensioni, prezzo sotto 1000€
Salvogi ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Ho caricato il progetto su Thingiverse https://www.thingiverse.com/thing:49286780 mentre sistemavo i files da caricare, ho visto che la mia stampante ha alcune soluzioni tecniche che sono una boiata, su Thingiverse ci sono molte conversioni di stampanti Prusa i3 in CoreXY, forse ti conviene utilizzare un altro progetto. Comunque ho caricato anche il file CAD con la speranza che qualcuno che si voglia passare il tempo possa apportare delle migliorie. -
Aggiornamento MGN12H e altro su stampante delta
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
Le stampanti delta hanno i loro vantaggi ed i loro svantaggi, sicuramente non le consiglierei a chi non ha esigenze particolari o ad un principiante della stampa 3D. Per quanto riguarda l'asse Z, c'è una certa difficoltà di livellamento del piatto, per questo le stampanti delta spesso sono dotate di un sensore di livellamento. Senza sensore di livellamento è difficile riuscire a livellare un piatto con diametro maggiore di 220mm. Un altro problema è la calibrazione, nelle stampanti cartesiane il livellamento si fa in 2 minuti, nelle stampante delta la prima calibrazione con calcolo del delta_radius e del rod_length occorre più di un'ora. I vantaggi sono principalmente la possibilità di poter raggiungere velocità maggiore, l'assenza di wooble e lo spazio occupato in pianta che è minore di una stampante cartesiana. -
materiali tecnici per stampante tipo ender 3 senza modifiche
Salvogi ha risposto a giannirusso nella discussione Materiali di stampa
Ho appena fatto un test con la stampante delta senza camera chiusa e con l'hotend munito di sensore NTC impostato a 255°C. Effettivamente è venuto fragile, non penso che non vada bene stampato neanche coricato. -
materiali tecnici per stampante tipo ender 3 senza modifiche
Salvogi ha risposto a giannirusso nella discussione Materiali di stampa
Anche io l'ho stampato all'impiedi, siccome ho lasciato troppo poco gioco l'ho dovuto serrare applicando abbastanza forza con una giratubi ed il mio non si è rotto. Messo coricato occorrono i supporti ma verrà più resistente. Potrebbe essere che è troppo sottile, che spessore ha? Potrebbe anche essere la temperatura bassa, io l'ho stampato a 250°C (preciso di termocoppia) con camera chiusa, probabilmente senza camera chiusa è richiesta una temperatura leggermente maggiore. Poi i sensori NTC fanno sempre un po' di differenza, almeno quelli che ho io (comprati con il criterio di quelli che costano meno possibile) fanno differenze anche di 15°C in più o in meno (testati mettendo il sensore di un termometro di precisione in un altro foro dello stesso heatblock). Misura anche il diametro del filo con un calibro perchè se dovesse risultare ad esempio 1.5mm ocorrerebbe regolare il flusso al 136%. -
Acquisto seconda stampante grandi dimensioni, prezzo sotto 1000€
Salvogi ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Sto riorganizzando i files, appena finito metto il tutto su Thingiverse. -
Aggiornamento MGN12H e altro su stampante delta
Salvogi ha pubblicato una discussione in La mia stampante 3D e il mio laboratorio
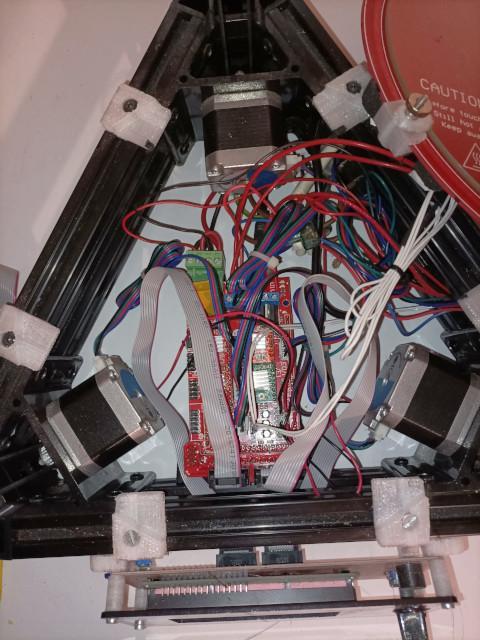
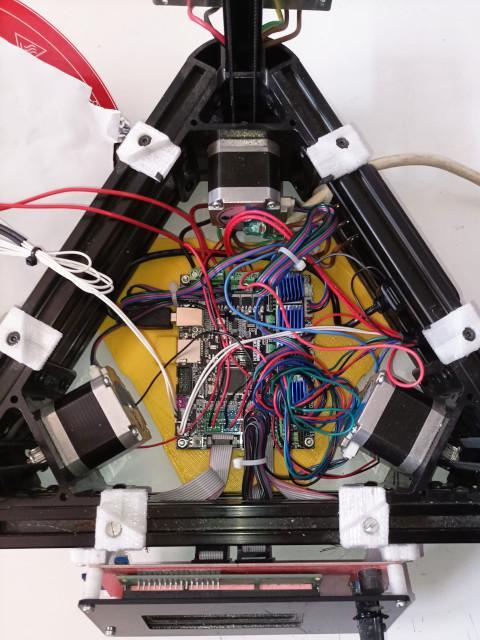
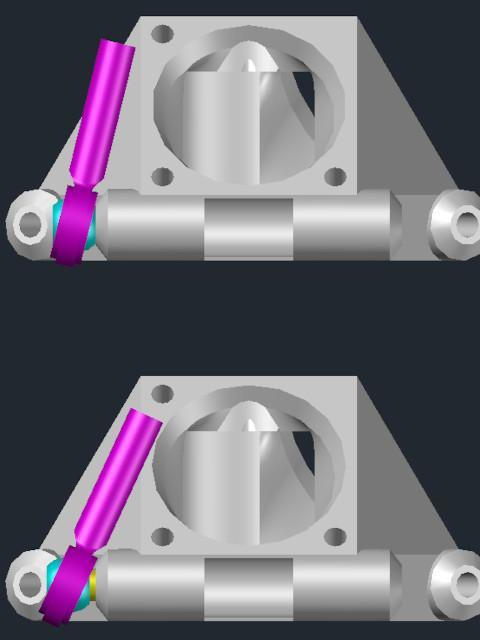
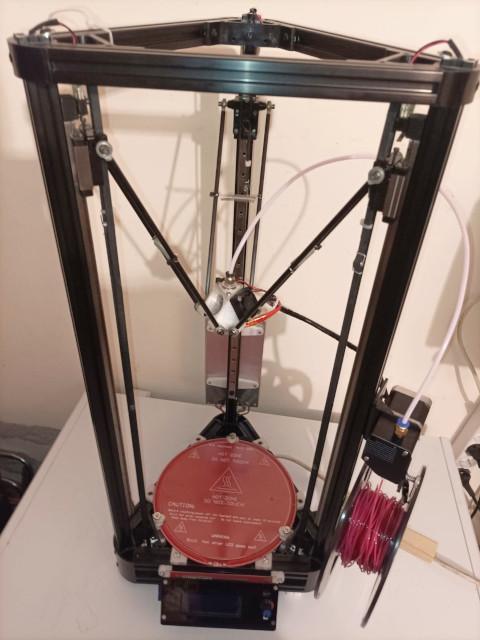
Ho fatto degli aggiornamenti alla mia Anycubic Kossel Pulley. Guide lineari MGN12H (acquistate con un unico parametro: quelle che costavano meno) Rondelle sugli snodi fisheye Molle per il recupero dei giochi degli snodi fisheye Aggiornato il il firmware Marlin alla versione 2.0.9.1 Le tre guide lineari MGN12H da 500mm sono state l'upgrade più costoso (55 € compreso spedizione). Sicuramente è stato un aggiornamento importante perchè le pulegge originali dell'Anycubic Kossel Pulley erano fissate su un supporto in plastica che si deformava con il risultato di risultare troppo poco rigide. Ogni volta che spostavo la stampante dovevo correggere DELTA_RADIUS e DELTA_DIAGONAL_ROD, invece con le guide lineari la calibrazione si sta mantenendo sufficientemente stabile anche spostando la stampante. Le rondelle sugli snodi è stato l'aggiornamento più importante ed anche quello meno costoso. In pratica mi ero accorto che quando il nozzle si avvicinava al bordo del piatto le pulegge si deformavano e poggiavano sul profilo solo con 2 delle 3 rotelle, analizzando la situazione mi sono accorto che il problema era causato dai giunti fisheye che avevano un angolo di rotazione troppo basso. Allora ho preso le misure ed ho studiato il problema con il CAD, in pratica gli occhielli degli snodi fisheye andava ad urtare contro gli attacchi dei carrelli e dell'effector. Ed ho anche visto che era sufficiente una rondella con diametro interno da 3mm, diametro esterno 4.6mm e spessore di 0.6mm per risolvere il problema. Quindi ho provveduto a realizzare delle rondelle stampate in PETG spesse 0.8mm (per esagerare). Nel disegno e nelle foto, le rondelle sono quelle gialle. Infine, aveveo già notato da tempo che alcuni dei miei giunti fisheye hanno un gioco eccessivo per cui l'effector era un po' ballerino. Ho provato a comprare degli snodi nuovi su AliExpress ma mi sono arrivati degli snodi peggiori di quelli che già ho. Allora ho messo delle molle sui braccetti per cercare di recuperare il gioco ed a quanto pare la cosa ha funzionato. Come ultima cosa ho provato a fare una stampa e rispetto a prima mi sembra che la stampante vada un po' meglio.