Salvogi
-
Numero contenuti
1.418 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
Con il direct riesco a stampare veloce senza problemi, ho voluto provare con la configurazione bowden con stesso spingifilo (bmg all metal) e stesso hotend (V6 clone) e superato una certa velocità il motore dello spingifilo ogni tanto scatta. Ho visto che moltissimo fa anche la lunghezza del tubo in PTFE, nella stampante delta dove è più corto ho meno problemi.
-
Acquisto seconda stampante grandi dimensioni, prezzo sotto 1000€
Salvogi ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Sempre troppo gentile, non penso possa avere tutto questo successo. Avrei intenzione di metterla su Thingiverse con il file CAD così se qualcun altro si vuole passare il tempo ad apportare migliorie io ne potrei approfittare. Anch'io mi preoccupavo, poi ho comprato una stampante usata su eBay a 55€ (compreso spedizione) senza firmware venduta per non funzionante e mi sono dovuto cimentare con il firmware. -
Acquisto seconda stampante grandi dimensioni, prezzo sotto 1000€
Salvogi ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Vedo che il mio progetto sta avendo successo 😂, penso di metterlo su Thingiverse appena riorganizzo tutti i files. Sono partito da una Zonestar P802N ed ho recuperato: 5 stepper Barre lisce e cuscinetti LM8UU Barre trapezie Piatto + sottopiatto Scheda di controllo + display (che successivamente ho sostituito) Alimentatore Endstop Cavi vari Io ho sugli assi X ed Y una corsa di 275x275mm, ho messo il piatto 220x220mm perchè l'ho recuperato dalla vecchia stampante ma in teoria potrei mettere anche un piatto da 250x250mm. Le barre lisce non sembrano avere grossi problemi di flessione, certo che se metto l'hotend a metà corsa degli assi X ed Y e lo spingo verso il basso un po' si muove ma non è così critica la cosa. Il piatto lo livello solo quando cambio hotend o nozzle, è stato anche mesi senza fare livellamento. Le barre lisce ci sono anche da 10mm, 12mm o anche di diametro maggiore ma poi diventa esagerato. Certo che con gli MGN12H si ottengono prestazioni migliori ma i costi sono maggiori. -
materiali tecnici per stampante tipo ender 3 senza modifiche
Salvogi ha risposto a giannirusso nella discussione Materiali di stampa
Il filo del tagliaerba ha diversi diametri 1.6, 2.0, 2.4 e 3.0 mm, ovviamente con la Ender 3 standard puoi utilizzare solo quello da 1.6mm, ovviamente bisogna regolare il flusso di estrusione con la formula (1.75 x 1.75) / (1.6 x 1.6) = 1.2 quindi il flusso nello slicer va impostato al 120%. Esistono anche fili a sezione quadrata ma penso che non siano adatti alla stampa 3D. I filamenti da 2 e da 2.4 mm si possono stampare anche con l'estrusore da 2.85 mm ottenendo un costo più basso del filamento in nylon specifico per la stampa 3D. Sul sito della Creality, specifica una temperatura massima del nozzle di 255 °C per la Ender 3 ma è un limite impostato via software nel firmware, sul sito di Marlin c'è il link al sito di Github dove ci sono i file di configurazioni proposti per la Ender 3 che prevedono una temperatura massima di 275°C. Eventualmente puoi provare a stamparlo a 255°C, non penso che cambi molto. Io l'ho stampato a 260°C utilizzando come sensore una sonda K quindi precisa quasi al grado. Il filo da tagliaerba conviene comprarlo nei negozi cinesi, io ne ho tre vicino casa. In alternativa puoi prendere questo https://www.amazon.it/dp/B00KE2EMOE che per adesso è in offerta o questo https://www.amazon.it/dp/B01N339OB8 che a conti fatti sono entrambi sui 30€/kg Tieni presente però che il nylon è soggetto a forte warping e stringing soprattutto quello non specifico per la stampa 3D quindi inizialmente comprane una quantità limitata. -
Temperatura estrusore sballata
Salvogi ha risposto a gregorio56sm nella discussione Problemi generici o di qualità di stampa
Comunque ho visto ora, la tua stampante ha restituito pure il codice M304 quindi supporta anche il PID del piatto. -
stampa test per lavoro ...come posso migliorarla?
Salvogi ha risposto a luca63 nella discussione Problemi generici o di qualità di stampa
L'ABS si incolla bene, potresti stampare la cornice a parte e gliela incolli. Per facilitare il posizionamento potresti lasciare nella cornice uno scalino per il centraggio. -
Temperatura estrusore sballata
Salvogi ha risposto a gregorio56sm nella discussione Problemi generici o di qualità di stampa
Giusto quanto scritto da @invernomuto ma occorre che nel firmware sia abilitato #define PIDTEMPBED Comunque per il piatto è meno importante il controllo PID quindi, se dovesse essere disabilitato, non è un grosso problema. -
Flying bear ghost 5, secondo voi hotend da cambiare?
Salvogi ha risposto a Glitch nella discussione Problemi generici o di qualità di stampa
Gli intasamenti ripetuti potrebbero dipendera da parecchi fattori. Ad esempio: Ventola che raffredda la gola, se è vecchia manda meno aria, la gola si riscalda e si intasa tutto. Secondo me è la causa più probabile. Piegatura sul tubo in PTFE. Estremi del tubo in PTFE mal tagliati con conseguente restringimento. Gola rovinata, nel tuo caso non dovrebbe essere perchè hai una gola da 4.1mm quindi arrivi con il tubo in PTFE fino al nozzle. Ugello rovinato, puoi provare con aghi speciali per la pulizia dei nozzle oppure meglio sostituirlo. Sensore di temperatura rovinato che ti porta ad avere sul nozzle una temperatura diversa da quella indicata sul display. Problema con lo spingifilo che non ha più la forza di quando era nuovo. Puoi verificare che la ruota dentata sia fissata bene sullo stepper e che le ruoti godronate non siano sporche di trucioli di filamento. -
materiali tecnici per stampante tipo ender 3 senza modifiche
Salvogi ha risposto a giannirusso nella discussione Materiali di stampa
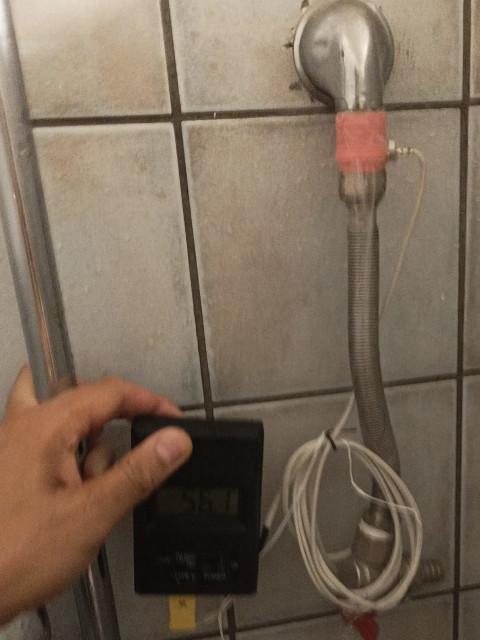
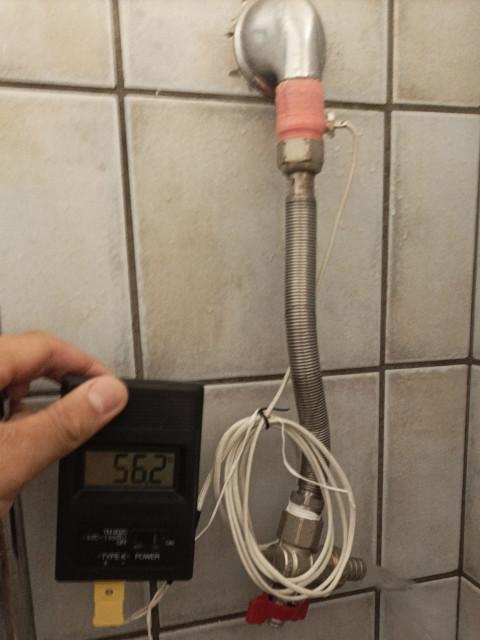
Oggi ho fatto una prova con il filo in nylon per il tagliaerba. L'ho stampato con nozzle a 260°C, piatto a 90°C, nozzle da 0.4mm ed altezza del layer di 0.2mm. Ho fatto prima due layer di PETG e poi sopra ci ho stampato il pezzo in nylon. Ho fatto una prova con acqua calda a 56°C (il massimo del mio scaldabagno). Il presscontrol della pompa è tarato 2.2bar e si trova 4m più in basso quindi dovrebbero arrivare circa 1.8bar. Chiudendo il rubinetto il raccordo perde un po'dal foro per la sonda K. Tra l'altro con il nylon si ottengono stampe molto flessibili ed è facile da stampare con gli estrusori bowden. L'adesione dei layer è perfetta, ho lasciato poco gioco quindi la filettatura si avvitava con molta forza ed ho dovuto utilizzare due giratubi e nonostante ciò il raccordo non si è rotto. Il problema principale del nylon è il warping e poi fa stringing in maniera esagerata.
-
materiali tecnici per stampante tipo ender 3 senza modifiche
Salvogi ha risposto a giannirusso nella discussione Materiali di stampa
Tutte le plastiche assorbono acqua riducendo un po' le loro caratteristiche meccaniche. Il nylon è la plastica più igroscopica. Quando si stampa il nylon si sente un rumore tipo frizzante dell'acqua che forma bolle di vapore all'uscita del nozzle. Per questo qualcuno raccomanda di metterlo in forno prima di stamparlo, io non l'ho mai infornato per paura di rovinare il filamento soprattuto se si parla di Taulman che è una marca un po' costosetta. Tuttavia il nylon parte da un livello di resistenza elevato infatti è usato per tasselli o per i fili da pesca quindi si potrebbe provare. Il nylon Taulman sono riuscito a stamparlo bene solo con il piatto in vetro spennellato di acqua e colla vinilica, non so cosa succede con un piatto PEI. Posso provare a vedere se aderisce su un layer di PETG, con il policarbonato funziona alla grande. -
Flusso canalizzatore (hotend multicolore)
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
Probabilmente a me basta uno spurgo minore. Ora vedo se trovo l'impostazione del volume di spurgo -
materiali tecnici per stampante tipo ender 3 senza modifiche
Salvogi ha risposto a giannirusso nella discussione Materiali di stampa
Il nylon Taulman 645 è stato uno dei primi filamenti che ho utilizzato, si stampa facilmente con stampanti economiche e di ottengono stampe molto resistenti (soprattutto i layer perfettamente uniti) ma flessibili e tagliabili con le forbici. Per farlo aderire al piano di stampa, utilizzavo colla vinilica diluita in acqua. Altri nylon sono ugualmente resistenti ma sono più difficili da stampare. Il policarbonato lo stampo a 280°C sia con gola all-metal che con quella standard rivestita di PTFE. Per farlo aderire al piatto e necessario fare un primo strato di PETG. Casomai più tardi posso provare che succede se stampo il policarbonato a 260°C. Comunque senza camera chiusa con il policarbonato si ottengono stampe fragili come grissini soprattutto a flessione. Mentre con la camera chiusa si ottengono stampe un po' più resistenti del PETG ma molto più resistenti al calore. Il policarbonato warpa alla grande anche con camera chiusa e piatto a 120°C. -
Flusso canalizzatore (hotend multicolore)
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
Infatti, anche a me sembra uno spreco mi sa che è una cosa che utilizzerò raramente. Comunque l'efficenza (intesa come rapporto tra il peso della stampa ed il peso della torre di spurgo) è stata bassa anche a causa delle piccole dimensioni della stampa. È anche una grossa perdita di tempo, la stampante ha impiegato il 75% del tempo sulla torre. Purtroppo lo spurgo viene gestito dallo slicer (qui ho usato PrusaSlicer), non mi sembra che ci sia una funzione per usare lo spurgo come infill. Devo verificare meglio Si ha ragione, sono io che non me ne intendo 😅. Il modello è questo https://www.thingiverse.com/thing:1834292 -
Flusso canalizzatore (hotend multicolore)
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
Stanotte ho lanciato una stampa di un modello preso da Thingiverse. Per 13 grammi di PETG ci ha messo 3 ore e mezza ed ha fatto una torre di spurgo da 29 grammi (pesa più del doppio della stampa).
-
Flusso canalizzatore (hotend multicolore)
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
Effettivamente si potrebbe, e che molto fa la soddisfazione di averla autocostruita. -
Centraggio e calibrazione piano di stampa
Salvogi ha risposto a Ale93_ nella discussione La mia prima stampante 3D
Dando le misure così viene un po' difficile fare un confronto. A quanto ho capito la 3D Benchy ti viene 86x44.5x69.6 invece di 60x31x48, giusto? Se così fosse, sembrerebbero tutte scalate al 144% circa, probabilmente avrai impostato qualcosa sullo slicer. -
Flusso canalizzatore (hotend multicolore)
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
Io valuterei un cambio alla pari con una Voron V0 😁 -
Flusso canalizzatore (hotend multicolore)
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
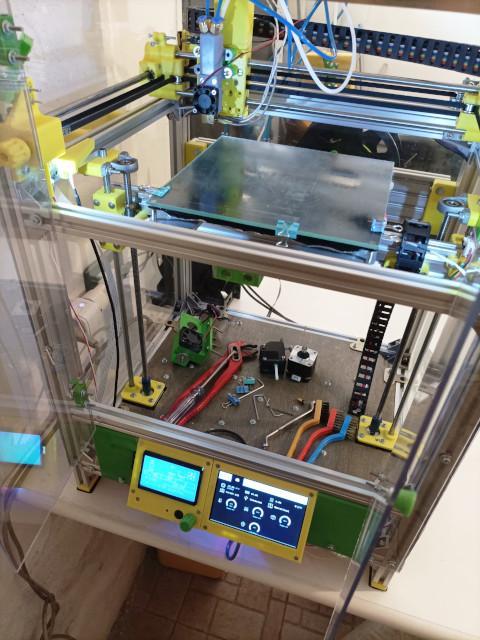
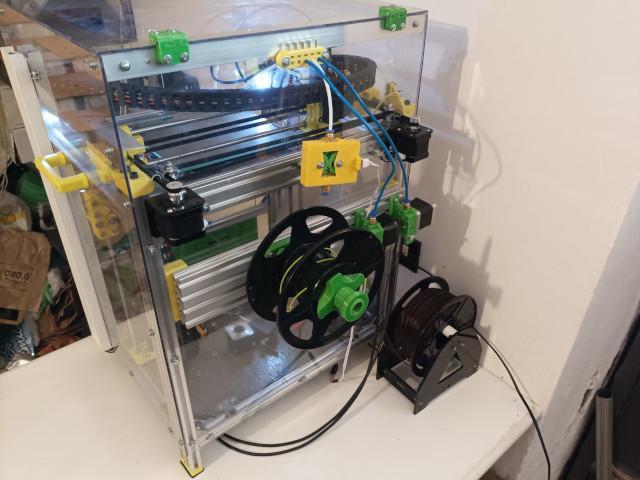
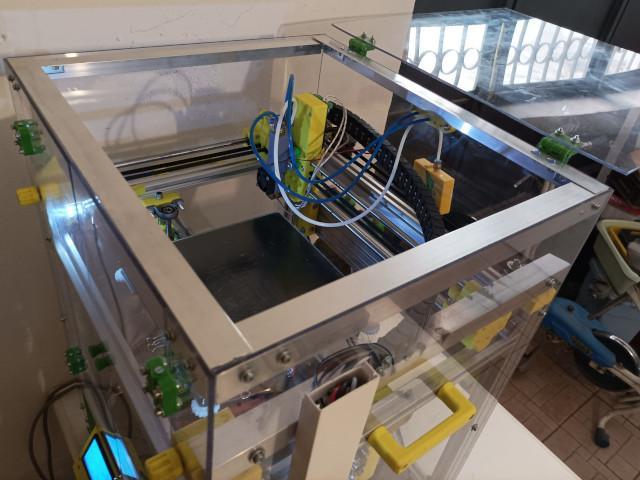
Esagerati, è una stampante costruita a scopo autodidattico per poter io sperimentare varie cose: camera chiusa, estrusore multicolore, OctroPrint, configurazione di firmware, ecc. Dalle foto sembra una cosa esagerata ma alla fine è una stampante con volume di stampa 220x220x250mm (in realtà ci potrei mettere anche un piatto 260x260mm ma ho riciclato quello della mia vecchia stampante 220x220mm). Come difetti, ad esempio: A fronte di un volume di stampa di appena 220x220x250mm ha dimensioni esterne troppe elevate 530x510x640mm e pesa 23,5kg. L'elettronica è accessibile solo da sotto quindi è necessario coricare la stampante. Se la dovessi ricostruire, invece di usare le barre trapezie, proverei a movimentare anche l'asse Z con le cinghie (utilizzando un stepper accoppiato con un riduttore epicicloidale). Fino a poco tempo fa il display per OctoPrint mi ha fatto disperare poi ora ho capito che con il display PI TFT 5.0 devo alimentare il Raspberry con una tensione leggermente superiore (5.2V invece di 5.1V). -
Flusso canalizzatore (hotend multicolore)
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
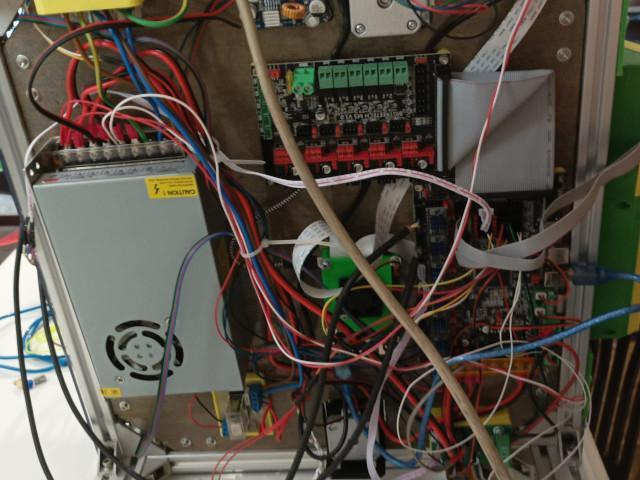
Grazie, troppo gentile, l'ho costruita principalmente a scopo autodidattico, ha i suoi pregi ed i suoi difetti. L'idea iniziale era quella di avere una stampante dove fosse semplice sostituire l'hotend (sia dal punto di vista meccanico che dal punto di vista dei collegamenti elettrici) per cui ho adottato un carrello con molti fori dove poter agganciare facilmente diversi tipi di hotend ed ho messo una scheda con tutti i collegamenti elettrici. Per semplificare il disegno degli hotend mi serviva di spostare la ventola sule retro del carrello quindi ho optato ad una configurazione corexy anche per avere lo spazio per la ventola dietro il carrelo. Inoltre la configurazione è stata scelta con l'idea di avere una camera chiusa con pannelli lasciando i motori degli assi X, Y e Z fuori. Lo sviluppo è stato fatto con l'aiuto del forum https://www.stampa3d-forum.it/forums/topic/11677-conversione-prusa-corexy/ in particolare di @Truck64, @FoNzY e @Killrob. Anche se su alcune cose mi sono impuntato ed ho fatto di testa mia, i consigli riceuti sono stati tutti utili, mi hanno permesso di rilevare alcune criticità ed anche se ho fatto di testa mia almeno ho cercato di arginare le criticità. Per adesso i cablaggi fanno proprio pena, mi riprometto di sistemarli quanto prima ma poi ogni volta mi secca fare questo lavoro.
-
Flusso canalizzatore (hotend multicolore)
Salvogi ha pubblicato una discussione in La mia stampante 3D e il mio laboratorio
E' quasi un anno è mezzo che provo a fare funzionare l'adattatore ad Y (https://www.stampa3d-forum.it/forums/topic/10467-adattatore-a-y-per-doppio-filamento/?tab=comments#comment-76659), oggi finalmente sono riuscito a capire che l'inghippo era nello slicer, sbagliavo a settare PrusaSlicer ed invece della posizione di parcheggio inserivo una retrazione per l'estrusore inattivo. Quindi posso finalmente presentare il flusso canalizzatore Il disegno sul mio Thingiverse è vecchio, in quest giorni carico il nuovo disegno. -
Problemi di stampa anycubic 4max pro
Salvogi ha risposto a deddy nella discussione Problemi generici o di qualità di stampa
Normalmente le ventole vengono comandate dalla scheda madre (non sempre, alcune volte quella che raffredda la gola è collegata direttamente all'alimentatore e sta sempre accesa). I sensori (di temperatura) sono collegati alla scheda madre, ad esempio la ventola che raffredda la gola normalmente viene accesa (dalla scheda madre) quando il nozzle supera 50°C. Mentre la ventola che soffia sulla stampa è comandata tramite comandi presenti nel file GCODE, ad esempio M106 accende la ventola ed M107 spegne la ventola. Prima di fare altro, verifica che la ventola che soffia sul pezzo non sia orientata sull'heatblock e fai un PID autotune https://www.google.com/search?q=PID+autotune Se il PID autotune non funziona, potrai provare a sostituire cartuccia riscaldante e sensore di temperatura. -
Problemi di stampa anycubic 4max pro
Salvogi ha risposto a deddy nella discussione Problemi generici o di qualità di stampa
Solitamente le ventole sono 2. - Quella che raffredda la gola dell'hotend e se la stacchi l'estrusore si intasa e rischi di danneggiare le parti in plastica della stampante perché il calore sale verso il supporto dell'hotend. - Quella che soffia sul pezzo in stampa e se la stacchi non causa grossi problemi. Verifica che la ventola che soffia sul pezzo non sia orientata sull'heatblock e fai un PID autotune -
Stampe resistenti a 50/60 gradi
Salvogi ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
Il materiale più adatto al lavaggio in lavastoviglie è il polipropilene https://www.amazon.it/dp/B07GVTWJ88 ma è difficile da stampare, attacca con difficoltà al piano di stampa, si può provare a rivestire il piatto di stampa con lo scotch trasparente (perchè alcuni scotch trasparenti sono in polipropilene). Il PETG ha una temperatura di transizione vetrosa di 90°, se la stampa è sufficientemente robusta non si dovrebbe deformare quindi io farei una prova con il supporto per un singolo piatto. Anche se alcuni PETG rilasciano metalli pesanti. Il PLA normale non può resistere alla temperatura costante di 50°C senza deformarsi, quello ad alta temperatura non lo conosco. Materiali come ABS, HIPS ed ASA resistono bene al calore ma hanno il problema di rilasciare stirene. Il policarbonato resiste alle alte temperatura ma viene corroso dall'acqua calda ed ha il problema di rilasciare bisfenolo. Altri materiali come PEEK, PEI, ULTEM hanno prezzi spropositati, una bobina costa più della stampante e sono molto difficili da stampare. -
Stampe resistenti a 50/60 gradi
Salvogi ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
Non ho capito bene il problema. Parliamo di un adattatore per posizionare i piatti di dimensione fuori standard nella lavastoviglie? -
Su YouTube ho trovato un video della Voron V0